
- Détails
- Catégorie : Zythologie
Utilisé depuis le XIXe siècle comme adjuvant par de grandes brasseries américaines, puis asiatiques, le riz révèle ses dernières années d’autres atouts dans la bière, au point d’être considéré aux Etats-Unis comme « typique » ou « recommandé » dans plusieurs styles de bières.
D’une part, le riz permet de brasser des bières plus légères, tout en dévoilant de nouvelles palettes de flaveurs. Il permet également de produire des bières sans gluten. Pour autant, la maîtrise de ses paramètres de brassage doit être correctement appréhendée : des études scientifiques récentes permettent de mieux optimiser l’utilisation du riz dans la bière. Nous avons également interrogé deux brasseries de Camargue, spécialisées dans ce type de brassins.
Origine et production - Utilisation dans la bière et autres boissons - Variétés pour le brassage - Maltage - Brassage des Bières au Riz
Riz : origine et production
Avec plus de 120 000 variétés recensées dont 2000 sont aujourd’hui cultivées, le riz est peut-être la première céréale domestiquée et cultivée par l’Humanité. Des preuves de collectes de riz sauvage remontant à 13 000 ans avant notre ère ont été retrouvées en Chine, ainsi que des traces de culture de 9000 ans (av. n. è.) dans le bassin de la rivière Yangtsé et de la rivière des Perles, avant de se répandre en Asie vers 7000 (av. n. è.) jusqu’en Inde. Le riz a également été domestiqué en Afrique, indépendamment de l’Asie, dans le delta du fleuve Niger 1500 ans avant notre ère. En effet, des espèces de riz sauvages de la tribu des Oryzae se retrouvent dans de nombreuses régions du monde jusqu’en Amérique du Nord : les genres Oryza et Zizania !
Le riz atteint l’Europe une première fois durant l’antiquité avec le retour des soldats d’Alexandre Le Grand qui tentèrent sa culture en Egypte, et commercialisé en Grèce puis à Rome. Sa culture semble abandonnée, voire marginale jusqu’au IXème siècle où les Arabes le répandent dans leurs conquêtes en Afrique jusqu’en Espagne, en passant par la Sicile. Les Italiens développent sa culture à partir du XIVème siècle (1390) dans les plaines marécageuses de la péninsule, notamment celle du Pô.

En France, l’utilisation du riz dans la cuisine est attestée dès 1393 dans le l’ouvrage le « Ménagier de Paris ». Des tentatives de cultures sont réalisées au XVIIème siècle, puis de nouveau entre 1840 et 1939, où les rizières servaient à absorber les grandes crues du Rhône, à dessaler les terres pour planter des vignes et à nourrir les cochons. Durant la seconde guerre mondiale, le gouvernement de Vichy redéveloppe sa culture « alimentaire » en Camargue en faisant venir des travailleurs indochinois (surtout Vietnamiens) « de gré ou de force » pour soutenir l’effort de guerre. C’est grâce à ces travailleurs venus d’Indochine (mais aussi d’Italie et d’Espagne) que la riziculture se pérennisera en France, et passera de 400 hectares en 1944 à 32 000 en 1950. En 2019, ce sont environ 15 000 hectares qui sont cultivés par 230 riziculteurs avec une production de 110 000 tonnes.
Au niveau mondial, la production de riz en 2022 a atteint 512,8 millions de tonnes (en équivalent riz usiné) produites par pas moins de 120 millions de cultivateurs, à 90% en Asie. C’est ainsi la seconde céréale la plus cultivée au monde et l’aliment de base de 4 milliards de personnes.
Utilisation du Riz dans la bière et autres boissons
La domestication des plantes étant concomitante à la production de boissons fermentées et alcoolisées (paradoxe de l’œuf ou de la poule), l'une des plus anciennes boissons fermentées connues provient ainsi de la Chine centrale vers -7000 avant notre ère. Elle se composait de riz et de miel. Plus d’une trentaine d’alcool, issues pour la plupart de la fermentation de riz, mais aussi par distillation et macération, sont connues en Asie. Les Anglais ont tendance à les appeler « rice wine », mais ils sont en réalité beaucoup plus proches de la bière, tant dans leurs ingrédients à base de céréales, que dans leurs processus de productions. Les plus connus étant le Saké au Japon, les Huangjiu et le Mijiu en Chine ou bien le Makgeolli en Corée.

L’Inde compte également une dizaine de variétés de bière de riz traditionnelles, notamment dans les régions du Nord Est dont on retrouve des traces écrites depuis l’époque védique (vers -1000). Ces bières traditionnelles font parties intégrantes des fêtes et des célébrations, notamment dans celle du Bihu dans l’Etat de l’Assam, festival en trois étapes annuelles qui célèbre le changement de saison et les trois cycles de récolte. Le brassage et la consommation de la bière de riz permet de forger un lien entre la nature et l'humanité, qui se retrouve dans les idiomes, le folklore, les chansons et les différents styles de danse.

