Dossier Consommation Energie - Partie 1
Maîtriser l’énergie, donc préserver les ressources naturelles et l’environnement (effet de serre notamment) est une priorité pour les industriels et artisans, donc naturellement pour les microbrasseurs. Cela implique en particulier un meilleur suivi de ses consommations, une meilleure efficacité énergétique dans les systèmes et procédés, avec éventuellement la mise en œuvre de certaines technologies.
Cet article a pour objectif le rappel des précautions à prendre dans le domaine des économies d’énergie, à destination principalement des microbrasseurs.
CONSOMMATIONS D’ENERGIE
Le ratio moyen de consommation d’énergie thermique est de 45 kWh/hl de bière (données Franck Jolibert tirées de ses études)
Ce ratio évolue entre 30 et 100 kWh/hl . Cette variabilité est due aux modes de brassage, au choix du type de pasteurisation s’il y a, des équipements utilisés ainsi que des techniques économes en énergie mises en œuvre (notamment la condensation des buées du brassage).
Les niveaux énergétiques dont nous avons besoin est 100°C avec l’ébullition lors de l’houblonnage, 80°C pour l’essentiel des besoins en eaux chaudes.
Le froid nécessite un réseau allant de – 2°C à + 8°C (fermentation haute ou basse, soutirage isobarométrique ou pas …)

Niveaux énergétiques d’une brasserie Source: Opportunities and barriers for efficient energy use in a medium-sized brewery : Barbara Sturm; Stephan Hugenschmidt; Sharon Joyce; Werner Hofacker; Anthony P.Roskilly - Applied Thermal Engineering ; Volume 53, Issue 2, 2 May 2013, Pages 397-404
Par exemple, pour une brasserie de 30 000 hl/an, les consommations réelles d’énergie sont les suivantes :
- Gaz naturel : 1 750 000 kWh PCI soit 58 kWh/hl de bière
- Electricité : 900 000 kWh soit 30 kWh/hl
La répartition des consommations thermiques est ainsi la suivante :
- Salle à brasser : 40 % (entre 20 et 50 % en termes de ratio brasserie) dont souvent la moitié pour l’houblonnage
- Chauffage des locaux : 8% (jusqu’à 10%)
- Conditionnement : 17 % (25 à 30 %)
- Lavages et nettoyage : 15 %
- Pertes chaufferie et distribution : 20 %
Ratios de consommation thermique en fonction des principales opérations unitaires
Pour le brassage : 15 kWh/hl, pouvant être ramené à 7 kWh/hl
Ceci va dépendre du taux d’évaporation à la chaudière d’ébullition ou d’houblonnage (taux pouvant passer de 3 à 10%) :
- La pasteurisation tunnel est un poste de consommation d’énergie thermique élevé (il se développe faiblement dans les microbrasseries) de 10 à 17 kWh/hl
- Le lavage des bouteilles consignées : 4 à 15 kWh/hl
- L’enfûtage (lavage/stérilisation) a besoin de 5 à 7 kWh/hl
Le ratio moyen de consommation d’énergie électrique est de 15 kWh/hl (entre 8 et 30 kWh/hl).
Le premier poste des besoins est la production de froid (30 à 40%), puis les lignes d’embouteillage, (15 à 35%), le brassage (10 à 15 %) puis les utilités (air comprimé, CO2…)
Répartition des consommations électriques
Production de froid : 35 % (30 à 40%)
Embouteillage/conditionnement : 25 % (15 à 35%)
Brassage : 4% (10 à 15%)
Vapeur (pompes, ventilateur) : 5 %
Eaux: 5 à 15 %
Air comprimé : 2 à 8 %
Divers (éclairage, entretien…) : 4% à 20 % (dont la récupération du CO2)
Les principales techniques d’économie d’énergie à mettre en place sont les suivantes :
- Mettre au maximum en œuvre les isolations thermiques
- Récupérer l’énergie sur les vapeurs d’ébullition pour la production d’eau chaude
- Echanges thermiques entre produits sortant chauds et produits entrants
- Optimiser le taux d’évaporation, le traitement de pasteurisation (nombre d’unités de pasteurisation à appliquer), le traitement de lavage (unités de lavage des bouteilles)
- Optimiser les procédures de nettoyage, notamment les eaux chaudes

Source : Opportunities and barriers for efficient energy use in a medium-sized brewery
PROCESS BRASSICOLE
SALLE A BRASSER
Comme nous l’avons vu, le brassage représente la plus grande part des consommations énergétiques, notamment thermiques.
