Un bilan généralement admis évalue les récoltes de levure dans une brasserie comme étant égales à trois ou quatre fois la quantité de levure utilisée pour la mise en levain du moût. Ce volume de levure excédentaire correspond environ à 3% du volume de bière brassée. Cette récolte va dépendre de la race de levure utilisée, des températures en garde, de la durée de cette garde, de l’état de surface de la cuverie, mais surtout des moyens mis en œuvre pour effectuer la récolte. La récolte de levure dans une brasserie en vue de leur valorisation est essentiellement constituée par les levures provenant des cuves de fermentation principale et de celles provenant des cuves de garde. Il est bien évident que toutes les levures ne sont pas récoltées, ne serait-ce que celles éliminées par le lavage de la cuverie et celles retenues par filtration avant conditionnement et qui sont également éliminées par lavage.
La levure peut représenter 12 % (et plus) de la pollution totale d’une brasserie, tant pour les matières oxydables (MO) que pour les matières en suspension (MS). 100 ou 200 grammes de DBO5 (demande biochimique en oxygène) sont apportés par un litre de levure liquide suivant sa teneur matière sèche. Il est à noter que la vente de ces levures à des organismes, qui les valorisent soit directement soit après séchage, ne couvre pas les frais de récupération, mais le kg de levure non récupérée coûte encore plus cher.
Remarque préliminaire : dans ce qui suit, il sera évoqué une pratique d’utilisation de Kraüsen dans la bière en cours de fabrication ou une foi lle produit terminé. Rappelons que les Kraüsens désignent les hautes mousses frisées qui apparaissent sur la surface de la bière en fermentation au bout d’une cinquantaine d’heures. Cela correspond a la période pendant laquelle la levure se multiplie et que certains auteurs nomment la phase "ATPasique" très énergétique. Le rajout d’un Pourcentage de Krausen dans une bière non-conforme permettra souvent de rétablir un état de qualité acceptable et notamment de remettre la bière en milieu réducteur.
On distinguera la pratique des Kraûsens précoces ou tardifs
- Les kraûsens précoces consistent en un ajour de quelques 10 % dans une bière au traversage complètement atténuée pour lui, permettre d’effectuer sa fermentation secondaire. Qui durera un certain temps
- Les Krausens tardifs sont apportés dans une bière finie pour parfaire un manque de carbonatation, un défaut organoleptique ou lors de l’introduction dans une bière des récupération des mélanges d’eau et de bière obtenus lors du transfert de la bière vers les différents secteurs d’utilisation précédés d’une « pousse à l’eau » ( Vorlauf – Nachlauf ). Ces apports tardifs sont pratiqués a des doses de 3% environ.
Récupération de levure
La récupération de levure se déroule en trois étapes :
- la réduction de la concentration de levure dans la bière,
- la conservation d'une partie de la levure pour le réensemencement,
- et enfin la récupération de la bière entraînée dans la levure séparée.
Il est important de maintenir la pureté de la souche de levure et de prévenir les contaminations pendant la culture. Les conditions dans les fermenteurs peuvent être stressantes pour la levure, il est donc important de retirer la levure dès que possible dès la fin de la fermentation pour éviter l'autolyse cellulaire. La levure pour le réensemencement doit être exempte de contaminants solides autant que possible pour minimiser les erreurs de contrôle du taux d'ensemencement lors de la prochaine fermentation.
Les systèmes de culture de surface sont utilisés dans les cuves de fermentation traditionnelles avec des souches de levure spécifiques. Ces systèmes comprennent l'écrémage manuel du chapeau de levure à l'aide d'un drain ou d'une pompe aspirante. Le moment de l'enlèvement de la récolte dépend du type de fermentation et des propriétés de la levure, et cela dépend de l'observation visuelle et de l'expérience du brasseur. La sélection de la levure appropriée et la conception et le fonctionnement des cuves de fermentation aident à séparer la levure de la matière en suspension. .( je ne comprends pas ce que cela veut dire) Après avoir été retirée du fermenteur, la levure récoltée est souvent tamisée sur un tamis vibrant pour éliminer des particules solides parasites venant principalement des « amers » de surface produits au cours de la fermentation ; puis la levure est collectée dans un réservoir fermé ou dans un bac à levure traditionnel que l’on peut faire pivoter sur un axe et le vider par basculement dans des réservoirs intermédiaires lors de l’ensemencement au seau d’un brassin . La levure à utiliser pour le réensemencement peut être stockée sous cette forme sans autre traitement, la bière toujours présente dans le bac a levure peut être séparée de la levure en la pompant là travers un échangeur à plaques. Le filtrat peut être repompé dans le récipient de fermentation d'où il provient, ou collecté dans des réservoirs de bière récupérés séparés pour être mélangé à un stade ultérieur dans des proportions jugées appropriées par le brasseur dans d’autres bières finies ou en cours de fermentation.