Bière de riz traditionelle en Inde
L’introduction de riz dans les bières modernes apparait en 1876 aux Etats-Unis avec la création par deux brasseurs allemands, Adolphus Busch et Carl Conrad, (rejoints par la suite par Eberhard Anheuser), d’une bière inspirée des styles de Bohême, devenue mondialement célèbre, la Budweiser, et de l’un des plus grands groupes de bière au monde, Anheuser-Busch, devenu en 2008 AB Inbev.
Utilisé comme adjuvant dans le brassage, le riz permettait de clarifier la bière, qui était trouble à cause des protéines de l'orge américaine à 6 rangs utilisée à cette époque, mais aussi pour la rendre plus légère pour correspondre au goût américain. Ainsi à son l’origine, la Budweiser contenait 23,5% de riz et possédait une amertume de 18 IBU, dans les années 70 le pourcentage de riz est passé à 30% avec un IBU d’environ 9.

Brasserie Anheuser Busch à Saint Louis - début XXème
Si une légende veut que le riz soit utilisé pour baisser les coûts de production, ce ne serait pas le cas sachant que le prix du riz dépasse parfois celui de l'orge.
Les bières asiatiques ne sont pas en reste et contiennent également du riz parmi leurs ingrédients pour correspondre à la palette de saveurs des consommateurs qui apprécient des bières plus douces, un peu plus sèches et moins amères.
Ce sont les brasseries Japonaises, Kirin et Saporo, qui ont introduit du riz dans la bière au début du XXe siècle, confrontées à des difficultés d’approvisionnement en matières premières (orges et houblons) provenant d’Europe. En Chine, la bière Tsingtao (ou Qingdao) créée en 1903 dans la colonie allemande éponyme, a introduit le riz dans sa recette lors de sa prise de contrôle par les Japonais en 1916. C’est aujourd’hui la seconde bière la plus vendue au monde en volume derrière la Snow, une autre bière chinoise créée en 1996.
La disponibilité et la diversité variétale de la matière première inspire aujourd’hui les brasseurs artisanaux en Asie, en particulier au Japon, qui expérimentent notamment avec les riz et le ferment à Saké, le Kōji, pour essayer d’apporter des flaveurs umami.



Des brasseurs artisanaux du monde entier s’y intéressent également pour produire des styles variés, de nombreuses lagers mais aussi des ales.
Aux Etats-Unis, depuis l’édition 2018 du Guide des Styles de Bières de la Brewer Association, le riz est spécifiquement noté comme un ingrédient « typique » ou « recommandé » dans sept styles : lager et lager légère de style américain, lager légère ambrée de style américain, pilsener de style américain, pilsener de style américain contemporain, pilsener de style international et lager légère de style australasien, latino-américain ou tropical. Le riz sauvage est également mentionné comme un ingrédient potentiel dans la catégorie des "bières de spécialité". Certains concours de bières internationaux possèdent une catégorie « Bière de riz » où s’illustrent régulièrement des brasseries japonaises mais aussi américaines et européennes.



En France, deux brasseries précurseures : la Brasserie Artisanale de Beaucaire crée une bière au riz de Camargue en 2009, puis la Bière des Gardians qui, à l’initiative de riziculteurs locaux, fait créer par la Brasserie du Sud en 2011 la 1ère gamme de bière à base de riz IGP de Camargue, avec des riz rouges, blancs et noirs.



Variétés de riz pour le brassage et propriétés
Les variétés de riz se répartissent en trois grands groupes de cultivars selon leurs formes.
- les formes à grain court "japonica" ou "sinica" ont la plus forte teneur en amidon, le rendant plus collant à la cuisson. Sa température de gélatinisation est d'environ 65-68°C. Ce sont les variétés préférées pour le brassage. Les riz ronds blancs de Camargue sont de cette variété. Aux Etats-Unis, les variétés Pearl, Mochi, Somi et Cahose sont optimum. En Italie, une étude a démontré que seules les variétés à grain court Centauro et Balilla ont été capables de saccharifier.
- les formes à grain long "indica", plus léger et non collant, ont tendance à rester séparés à la cuisson. Les riz rouges et noirs de Camargue appartiennent à ce type. Sa température de gélatinisation est d'environ 71-74°C et est très visqueux avant la liquéfaction.
- les formes à grain large ou moyen "javanica", que l’on retrouve plutôt dans les régions tropicales et dont les propriétés oscillent entre celles des grains courts et des grains moyens.