Nous ne détaillerons pas les possibilités d’économie d’énergie électriques, celles-ci étant détaillées au niveau des utilités, que ce soit au niveau des équipements : moteurs économes, variateurs de vitesse, groupes de froid pour le refroidissement du moût, etc.
Il en est de même pour l’étape de fermentation, pour laquelle nous rappelons que l’isolation des cuves permettra une bonne réduction des besoins en frigories.
Nous nous attacherons principalement à celles concernant les aspects thermiques.
Le ratios kWh / hl de moût produit varie de façon très importante d’un site à un autre ; car il dépend essentiellement du mode de process choisi : décoction, infusion, taux d’évaporation, séquençage des fabrications (il vaut mieux produire 5 brassins d’affilé, que 5 fois un brassin par jour nécessitant le réchauffage de toute la masse d’acier des équipements.
Le ratio qui peut être plus parlant pour une comparaison plus juste est le ratio kWh / 100 kg de sucres (approximativement le degré Plato : 1 °P correspond à 1 g de matière sèche soluble (essentiellement le sucre) pour 100 g de moût).
Ceci permet d’introduire les notions de rendement au brassage et surtout à la filtration.
Ainsi un filtre presse comparé à une cuve filtre permet, pour une consommation d’énergie plus faible, un meilleur rendement sucre final (15 % de gains).
Les recettes devront donc être définies pour tenir compte des consommations énergétiques qu’elles nécessitent, ceci en lien direct avec les émissions de gaz à effet de serre. Par contre des conséquences sont possibles sur les caractéristiques physico-chimiques et organoleptiques du moût et de la bière obtenus.
Une simple infusion sera moins énergivore qu’une infusion à paliers multiples, et cette infusion à paliers multiples sera moins énergivore qu’un brassage à décoction.
Le taux d’évaporation et la durée du houblonnage auront également des incidences fortes sur les consommations, sachant que des minima sont à observer pour des raisons qualitatives.
Ce fichier Excel reprend et détaille l’ensemble des points auxquels il faut penser étape par étape. Celui-ci sera mis à jour et complété dans les années à venir.
Le brasseur devra donc assurer ses propres choix en lien avec la bière qu’il souhaite produire.
Sur l’aspect purement énergétique ; le fait de monter en température jusqu’à 100°C, et d’évaporer 3 à 8 % du volume de moût engendre donc forcément une consommation d’énergie. Il faut donc, pour les réduire, optimiser au maximum les récupérations énergétiques :