Dans les systèmes de culture de fond, la bière est retirée en premier à la fin de la fermentation primaire, laissant un sédiment de levure à la base de la cuve. Ce sédiment est ensuite enlevé manuellement. Dans des cuves de fermentation fermées à fonds plat, il est nécessaire d'évaluer le moment optimal pour décider du traversage puis l'évacuation de la levure à partir du suivi de la densité de la bière au cours de la progression de la fermentation. Habituellement, la fermentation est jugée terminée lorsque le moût est complètement atténué et que la période de maintien a la température de fermentation est terminée, mais avant refroidissement. Le contenu du récipient est ensuite refroidi pour encourager la majeure partie de la levure en suspension restante à se déposer dans le fond de la cuve. Bien que le refroidissement favorise la sédimentation de la levure, une grande partie de la récolte se forme pendant la période la fermentation active à température définie, surtout si la levure est floculante. Il est donc recommandé de prélever une culture le plus tôt possible après l'obtention de l'atténuation voulue. Des études ont montré que la viabilité de la levure précoce c’est a dire celle qui aura sédimentée avant que la limite ne soit atteinte elle est toujours supérieure à celle obtenue après que l’atténuation limite ai été atteinte et le contenu de la cuve refroidi. Ainsi on pourra distinguer deux types de récoltes de levure La première « récolte chaude » de levure 24 heures après l'atteinte de la gravité d'atténuation (levure floculante, la plus performante), suivie d'une deuxième récolte conventionnelle prise lorsque le refroidissement a été effectué (levure poussiéreuse).
Il est évident qu’une brasserie équipée en tanks cylindro-conique, assurant garde et fermentation dans le même tank aura une plus grande facilité à récolter sa levure qu’une autre équipée de cuves rectangulaires à fond plat en fermentation et de cuves cylindriques horizontales séparées en garde. Dans ce dernier cas la récolte sera d’autant plus difficile que les cuves sont grandes (500hl et plus), car il faudra tirer la levure vers l’orifice d’évacuation de la cuve a l’aide de racleur manipulés par un opérateur.

Utilisations en l’état des levures récupérées
Les utilisations de ces levures récoltées sont limitées. La majeure partie est envoyée dans des usines de déshydratation et les levures séchées sont ensuite revendues à des fabricants d’aliments du bétail ou bien valorisée dans la fabrication d’aliments diététiques si auparavant elles ont été désamérisées. Pour une faible part, la levure est utilisée directement dans l’état ou la livre la brasserie en alimentation animale et principalement pour l’engraissement des porcs. Mais dans les autres cas, pour que soit utilisés au maximum les produits alimentaires que la levure contient, il faudra la tuer. Divers moyens sont envisageables :
- La thermolyse : chauffage à 50 - 80°C
- L’autolyse : Chauffage à 25 - 30°C (il y a alors un risque de formation de H2S et de mercaptans)
- La plasmolyse en mélangeant la levure à du NaCl à 10%
- La cytolyse.
Après l’un de ces traitements la levure récupérée peut être ajoutée directement aux drêches aprés brassage, soit à l’état brut, soit après séchage.
SECHAGE DES LEVURES / Séchoir à levure :
Les levures traitées comme évoquées précédemment c'est-à dire thermalisées et autolysées sont envoyées sur un tambour rotatif à l’intérieur circuler de la vapeur, un film de levure est formé à la surface du cylindre tournant et la levure sèche récupérée par raclage.

Récupération des levures en vue de leur utilisation comme combustible
Pouvoir calorifique des levures récupérées
La levure résiduelle rejetée par une brasserie représente 3 fois la quantité ensemencée par hl
Cela a raison de 500 g de levure pâteuse par hl, il y aura une production de 1,500 kg de levure pâteuse par hl de bière produite. La levure pâteuse a une teneur en matières sèche de 20,1% avec suivant certains auteurs que l’on peut prendre comme référence ; une teneur en différents constituants alimentaire et une valeur énergétique correspondante
Pour teneur globale de 100 g de produit sec en kilocalories :
Protéines : 40% pour une valeur de 3,68 cal/g Soit 40 x 3,68 = 147,2 cal
Graisses : 1,6% pour une valeur de 8,65 cal /g Soit 1,6x 8,65 = 13,52 cal
Sucres : 52% pour une valeur de 3,88 cal/g Soit 52x 3.88 = 201,76 cal
Soit un total de 362,48 / cal/100 g de matières sèche soit encore 3624,8 mth/ kg de matière sèche
La bière qui entoure la levure pressée aura une valeur énergétique due à l’alcool, soit par litre et par degré d’alcool, sachant que l’alcool procurant 6, 050 cal/g ou 5, 0 cal/cc, une bière a 5 ° d’alcool contiendra 40,5 g d’alcool par litre.