Riz Noir, Blanc et Rouge de Camargue
Leurs propriétés chimiques varient considérablement. En moyenne, la matière sèche se compose à 70 % d'amidon, 5 à 8 % de protéines, 0,2 à 2,2 % d'huile et de petites quantités de substances inorganiques. Cette forte teneur en amidon, supérieure à l’orge et au blé, en font un ingrédient intéressant pour le brassage, même si la structure de l’amidon du riz, plus granuleuse (les plus petits grains d’amidon produits par les plantes), donne de faible rendement en terme d’extrait de bière.
La quantité moyenne de protéines dans le riz (6-9%) est inférieure à celle de l'orge (environ 11,5%) et du malt d'orge (environ 10,5%). Fournissant moins d’azote aminé libre (FAN), nécessaire à la levure, que le malt, l’ajout de ce dernier dans le brassage est souvent important pour équilibrer cette différence.
La teneur en lipide du riz, d’environ 2,2%, est plus importante que celle de l'orge à 1,8%. Cette teneur élevée peut entrainer une augmentation de la croissance des levures et une réduction de la formation d'esters pendant la fermentation, une réduction de la stabilité de la mousse, un problème de saveur et des difficultés de gélatinisation. Idéalement, le riz de brasserie devrait en contenir moins de 1,5%, ce qui peut être obtenu par le polissage du riz pour supprimer ses couches externes et atteindre le cœur du grain contenant seulement l’amidon, et par des lavages répétés comme pour le saké. Cependant, les couches supérieures du riz contiennent aussi des métabolites dérivés des graisses, contenant certains arômes.
Les températures de gélatinisation du riz sont donc assez larges en fonction des variétés, de 65 à 85°C, mais restent plus élevées que celles du malt d’orge, de 64 à 67°C. Ainsi, il est difficile de mélanger les 2 céréales dans le brassage. Il est donc préférable de gélatiniser ou de précuire le riz avant le brassage. A noter que le riz se liquéfie d'autant plus facilement que la mouture est fine, des particules de moins de 2 mm sont recommandées.
Maltage du Riz
Le processus de maltage couramment utilisé pour l'orge ne convient pas au riz, car ces céréales sont différentes, physiquement et chimiquement. Le malt de riz possède un pouvoir diastatique plus faible, mais il contient d'autres enzymes amylolytiques qui peuvent agir en synergie avec les α- et β-amylases.
Des études sur l'optimisation du processus de maltage du riz apporte un meilleur éclairage mais dépend encore une fois des variétés. Pour les riz blancs le processus de maltage dure généralement entre 4-8 jours et se fait à une température de 20°C ou 30°C. Pour les variétés de riz noir, une température de 30°C pendant 8 jours est recommandée, obtenant un taux d'extrait de 60% et une bonne activité enzymatique. Les températures de germination plus basses permettraient d’augmenter le taux d'extrait qui est généralement de 70% pour le malt de riz.
La couleur des malts de riz est d'environ 2 unités EBC soit encore plus clair que le malt pilsner dont l’EBC est compris entre 2,5 et 4,5 unités.