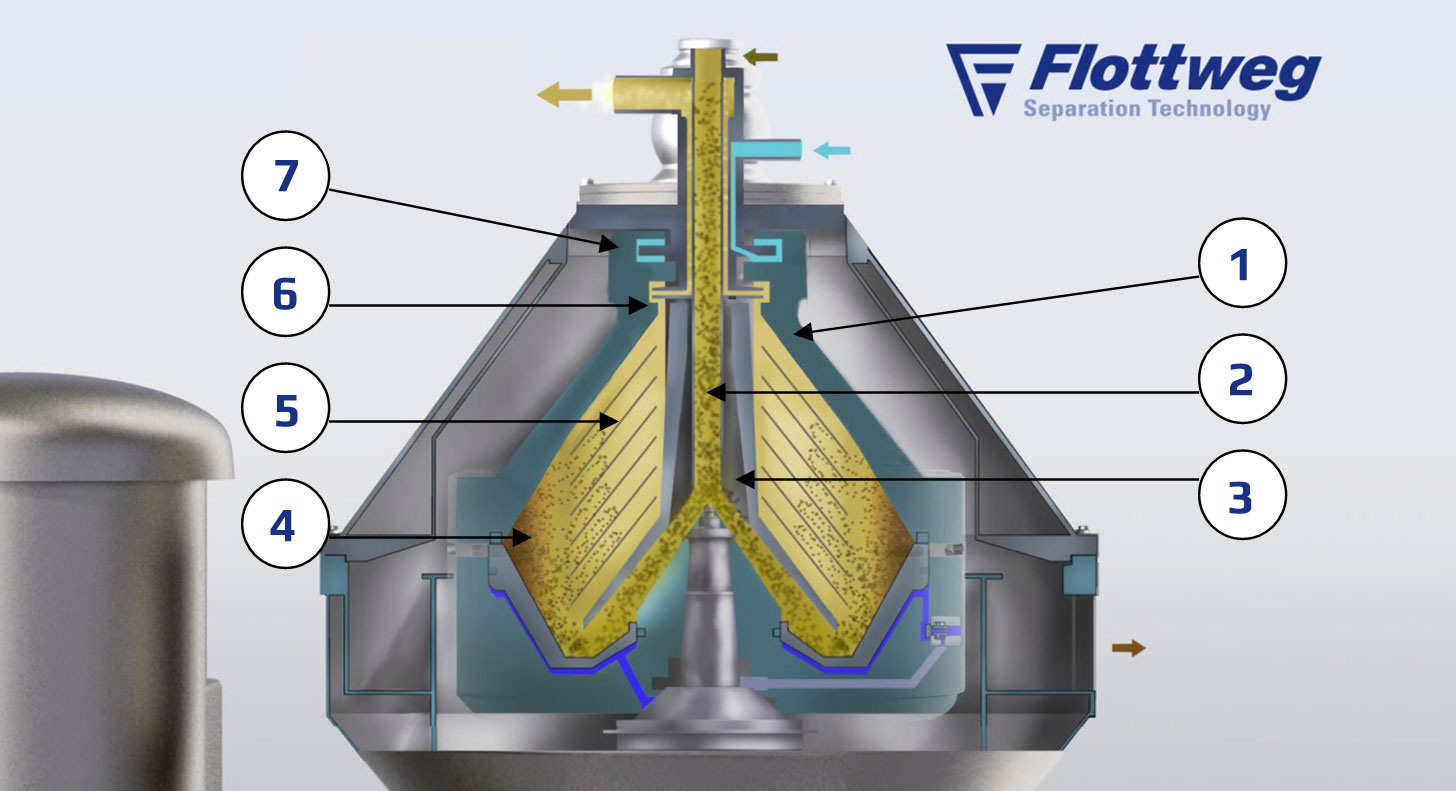
Refroidisseur de moût
Sur le refroidissement du moût, permettant de produire de l’eau chaude servant à l’empâtage et à la filtration : prévoir suffisamment de plaques d’échangeur et vérifier le dessin de celles-ci pour permettre un échange meilleur
Prévoir un dimensionnement suffisant pour réaliser le refroidissement dans un temps assez court
Le moyen de vérifier le bon ajustement de cet équipement qui est le cœur de la brasserie est de connaître le volume de la bâche à eaux chaudes à 80°C : généralement, il est insuffisant ce qui entraîne une perte d’eaux chaudes. Il faut envisager au minimum un volume correspondant à 3 fois le volume du brassin.
Buées du brassage
Les buées de l’étape d’houblonnage doivent être condensées afin de préchauffer le moût avant l’houblonnage ou pour produire des eaux chaudes complétant celles-obtenues lors du refroidissement du moût.
D’autres techniques existent mais ne sont pas appropriées aux microbrasseurs (nombre de brassins annuels trop faible pour permettre un bon investissement)

Cuve d’ébullition équipée d’un condenseur de vapeur (non pressurisé) ainsi que d’une cuve de stockage d’eau chaude (5) et d’un préchauffeur de moût avant ébullition (3) (Vollhals, 1994) ; 1- cuve collectrice de moût, 2- cuve d’ébullition, 3- échangeur préchauffeur de moût, 4- condenseur de vapeur, 5- cuve de stockage d’eau chaude
Isolation
Les équipements de la salle à brasser sont relativement lourds et avec une surface conséquente, il faut donc prévoir une bonne isolation pour réduire au maximum les déperditions surfaciques, le process étant long.
Plus les cadences baissent, et plus les consommations énergétiques « captives » (déperditions, pertes par mauvais régulation, chauffage des pièces métalliques …) deviennent importantes.
NETTOYAGES
La part du nettoyage dans les consommations thermiques est importante bien que cela soit difficile à déterminer. C’est un process à part mais absolument nécessaire à la qualité des produits.
Les récupérations énergétiques devraient permettre de profiter d’un volume d’eau chaude conséquent. Le choix d’une bonne procédure de nettoyage et de rinçage est nécessaire, utilisant à la fois la température, la durée, la concentration en produit de nettoyage, la pression de nettoyage…
Une régulation permettant de s’assurer de la bonne durée (en général 20 minutes), et d’un bon recyclage des solutions de nettoyage est à prévoir.