Si on part d’une levure à 12% de Ms soit 88% de bière d’imbibition, le bilan thermique sera le suivant :
Les 12% en poids de Ms de la levure représentent 3624,8 x 0, 12 = 434,976 mth
Les 880 cc de bière résiduelle à 40,5 g d’alcool /l représentent 40,5x 0.88x6.05 = 215,622mth
Les mth nécessaires a la vaporisation de 840 cc d’eau résiduelle représentent 650x 0.84 = 546 mth.
Le bilan s’établit à 104 mth disponible par litre de levure récupérée et reste positif si l’on décide de bruler la levure résiduelle dans un générateur de vapeur. Ce bilan sera bien évidemment largement plus positif si on récupère la levure a une teneur en matière sèche de 20% ou a la limite du pompage 40 %, le bilan s’établit alors a 1450 + 147 – 364 = 1233 mth par litre de levure a 40% de Ms, cela représente environ 10 % du pouvoir calorifique d’un fuel lourd situé à 10500 mth sur PCS. Il sera encore plus positif si on incorpore le trouble du moût issu du Whirlpool et les poussière récupérées des filtres.
On remarquera que l’addition d’eau jusqu'à 6% dans du fuel ne nuit pas à son pouvoir calorifique, la vapeur produite lors de la combustion permettant de mieux diviser et traiter les imbrulés solides et d’améliorer ainsi le rendement. L’additions de produits résiduels au fuel juste avant son entrée dans le bruleur peut se faire moyennant une dilution éventuelle dans du fuel léger en cas de difficultés de pompage ou en direct dans le cas le plus favorable via un mélangeur statique qui assurera le mélange avant la combustion en chaudière. L’idéal a ce moment sera d’utiliser un bruleur à coupelle rotative
L’introduction de levure dans un combustible gazeux ne devrait pas poser de problèmes particuliers.

Récupération et utilisation des bières présentes dans les levures récoltées
Aujourd’hui des techniques de séparation pointues (filtration tangentielle, Centrifugation) permettent de récupérer dans la brasserie elle-même les bières d’imbibition des levures récoltées (bières de levures), Ces bières de levures dont la composition est sensiblement différente de la bière d’origine, après traitement (Filtration, Kräusen, pasteurisation ....) sont introduites par coupage dans certaines qualité de bière (bières légères et bières pauvre en alcool ) ou elles viennent compenser le manque d’arômes caractéristique des bières de faible densité en leur apportant un arôme de levure qu’elles n’ont pas pu obtenir du fait du faible temps de contact dans le temps de la bière pendant sa fermentation avec la levure. .
Les levures récupérées après traitement séparatif peuvent avoisiner les 25 - 28% de MS et sont à la limite du pompable.
Bière de Levure
Le terme bière de levure est réservé aux bières obtenues par récupération du produit imbibant les levures récoltées des fonds de tank de fermentation ou de garde. Cette bière est plus alcaline que celle dont elle est issue (PH 6), elle est également plus riche en polyphénols. Elle peut être récupérée de la levure récoltée par différents procédés allant du simple pressage à la filtration tangentielle ou à la centrifugation. Par principe la bière de levure présente les aspects qualitatifs négatifs suivants, selon Wackerbauer de la VLB :
En plus du pH plus élevé, on constate une teneur élevée en acides gras, en esters, en DMS, ainsi qu’un arôme désagréable de levure. Ces effets négatifs s’accentuent par le temps de séjour et la température de maintien en bac de stockage de la levure excédentaire ainsi que de son état physiologique. C’est pourquoi la récupération de bières de levure demande de bien maitriser le processus de traitement avant son introduction en fabrication. Cette bière sera ajoutée en petite quantités (10 - 15 %) aux bières classiques après traitement préalable (Kräusen et pasteurisation). Elle présente un intérêt pour entrer dans la composition des bières pauvres en alcool, qu’elle renforce en aromes de levures et en moelleux.