Attributs de qualité d'un malt de riz - source : The Use of Rice in Brewing
Néanmoins, peu de malteries travaillent le riz, certaines difficultés se présentant comme le dégermage, mais aussi compte tenu d’une faible demande. Il est donc très difficile à l’heure actuelle d’en trouver.
Brassage des Bières au Riz
Actuellement, les brasseurs peuvent obtenir du riz sous 4 formes : en grains que l’on appelle riz paddy lorsqu’il est non décortiqué (utilisé par les deux brasseries camarguaises citées plus haut), en grits (le broyage des restes de grain), en flocon, en sirop (provenant d’une cuisson par extrusion) et en farine. En effet, le riz destiné à la brasserie est souvent un sous-produit de l'industrie de la mouture du riz comestible, appellé « brisures de riz ». On a même vu en 2019, la marque Kellog’s s’associer à une brasserie en Angleterre pour produire des bières à partir des rejets de ses Rice Krispies (et des Choco Pops).
Le riz est souvent utilisé entier, en grains crus. Idéalement, il doit être moulu finement et contenir moins de 1,5 % de lipides pour faciliter sa gélatinisation. Un excès de lipides nuit à la stabilité de la mousse et peut entrainer des problèmes de flaveurs, comme par exemple des aldéhydes. Le riz fournit peu d'azote aminé libre, et cette carence doit être équilibrée par des malts FAN diastatiques.
Les bières lagers japonaises sont composées en moyenne de 40% de riz. La Brasserie de Beaucaire utilise par exemple 40% de riz de Camargue Bio et 60% de malt d'orge et de froment locaux s’inscrivant dans une vraie logique de terroir. Les Bières des Gardians utilisent quant à elles 5 à 7 malts différents.
Un programme d'empâtage standardisé propose les conditions suivantes : 30 min à 45°C, 30 min à 64°C et 30 min à 74°C. L'augmentation de température finale permet une gélatinisation complète.
La brasserie Canavere en Camargue qui produit une bière sans gluten, explique par exemple sur son site qu’un mélange d’orge malté et de riz est porté entre 64 et 72°C durant 1h30. Il est ensuite filtré puis porté à ébullition lors du houblonnage pendant de nouveau 1h30. Après une fermentation primaire d’environ 7 jours, la bière est gardée au froid à 1° pendant environ 15 jours permettant d’affiner le goût. Elle est ensuite dé-glutenisée avant l’embouteillage.
Si la Brasserie de Beaucaire brassant avec des grains crus n’a pas de soucis de filtration particulier, sous certaines autres formes le moût peut devenir très compact, rendant cette étape difficile. L’ajout de « balles de riz », c’est-à-dire les écorces de riz stérilisées, à hauteur de 5% environ, permet une nette amélioration. Une autre solution étant également l’utilisation de centrifugeuses.
L'utilisation de riz malté en brasserie étant peu fréquent compte tenu de sa rareté, différentes solutions alternatives ont été développées :
- utiliser des flocons de riz qui présentent l'avantage d'être pré-gélatinisés.
- utiliser de préférence un cuiseur d'appoint dans lequel la mouture de riz est gélatinisée sous pression (c'est-à-dire à une température supérieure à 100°C).
- mélanger la mouture de riz avec 10-20% de malt puis la maintenir à 78°C afin que la quasi-totalité de l'amidon soit gélatinisée et liquéfiée.
- certaines variétés de riz ne se gélatinisent pas en dessous de 80°C. Le moût de riz doit donc être chauffé à 85-90°C pour être gélatiniser à cette température, puis être refroidi à 70-75°C en y ajoutant du malt afin d'être saccharifié en un temps plus court.
- une chauffe lente du moût de riz avec 10-20% de malt à plus de 80°C pour liquéfier l'amidon gélatinisant grâce aux α-amylases encore active du malt.
- ajouter de l'α-amylase bactérienne commerciale, résistante à la chaleur, qui est encore active à des températures supérieures à 80°C et qui liquéfie par conséquent le moût de riz.
- une technique de « double brassage » développé en Amérique du Nord : d’un côté le moût d'appoint contenant une petite proportion de malt riche en enzymes, ou d'amylase bactérienne, est broyée, avec différentes étapes de température et portée à 85±100°C jusqu'à ce que l'amidon soit gélatinisé ; de l’autre un brassin de malt brassé à 35°C. Les deux sont ensuite mélangés.
D’autres expérimentations ont été effectuées :
- procédure de décoction à trois moûts pour obtenir une bière entièrement à base de malt de riz : le malt de riz broyé et l'eau sont mélangés et broyés à 50°C pendant 30 minutes. Le moût est ensuite décanté et le surnageant, riche en enzymes, est séparé. La partie inférieure de la maish est chauffée à 88°C pour gélatiniser complètement l'amidon, puis recueillie avec le surnageant qui atteint ainsi 62°C. Deux autres étapes de décoction sont ensuite réalisées en augmentant la température du moût à 67°C et 70°C. Enfin, la température du moût est portée à 74°C.
- procédure de décoction à un seul moût peut être utilisée pour obtenir une bière entièrement à base de malt de riz : le malt de riz et l'eau sont mélangés à 35-37°C pendant 10 minutes, un tiers du moût est transféré dans une cuve, puis chauffé jusqu'au point d'ébullition. Ensuite, le moût est reposé à différentes températures pour permettre aux différentes enzymes de travailler correctement : 10 min à 50-53°C pour les enzymes protéolytiques, 15 min à 63-65°C pour les enzymes amylolytiques et 60min à 71-73°C, 20 min à 75°C et 5 min à 77°C.
- procédure par infusion de malt de riz (1) : le malt de riz et l'eau sont brassés à environ 40°C. Puis, le moût repose à 50°C pendant 10 minutes, puis à 62°C pendant 50 minutes et enfin à 72°C pendant 90 minutes. Au cours de ce dernier repos, la conversion de l'amidon en sucres fermentescibles est testée à l'iode et s'avère incomplète. À la fin du processus, le moût est chauffé à 77°C. Le pH du moût a été ajusté à une valeur comprise entre 5,5 et 5,6.
- procédure par infusion de malt de riz (2) : le pH est ajusté à 5,3 avec de l'acide lactique, et l'eau de brassage est additionnée de Chlorure de calcium (CaCl). Le brassin est ensuite porté pendant 30 min à 45°C, 45 min à 65°C, 60 min à 74°C et 10 min à 78°C. La valeur du pH utilisée augmente l'activité de la plupart des enzymes hydrolytiques dans la dégradation de l'amidon et de la paroi cellulaire, à l'exception de l'α-amylase dont le pH optimal est de 5,6-5,8.
En utilisant un programme d'infusion qui a conduit à une saccharification complète, les moûts de malt de riz obtenus présentent une bonne teneur en maltose avec des niveaux plus élevés de maltotétraose, de maltopentaose et de maltohexaose.
Dans ces procédures par décoctions ou infusions, une saccharification complète n'a jamais été atteinte. Si l’atténuation est trop faible, moins de 60%, cela peut entrainer des problèmes de fermentation.
Le rendement des grains de riz crus étant moindre que les malts d’orge, la fermentation primaire est l’un des points de contrôle de la Brasserie de Beaucaire afin d’éviter la surpression, leur bière blanche au riz étant refermentée en bouteille.
Les bières de riz sont souvent de couleur jaune pâle et ont une teneur en alcool plutôt faible, autour de 3 à 5 % vol. L’amertume est généralement modérée, l’IBU des Bières du Gardian tournent autour de 20. Des houblons nobles et fruités sont appropriés. Elles produisent une belle mousse blanche qui s’affaisse rapidement. Les bières de riz ont un caractère relativement plat, bien que les analyses sensorielles révèlent une saveur de vanilline.