SOUTIRAGE EN ISOBAROMETRIQUE
La température de soutirage est fixée en fonction du taux de saturation souhaitée et de la pression. Elle est en général nettement inférieure à la température ambiante, et entraîne une consommation importante de froid nécessaire pour refroidir l’eau et le sirop.
Plus la pression est basse, plus il est possible de soutirer à température élevée, et donc d’éviter une consommation de froid. La pression est limitée par les risques de moussage, les possibilités de la soutireuse, se traduisant par une usure plus rapide de la machine.
Une fois déterminée la pression admissible, il convient de choisir la température la moins basse possible en fonction du taux de saturation, chaque boisson ayant sa propre consigne.
Or, il arrive que par simplification, une seule consigne soit fixée, nécessairement la plus basse : cette pratique entraîne donc le refroidissement à une température inutilement basse d’une partie des productions.
Autre facteur entraînant des surconsommations de froid : la maîtrise insuffisante de la saturation qui se traduit souvent par une sursaturation en CO2 des boissons, d’où nécessité de soutirer à température encore plus basse.
En outre, la sursaturation se traduit par une perte de CO2.
En résumé, les actions à mener sont :
- Détermination de la pression admissible
- Contrôle de la saturation, limitation des sursaturations
- Détermination pour chaque boisson d’une température de consigne propre
LAVAGE DES BOUTEILLES
La part des consommations d’énergie pour le lavage des bouteilles est importante pour ceux qui le pratiquent ou le pratiqueront. De plus il est consommateur d’eau (de 0,7 à 2,7 hl d’eau /hl de bière).
Les consommations d’eau, de vapeur et d’électricité dépendent directement de la conception de la machine ; il s’agit donc, au moment de l’achat de cette machine, d’inclure dans les critères de choix ces consommations qui représenteront un coût d’exploitation important.
En dehors de la conception de la machine, un certain nombre d’incidents, dysfonctionnements ou difficultés d’exploitation peuvent se traduire par des surconsommations ; il est généralement possible d’y remédier, à condition de pouvoir identifier les causes.
Seuls un minimum de comptages, ainsi qu’un suivi régulier des indications permettent de connaître la machine et de détecter toute dérive ; en l’absence de comptage, des mesures ponctuelles mettront en évidence un fonctionnement anormal, mais ne peuvent pas toujours permettre d’en déterminer l’origine.
a- comptages de base
Un compteur d’eau constitue un équipement minimum ; en effet, tout dysfonctionnement se traduira par une augmentation de la consommation d’eau.
Les relevés de ce compteur doivent se traduire par l’établissement de ratios de consommation par heure et par hl ou pour 1000 bouteilles.
Attention néanmoins à tout fonctionnement à vide de la machine qui est impérativement à proscrire.
Des enregistreurs de température, ou du moins des indicateurs de température sont utiles pour contrôler le respect des températures dans les divers bains.
b- Choix des consignes de température
La température des bains de soude est déterminée en fonction de :
- L’état de propreté des bouteilles
- La présence de stanioles et d’étiquettes à décoller et de la qualité de la colle utilisée
- Des caractéristiques de la laveuse tout en tenant compte du temps de séjour des bouteilles dans chaque bain (efficacité mécanique du mode d’injection ou du trempage)
- Des concentrations de soude dans les bains
Des températures inutilement hautes se traduisent par :
- Une augmentation des déperditions thermiques
- Souvent une augmentation de la consommation d’eau pour maintenir les bains de rinçage à une température permettant un bon refroidissement des bouteilles
- Un effilochage des étiquettes
- Une plus grande case de bouteilles par choc thermique
Par contre une température trop basse se traduira par un lavage moins efficace, risquant d’entraîner une surconsommation de soude.
L’expérience montre qu’une température de 75°C est le plus souvent suffisante : il appartient à chacun de déterminer sa propre consigne optimale en fonction de la machine, des caractéristiques de la colle, de l’état de propreté des bouteilles, et du coût de la soude. La détermination de l’optimum suppose un minimum de suivi des consommations d’énergie, mais aussi une comptabilité de la soude consommée.
Il convient de prendre toutes les dispositions pour protéger les régulateurs en armoire, afin d’éviter toutes dérives de ceux-ci.
