Le concassage du malt est l'opération qui consiste à mettre le grain de malt dans un état divisé pour faciliter son attaque enzymatique après hydratation des particules qu'il contient (amidon, protéine, cellulose). L'ensemble des grains concassés représentant la mouture. Selon le type de concasseur disponible et de méthode de filtration de la maische (le mélange de mouture de malt et d'eau réalisé lors de l'empâtage) mise en œuvre, la mouture sera plus ou moins fine. Dans les méthodes traditionnelles on s'efforcera durant le concassage de respecter les enveloppes et de les conserver dans un état le moins divisé possible pour obtenir une couche filtrante perméable et éviter une dissolution de polyphénols et tanins contenus dans ces écorces et considérés comme indésirables pour la qualité de la bière.
Les concasseurs, appelés également moulins, sont des appareils utilisés pour broyer le malt. Ces appareils diffèrent suivant l'outil de filtration utilisé et le type de mouture à réaliser.
Dans le cas de mouture sèche ou de mouture conditionné sèche on optera pour un concasseur à 2, 4,5 ou 6 cylindres et 1, 2 ou 3 passages. En mouture humide, un seul passage est réalisé entre deux cylindres. Un moulin à deux cylindres est utilisé en mouture sèche dans le cas de certaines brasseries artisanales, ainsi qu'en Grande-Bretagne ou on utilise des malts sur désagrégés. Les filtres presse utilisés en brasserie et impliquant la compression du gâteau de drêche par un système poumon à air sous pression permettent l'utilisation de mouture très fine dans laquelle les écorces ne sont pas respectées et qui sont obtenues par d'autres types de moulin, notamment des moulins à disques, à broches ou à marteaux.

Caractéristiques des moutures de malt destinées à être empâtées
On distinguera 4 types de moutures caractérisées chacune par la présence ou l'absence de procédé d'hydratation et une vitesse d'écoulement du moût pendant la filtration de la maische.
| Mouture sèche | 7,8 I/minute /m2 | |
| Mouture sèche conditionnée | 8,8 I/minute / m2 (jusqu'à à 10,8) | |
| Mouture conditionnée humide | 11,4 l/minute/ m2 | |
| Mouture humide | 12 I/minute / m2 (jusqu'à ,8) |
La mouture sèche est obtenue après passage du malt sur des moulins à 2, 4, 5, ou 6 cylindres. On distingue différentes fractions: farine, gruaux, gros gruaux, écorces. Elle doit être suffisamment fine pour obtenir un bon rendement au brassage et suffisamment grossière pour obtenir une filtration e, des lavages rapides et une faible turbidité. Pour exploiter une cuve filtre la mouture sera plus grossière que si l'on exploite un filtre presse, aussi les rendements seront moins bons en cuve filtre qu'en filtre presse, mais la bière serait d'après plusieurs auteurs de meilleure qualité.
-Dans le moulin à 4 cylindres les deux cylindres du dessus effectuent le pré concassage, les deux autres une réduction supplémentaire. Grâce aux tamis existant sur l'appareil ; farine, écorces et gruaux peuvent être séparés et travaillés séparément.
-Dans le moulin à 6 cylindres: il y a 3 phases de concassage et deux ensembles séparés de tamis permettant de sortir séparément les différentes fractions de la mouture. On parlera de séparation des moutures et il sera intéressant de rajouter seulement lors de la saccharification à 750C les écorces pour limiter la dissolution des tanins et polyphénols.