Attributs de qualité des bières au malt de riz issues de différents procédés de production et de différentes variétés de riz - source : The Use of Rice in Brewing
Enfin, les bières en haute teneur en riz peuvent dégager un goût souffré, des levures lager telles que la Lalbrew Diamond permettent de fortement l'atténuer.
Les recherches, expérimentations et productions de bières de riz sont de plus en plus encourageantes et malgré sa faible teneur en enzymes, le riz est une céréale tout à fait appropriée pour le brassage. Comme le dit le proverbe chinois : « parler ne fait pas cuire le riz »… alors à vos brassins !
Vincent Ferrari
Références :
The Use of Rice in Brewing : intechopen.com/chapters/53124
Rice and Kōji Beers : japanbeertimes.com/2014/05/rice-and-koji-beers/
An Overview of Traditional Rice Beer From North-East India : brewer-world.com/an-overview-of-traditional-rice-beer-from-north-east-india/
Methodology of rice beer preparation and various plant materials used in starter culture preparation by some tribal communities of North-East India: A survey : ifrj.upm.edu.my/19%20%2801%29%202011/%2814%29IFRJ-2011-137%20Deka.pdf
The Ultimate Guide To Rice Beer : themoonbeam.co/the-ultimate-guide-to-rice-beer/
Potential of germinated brown rice in beer brewing : doi.org/10.1016/j.jcs.2023.103792
Brasseries cités dans cet article :
Brasserie de Beaucaire brasserieartisanaledebeaucaire.fr
Bières des Gardians : bieresdesgardians.com
Canavere : canavere.fr

- Détails
- Catégorie : Conseils et techniques
La lager est l'un des styles de bière les plus populaires au monde. De couleur claire, vive et rafraîchissante, elle possède un profil de saveur délicat, propre et équilibré. La recette du brassage de la lager peut sembler simple, mais cette simplicité est trompeuse. Les défauts sensoriels ne peuvent pas se cacher derrière les flaveurs complexes du malt et du houblon, ce qui met à nu chaque erreur potentielle dans la sélection des ingrédients, l'hygiène, le brassage, l'ébullition, la fermentation, la maturation et la filtration.
Souches de Levures
L'ingrédient le plus déterminant du style lager est la levure Saccharomyces pastorianus - un hybride naturel de S. cerevisiae et S. eubayanus originaire de Patagonie, qui a été sélectionné et domestiqué dans les brasseries européennes pendant des centaines d'années. Les souches de lager traditionnelles fermentent à des températures plus basses, ce qui donne des profils propres et neutres avec de faibles niveaux d'esters et d'alcools supérieurs. Des techniques modernes de sélection de levures ont été utilisées récemment pour sélectionner de nouvelles souches de S. pastorianus présentant des caractéristiques idéales pour les styles de lager.

La levure Saccharomyces eubayanus est contenue dans des "galles", des excroissances sphériques sur arbres du genre Nothafagus en Patagonie.
La souche de levure de bière blonde la plus connue, Weihenstephan 34/70, ainsi que LalBrew Diamond™, sont génétiquement très similaires et ont très peu changé depuis leur domestication en Bavière au XVe siècle. Certains brasseurs utilisent des souches de fermentation haute pour fermenter à des températures plus froides afin de produire des ales qui ressemblent à des lagers. LalBrew Nottingham™ est une excellente option pour le brassage de pseudo-lagers en raison de son profil neutre et de sa large plage de températures de fermentation.
Récemment, des méthodes classiques et non-OGM ont été utilisées pour sélectionner de nouvelles souches hybrides de lager qui sont distinctes des lignées traditionnelles. LalBrew NovaLager™ représente la première innovation majeure dans les souches de levure de bière blonde depuis des siècles. Grâce à une contribution plus importante du sous-génome S. cerevisiae, la souche LalBrew NovaLager™ fait preuve d'une tolérance aux températures plus élevées, d'une fermentation plus robuste et plus rapide, d'un profil de saveur unique et de faibles niveaux de diacétyle et de H2S, tout en maintenant la cryotolérance (tolérance aux températures froides) conférée par le sous-génome S. eubayanus.

Le processus de brassage de la lager requiert une attention particulière
La qualité et la fraîcheur des ingrédients sont importantes car il n'y a pas de saveur ou d'arôme dominant dans une bière blonde. La qualité et les caractéristiques de l'eau, du malt, du houblon et de la levure jouent toutes un rôle important. Le profil de l'eau traditionnellement utilisée pour la production de lager est très doux. Le malt de touraillage léger doit être bien modifié pour éviter les problèmes de carence en FAN (azote aminé libre) et d’arôme désagréable de DMS (sulfure de diméthyle). Les bières blondes traditionnelles étaient brassées avec des variétés locales de houblon noble provenant d'Allemagne et de la République tchèque, les notes tropicales ou d'agrumes intenses de nombreux houblons américains ne convennant pas aux styles délicats des lager.
La méthode d'empâtage (empâtage par étapes, infusion unique ou décoction) doit être choisie en fonction de votre équipement et de la qualité des matières premières que vous utilisez. Un niveau adéquat de FAN assurera une fermentation saine et aidera la levure à éliminer certaines mauvaises odeurs comme le diacétyle, le H2S (Sulfure d’hydrogène) et l'acétaldéhyde.
Sulfure d’hydrogène (H2S), Diacétyle et Esters
Dans le cas des fermentations hautes, le H2S est éliminé efficacement par chasse au CO2 pendant la fermentation active et la réabsorption par la levure après l'atténuation complète. Dans le cas des fermentations basses, les fermentations plus lentes et plus froides entraînent une diminution de la chasse au CO2 et les levures lager ne réabsorbent pas le H2S aussi activement. De petites quantités de H2S au-dessus des seuils de détection produites par des souches de lager traditionnelles telles que LalBrew Diamond™ sont considérées comme une partie importante du profil sensoriel normal de nombreuses bières lager.