Bière de Levure - Le procédé Westfalia
Le principe consiste à enrichir progressivement un tank d’eau en bière extraite de levures récupérées de fond de cuve de fermentation ou de garde jusqu'à ce qu’une densité primitive de 7 à 8 plato soit atteinte Le procédé présente l’avantage de ménager la levure quand a lieu l’extraction de la bière , le contact eau – bière - levure est très rapide avant que le mélange passe en centrifugation, garantissant que pratiquement aucun composant de la levure ne pourra être entraîner avec la bière et en détériorer le goût.
La première utilisation de cette bière sera de pratiquer des coupages avec une bière normale à raison d’environ 10% et en fonction des densités primitives souhaitées au final.
Cette bière pourra être utilisée également pour fabriquer des bières légères toujours par apports de faible quantité pour compenser dans celles-ci un caractère du au contact avec la levure qui manque aux bières de faible densité et éventuellement intervenir dans la fabrication des bières à très faibles teneurs en alcool pour la même raison. Une installation industrielle sur ce principe est en fonctionnement à la brasserie Bavaria en Hollande qui a produit pour une fabrication de 1,8 millions d’hl, 100 000 hl de bière de levure.
Les schémas produits ci après sont inspirés du principe installé à la Bavaria, avec les caractéristiques techniques des éléments de matériel employé et les séparateurs centrifuges fournis par Westfalia.
Bière de Levure - Les Solutions Flottweg
Centrifugeuses - Séparateurs
La première façon de récupérer la bière dans les levures consiste à centrifuger, c'est à dire séparer la bière avant que les levures ne se déposent complètement en fond de fermenteur. En effet, la centrifugeuse à assiettes permet d’atteindre des matières sèches supérieures à 20% alors que les levures soutirées sont généralement entre 10 – 12%.
Pour cela le brasseur peut centrifuger la bière au traversage depuis la cuve de fermentation vers la cuve de garde. Pour les brasseurs brassant en uni tank, ils peuvent raccourcir leur temps de garde et centrifuger leur bière trouble. Cette opération apporte, du rendement, de la rotation sur les fermenteurs et permet de stabiliser la bière avant le conditionnement.
Ici, la centrifugeuse Flottweg répond principalement aux brasseries artisanales qui ne souhaitent pas dédier un outil à la récupération de bière mais plutôt lui donner de la polyvalence.

Centrifugeuse à Assiette Flottweg