Devant la difficulté de calorifuger les laveuses elles-mêmes, il peut être envisager de transférer les solutions de soude dans des cuves isolées pour stockage la nuit ou le week-end.
A noter une autre raison pour le transfert des solutions de soude dans une cuve : la décantation pour récupérer celle-ci et éliminer la plus grande partie des salissures. L’intérêt est alors la récupération de soude.
c- Réduction des consommations d’eau
L’injection d’eau neuve se fait dans les bacs de rinçage ; un certain volume minimum d’eau neuve est nécessaire pour annuler toutes traces de soude dans les bouteilles avant soutirage.
La consommation d’eau influe directement sur la consommation de vapeur. L’eau neuve refroidit les bains de rinçage et limite donc la récupération thermique vers le prélavage ; il faut alors plus de vapeur pour maintenir l’eau de prélavage en température ; en effet un prélavage à trop basse température se traduit par un choc thermique lors de l’arrivée des bouteilles dans les bains de soude à 75°C, et une casse importante.
Par contre certaines machines sont équipées de buses d’aspersion mobiles, qui suivent la bouteille durant son transfert dans la laveuse ; l’eau est ainsi utilisée de façon beaucoup plus efficace et la consommation peut être nettement diminuée.
Lors des nombreux arrêts de production :
- Incidents sur les convoyeurs
- Capacité de la laveuse supérieure à celle de la ligne, d’où un fonctionnement par à-coups de la laveuse
- Changements de boissons ou de format de bouteilles
Il est impératif d’équiper chaque laveuse d’une vanne automatique interdisant l’admission d’eau lors de ces arrêts
L’économie générée est telle par rapport à la faiblesse de l’investissement que cette mesure ne se discute pas.
Certains bacs peuvent en complément être équipés de vannes manuelles. Il convient de s’assurer de leur bonne fermeture.
MOYENS A METTRE EN ŒUVRE
- Noter les températures des bains
- Compter l’eau d’appoint
- Mesurer ponctuellement la température des rejets
PASTEURISATION
La part de la pasteurisation dans les consommations d’énergie de l’entreprise est très dépendante du type de production.
a- Choix des températures de consigne des bains
Il convient de ne pas fixer des consignes inutilement élevées, qui se traduisent par des consommations élevées et un traitement néfaste pour la qualité (revoir le calcul des UP (unités de pasteurisation)
b- Consommation d’eau et de vapeur
La qualité de la récupération thermique dépend en grande partie de la conception de la machine, en particulier des temps de séjour dans chaque bain.
A l’inverse des laveuses de bouteilles où l’eau est une consommation inévitable, puisqu’il faut bien un apport d’eau propre, l’appoint d’eau froide dans un pasteurisateur doit pouvoir être limité.
Une machine bien gérée doit se traduire par un appoint d’eau faible, de 0 à 1 m3/h.
Comme dans le cas des laveuses de bouteilles, le comptage d’eau est un équipement qui devrait être généralisé afin de détecter un grand nombre de dysfonctionnements :
- Régulation défaillante, vanne fuyarde
- Mauvaise orientation des buses d’aspersion
- Echanges croisés entre bains
Dans la seconde partie nous verrons les utilités et les moyens à mettre en oeuvre
Retrouvez ici le Calcul des besoins calorifiques et frigorigiques
Franck Jolibert - Ingénieur Brassicole
N'hésitez pas à contacter l'auteur pour tout conseil relatif -
Téléchargez la check liste (excel)
Sources/ref :
Opportunities and barriers for efficient energy use in a medium-sized brewery : https://doi.org/10.1016/j.applthermaleng.2012.05.006
Energy Usage, GHG Reduction, Efficiency and Load Management Manual - Brewer Association : https://www.brewersassociation.org/attachments/0001/1530/Sustainability_Energy_Manual.pdf
MAJ 2022
Etude d’une modification du processus de brassage de la bière : google.com/file/d/1s218dRW8y3v0YDZplOHDI_KBp-zieZuq/view?fbclid=IwAR0JRFHxwyLYfGgrRBHjZo0Rm0NEJPejOZk_74zi5insspNUg6ecM0BGi1k
Hausse des prix de l’énergie : les dispositifs d’aide aux entreprises : economie.gouv.fr/hausse-prix-energie-dispositifs-aide-entreprises