Cependant, une mauvaise nutrition du moût ou de mauvaises techniques de brassage peuvent entraîner des niveaux élevés d'H2S et un arôme indésirable d'œufs pourris. Cela peut être évité en ajoutant des nutriments au moût (en particulier lors de l'utilisation d'adjuvants) et en laissant la bière en contact avec la levure avant le transfert ou la filtration pour laisser le temps à la réabsorption du H2S. La souche LalBrew NovaLager™ a été sélectionnée pour une production réduite de H2S en contre-sélectionnant les gènes métaboliques spécifiques du soufre réduisant ainsi le temps de maturation typiques des souches de lager traditionnelles.
Le diacétyle quant à lui, est un sous-produit commun de la fermentation qui est perçu par la plupart des gens comme un faux-goût. La réabsorption du diacétyle par la levure prend du temps et est plus rapide aux températures plus chaudes. Pour cette raison, les fermentations basses requièrent généralement un garde chaude plus longue avec une température supérieure à la température de fermentation (généralement 2°C en plus). La production de diacétyle peut également être inhibée en utilisant une enzyme qui permet la décomposition directe de l'α-acétolactate en acétoïne insipide et empêche la formation et le métabolisme normal du diacétyle par la cellule de levure.

La sélection des souches aura également un impact sur la production de diacétyle. Les souches Ale telles que LalBrew Nottingham™ auront tendance à produire moins de diacétyle en raison d'une absorption plus efficace de la valine. LalBrew NovaLager™ démontre une absorption de la valine et des niveaux de diacétyle qui sont similaires à ceux des souches ale, ce qui contribue à des temps de maturation plus courts requis pour cette souche par rapport aux souches lager traditionnelles.

Les souches lager traditionnelles telles que LalBrew Diamond™ produisent peu d'esters et sont très neutres, ce qui conduit à des bières propres, sèches et rafraîchissantes. Les interprétations modernes des styles de lager ont tendance à être plus savoureuses, souvent avec des taux de houblon plus élevés que les bières lager traditionnelles.
Brassage, Fermentation des Lagers
Une bière blonde bien faite doit être limpide, malgré la popularité récente des styles de bière trouble. Une ébullition vigoureuse permet de former des complexes protéines-polyphénols qui peuvent être séparés du moût, de sorte qu'ils n'affectent pas la clarté de la bière. Des auxiliaires technologiques, tels que la carraghénine, peuvent être ajoutés pendant le brassage où ils lient les protéines solubles qui contribuent au trouble. Une ébullition vigoureuse permet également de réduire la quantité de DMS présent en plus ou moins grande quantité dans le malt pilsen.

Pour assurer une fermentation saine et éviter les faux goûts, il faut prêter une attention particulière au taux d'ensemencement et à la période de maturation appropriée. Les fermentations des bières lager nécessitent plus de levure que pour les ales, généralement 1 à 1,5 million de cellules/ml/°P. L'ajout de nutriments peut avoir un impact sur la qualité de la bière en favorisant la santé de la levure. De nombreux faux goûts sont produits comme sous-produits de la fermentation de la levure, et peuvent être éliminés par la levure pendant la période de maturation. Un repos de diacétyle est normalement effectué vers la fin de la fermentation en augmentant la température de la bière de quelques degrés pour maintenir la levure active et en suspension afin d'éliminer les arômes indésirables tels que le diacétyle, le H2S et l'acétaldéhyde. Un sous-ensemencement ou une mauvaise nutrition peuvent entraîner des fermentations lentes et une floculation prématurée, ce qui réduira la capacité de la levure à réabsorber les arômes indésirables.
Les meilleures pratiques de gestion de la levure s'appliquent à la production de bières lager. Ne récoltez que la couche crémeuse médiane de la levure et conservez-la entre 2 et 4 °C (36-39 °F) pendant 48 à 72 heures au maximum. Vérifiez la viabilité de la levure et la densité cellulaire avant de l'incorporer dans la prochaine cuve de fermentation, et limitez le réensemencement à 5générations pour éviter les mutations causant une sous-atténuation, une floculation réduite, des défauts de goût et d'autres problèmes.
Les enzymes et les auxiliaires technologiques tels que les clarifiants, les antioxydants et les stabilisateurs peuvent aider les brasseurs à obtenir une plus grande clarté et une meilleure durée de conservation, notamment lorsqu'ils ne disposent pas d'un filtre ou d'une centrifugeuse. La bière blonde est la bière la plus populaire au monde, sa demande et son succès ayant résisté à l'épreuve du temps. Le brassage avec une attention particulière aux ingrédients et au processus de brassage respecte ce style de bière emblématique et traditionnel.
Consultez le catalogue des levures Lallemand