Pour les brasseries de taille supérieure, la centrifugeuse ne peut plus forcément assurer cette polyvalence. Elle sera donc destinée à la clarification de bière. Deux équipements seront alors proposés pour déshydrater les levures, séparer et récupérer la bière. Après sa sédimentation, la levure excédentaire est transférée dans une cuve tampon. Il est préférable de conserver la levure à 4°C pour assurer sa stabilité. Les levures sont ensuite pompées vers :
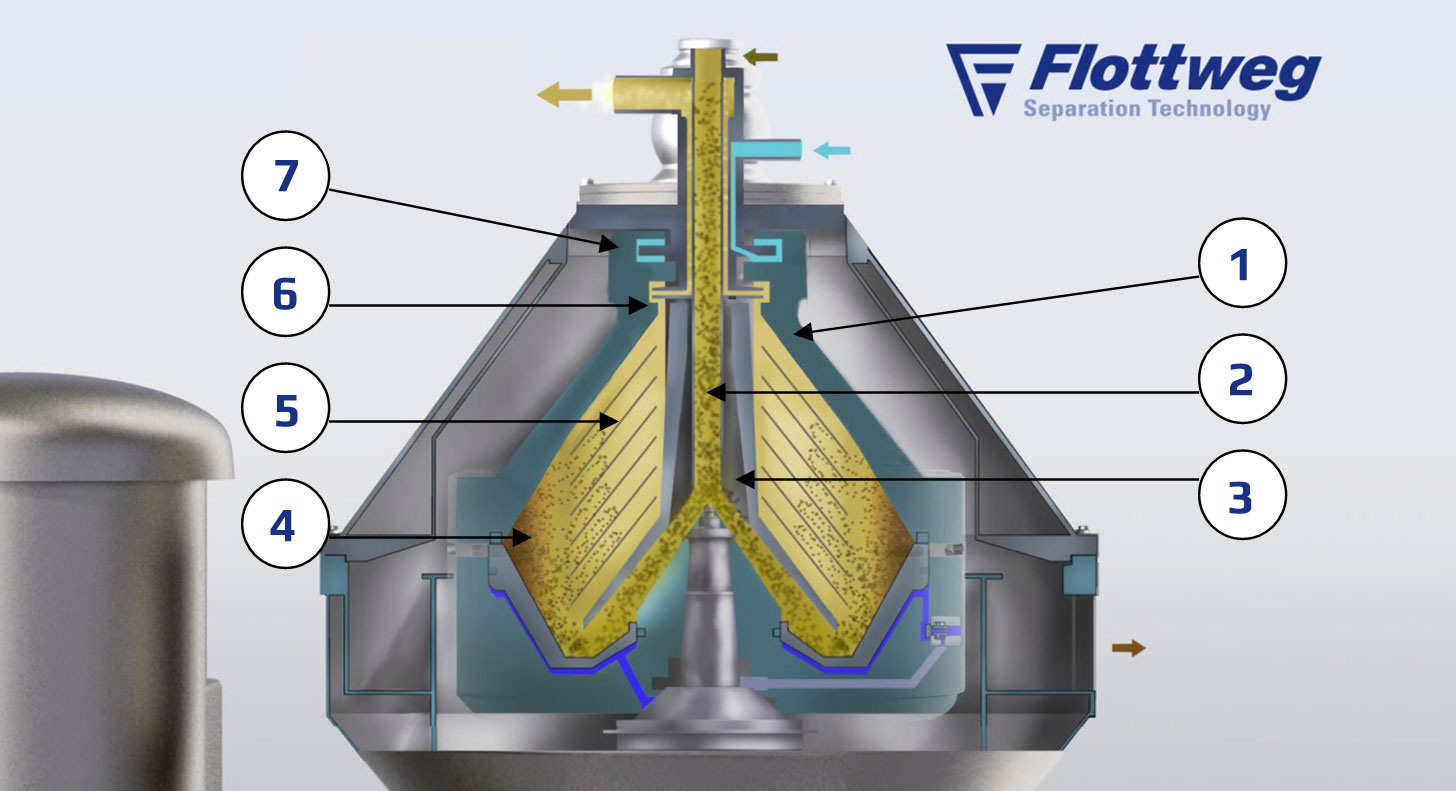
Sedicanter® : récuperation de la bière à partir des levures excedentaires

Sedicanter Flottweg : récuperation de la bière à partir des levures excedentaires
Le Sedicanter® qui permet de déshydrater les levures de 10 - 12% de matière sèche jusqu’à 25 – 28% MS et ainsi de récupérer jusqu’à 65% de bière. Le Sedicanter® permet de traiter les levures sans dilution préalable.
Comme précisé au-dessus, la bière peut présenter des caractéristiques organoleptiques différentes, c’est pourquoi Flottweg recommande de renvoyer cette bière sur la cuve de fermentation. Avec un dosage de 3 – 5% (max 8%) l’impact organoleptique est quasi nul. En amont, une flash pasteurisation permet de stabiliser la bière et de garantir sa qualité microbiologique.
Le Sedicanter® est exclusivement destiné aux brasseries industrielles par son intégration complexe dans le procédé et dans la boucle de NEP.
Décanteur - récupération du moût de la bière à partir du trouble à chaud

Décanteur Flottweg : récupération du moût de la bière à partir du trouble à chaud
Les brasseurs utilisent de plus en plus de houblons sur le block froid. Les pertes au soutirage sont alors supplémentaires et peuvent d’atteindre 5 - 15% du volume du fermenteur. Les résidu Le décanteur centrifuge Flottweg permet alors de déshydrater les résidus de houblons et les levures. Le décanteur peut être intégré en recirculation sur la cuve ou en ligne vers le BBT. Après le soutirage du cône de solide, la bière est clarifiée par la centrifugeuse à assiettes vers le BBT.

Bière récupérée à partir du moût avec un Sedicanter Flottweg
Le décanteur s’adresse aux brasseurs addicts de houblons. Son intérêt dépend du taux et de la quantité de bière houblonnée à cru. Des brasseries de quelques dizaines de millier d’hectolitre peuvent s’intéresser à son utilisation. Les équipements vous garantissent une intégration dans le procédé sans prise d’oxygène supérieure à 20 ppb le tout piloté par un automate
Que ce soit dans le domaine alimentaire ou calorifique, la levure de récupération a donc une importance capitale pour les brasseries.
Pierre Millet, Benoit Bigot et Vincent Ferrari
Consulter le catalogue des Centrifugeuses et Séparateurs Flottweg