-Le moulin à deux cylindres est celui généralement adopté par certains brasseurs artisans, il ne permet pas la séparation des moutures à moins de réaliser un tamisage manuel, ce qui est toujours possible à cette échelle
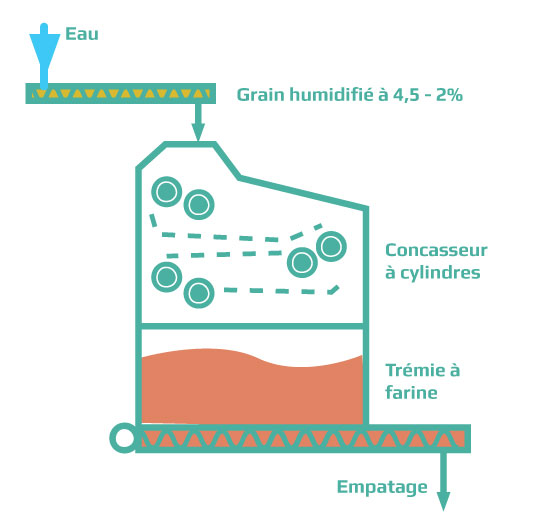
-La mouture sèche conditionnée consiste à faire reprendre au malt avant son passage au moulin sec 1,5 à 2% d'humidité supplémentaire pour assouplir les écorces, sans ramollir le corps farineux et les conserver relativement entière pendant le concassage. L'agent d'humidification sera l'eau pulvérisée au passage du grain ou de la vapeur d'eau basse pression
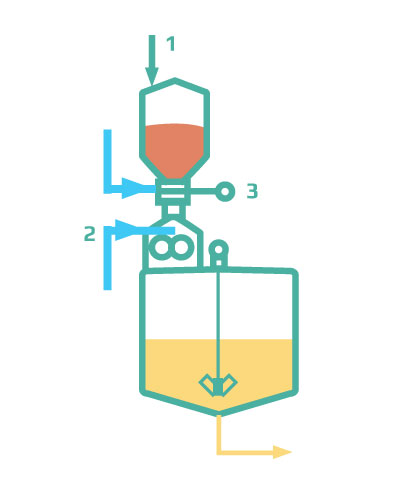
-La mouture humide est le procédé qui avec la mouture conditionnée humide fait partie des systèmes qui permettent de produire directement de la maische. Dans le cas de la mouture humide le malt est prélevé avant concassage dans un silo, puis trempé à la température d'empâtage avec de l'eau pendant un certain temps (20 minutes à 1/2 heure) pour avoir en fin de trempage une humidité de l'ordre de 30%. Le grain humide passe ensuite entre deux cylindres qui expulsent le grain de farine ramolli des écorces que l'on retrouve pratiquement entière dans la maische. Une partie de l'eau d'hydratation passe au moulin l'autre est soit éliminée pour des problèmes de qualité ou est injectée au niveau du transfert de la mouture dans la chaudière d'empâtage. Fondamentalement la mouture humide implique que le malt soit totalement immergé avant le concassage, les écorces et le germe du malt sont particulièrement respectés.
-Dans la mouture conditionnée humide. Le malt avant concassage est bien réceptionné dans une trémie au dessus du moulin, mais il n'y aura pas immersion du grain, tout le versement sera humidifié tout au long du concassage l'humidité atteindra 20%, les grains resteront également farineux sec et les écorces un peu moins respectées que dans la mouture humide. C'est ce procédé qui semble se généraliser de nos jours.
On signalera les moutures ultrafines sans respect des fractions conventionnelles nécessaires pour exploiter les filtres à maische à compression de gâteau pour lesquelles seront utilisé des moulins spécifiques.
Mouture sèche composition
Elle diffère suivant que l'on utilise un filtre presse ou une cuve filtre. Les valeurs moyennes en % à respecter sont les suivantes :
| Cuve filtre | Filtre presse | ||
| Ecorces | 18 | 11 | |
| Semoules grossières | 7 | 4 | |
| Semoules fines I | 35 | 16 | |
| Semoule fine Il | 21 | 43 | |
| Farine | 12 | 16 | |
| Total | 100 | 100 |
Ecart entre 2 cylindres (mm) moulin à 3 passages :
| écart 1 | 1,3 | 0,9 | |
| écart 2 | 0,6 | 0,5 | |
| écart 3 | 0,4 | 0,25 |
Avec une utilisation de grains crus, la composition de la mouture de la cuve filtre et du filtre presse doit être plus grossière.
Avec les filtres à maische à membrane de compression la mouture est beaucoup plus fine avec par exemple : Ecorces 0,3% , semoules grossières 0,7% , semoules fines 1 - 10% , semoules fines II - 30% , Farines 49%. Cette mouture est obtenue avec un moulin à marteaux.
Si ce type de filtration de la maische devait se généraliser. Il serait peut être intéressant de pratiquer en lieu et place d'une mouture par moulin a marteaux, celle obtenue par turbo séparation qui est encore plus fine que cette dernière et pour laquelle les différentes fractions obtenues par tamisage montrent une richesse en protéine allant croissant de la fraction la plus fine à la fraction la plus grossière Dans une expérimentation on a obtenu le résultat suivant : Fraction en microns : fraction inférieure à 63 - fraction comprise entre 63 et 90 - fraction comprise entre 90 et 100 – fraction supérieure à 100. Les teneurs en protéines respectivement sont : 9,6 – 11,1 – 13,0 – et 13,8.
Le principe de la turbo séparation s'appuie sur les variations de trajectoires de particules dans un flux d'air en fonction de leur densité ou de leur taille. Le procédé est utilisé en meunerie En brasserie, il pourrait présenter un intérêt pour séparer les différentes fractions protéiques en vue d'un traitement spécifique par empâtage séparé.