- Détails
- Catégorie : Commercialisation & Services
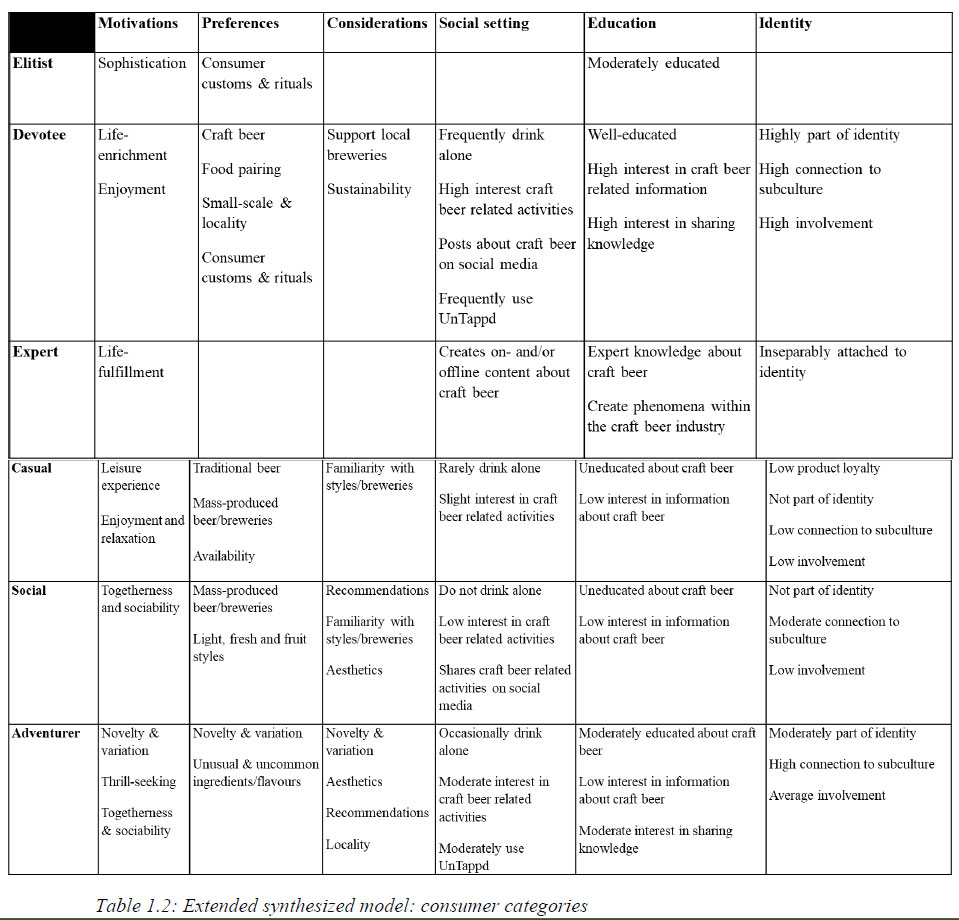
Une véritable culture s’est formée autour de la bière artisanale, et l’on pourrait parfois penser que tous vos consommateurs (·rices) appartiennent à une même catégorie, celle des gens qui aiment la bière, vos bières, -celle des gens bien, (bien) évidemment. Leurs profils, leurs motivations et leurs préférences sont en réalité un peu plus contrastés. Une thèse publiée cette année s’est essayée à unifier les catégories de plusieurs études récentes. Nous vous proposons de découvrir ces 6 styles de consommateurs, classés selon leurs implications : les occasionnels, les sociaux, les aventuriers, les élitistes, les passionnés et les experts.
Les études marketing sur les consommateurs de bières artisanales sont assez rares. Le renouveau et l’essor du secteur présentent de nombreuses similitudes dans les différents pays où ils se réalisent, et permet de dessiner les contours de son public. L’unification des catégories proposée dans la thèse de 2022 de Pieter Sturm et Lisalot Krans de l’Université de Lund utilisant ses propres résultats et ceux de recherches internationales, nous a ainsi semblée plutôt pertinente et transposable, et pouvant servir de base pour réaliser des études et mettre en œuvre des stratégies.
De la culture bière artisanale
Les facteurs du succès des bières artisanales proviennent de l’heureuse rencontre entre de nouvelles aspirations des consommateurs, notamment dans la demande de diversité de goût, en réaction à l'homogénéisation des produits, et par un intérêt croissant pour des produits locaux et durables. Dans les pays de la Craft Beer Revolution, la bière artisanale est principalement consommée par des personnes âgées entre 21 et 40 ans, ayant un niveau d’études et des revenus supérieurs. Environ 60 % des consommateurs de bières artisanales seraient des hommes et 40 % des femmes, mais la nette augmentation du nombre de consommatrices indique que ces bières deviennent de plus en plus populaires chez les femmes.
En France, peu d’études portent sur les styles de consommateurs de bière. Des termes faisant référence à cet univers sont devenus courants, comme Beer Geek désignant un passionné, ou Zythologue pour un dégustateur ou un sommelier expert.
La bière serait la boisson alcoolisée préférée des français à 51% (contre 49% pour le vin), selon une étude publiée en début d’année 2022 par l’agence Sowine. Parmi les amateurs, 7% se considèrent connaisseurs et experts, 41% des amateurs éclairés et 52% des néophytes.
Nous ressentons bien l’enthousiasme et les passions du phénomène bière artisanale : les études démontrent bien l’apparition d’une « sous-culture » liée à sa consommation. C’est-à-dire un mouvement codifié, disposant de références et de codes, partagés par des membres ayant des intérêts communs dans une Communauté. Les besoins d’appartenance, d’estime et d’accomplissement des individus, les mènent ainsi à appartenir à des Tribus forgeant leurs styles de vie et donc leurs identités.
Les consommateurs de bières, sont portés par trois considérations fondamentales qui alimentent d'autres facteurs de motivation : le désir de plus de connaissances, de nouvelles expériences de dégustation et de s'éloigner de la consommation de bière industrielle.
Les consommateurs ne choisissent donc pas de boire de la bière artisanale qu’en raison des attributs fonctionnels qu'elle offre. Ils la choisissent en raison des significations symboliques qu'elle a à offrir, ce qui ajoute à leurs identités.
Cette culture bière est une chance pour les brasseries artisanales qui peuvent ainsi se démarquer des industrielles, en offrant au consommateur une identité authentique et unique. Plus la bière artisanale est considérée comme faisant partie de l’identité du consommateur, plus il sera impliqué, engagé et fidèle.
Aussi, une catégorisation des styles permet de mieux connaître les motivations et les préférences des consommateurs, ce qui vous permettra de mieux commercialiser vos bières en affinant votre stratégie marketing pour chaque groupe, par exemple pour établir des personas.
Les 6 styles de Consommateurs (·rices) de Bières Artisanales
Les Occasionnels (·lles)

Motivations :
Les consommateurs occasionnels ont le niveau d'implication le plus bas. Ils ne consomment pas principalement de bières artisanales et possèdent peu de connaissances sur le sujet, qui leur est même indifférent. Ils n’ont ainsi pas d'attachement envers les marques et les styles de bière et ne ressentent pas le besoin d'expérimenter et d'essayer de nouvelles bières. Les questions sur le durable, du local et du biologique ne les interrogent pas, ils n'ont pas l'impression par exemple, de soutenir l'économie locale en achetant des bières locales.
Préférences :
S’ils consomment de la bière, ce ne sera que dans un cadre social, et cette catégorie aura plutôt tendance à se porter sur les blondes/lagers industrielles. Néanmoins lorsqu’ils consomment des bières artisanales, les occasionnels cherchent à trouver du plaisir, de la détente et du divertissement. Ils sont motivés par l'envie d'essayer quelque chose de différent, d’avoir une expérience de saveur alternative par rapport aux lagers ordinaires. Mais il faut que la bière soit facilement disponible, semble être de meilleure qualité et plaire au goût (!). Ils peuvent ainsi faire preuve de stabilité dans leur choix, en s'en tenant par la suite à un style de bière artisanale, comme l’IPA.
Les Sociaux (·ales)

Motivations :
Les consommateurs sociaux ont un faible niveau d'implication et d'attachement envers la bière artisanale, néanmoins plus élevés que les occasionnels, car ils sont susceptibles d’en consommer fréquemment dans des contextes sociaux, familiaux ou amicaux. L'aspect social est même le facteur déterminant de leur consommation. Ils veulent appartenir à un groupe et recherchent l'interaction, consommer de la bière artisanale leur offre une approbation sociale. Les sociaux boivent ainsi rarement seuls.
Les recommandations sont importantes pour ces consommateurs qui ont peu de connaissances sur ce sujet. Ils apprécient les opinions et les conseils d'amis et des professionnels, blogueurs ou travailleurs du secteur. Ils sont susceptibles de rechercher des informations sur la bière en ligne via des applications des réseaux sociaux et des sites Web. Sur une plus longue période, ils peuvent se familiariser avec les styles et les saveurs et seront susceptibles de passer à la catégorie Aventurier.
Préférences :
Les sociaux préfèrent les bières légères, plus douces et fruitées car elles sont considérées comme plus accessibles et plus faciles à boire. Ils ont tendances à s’en tenir à des bières, des styles ou des brasseries qui leur sont familières. Les caractéristiques esthétiques des bouteilles sont importantes pour eux : ils fondent généralement leur décision d'achat sur l'apparence de l'étiquette.
Ils sont consommateurs également de bières industrielles en fonction des prix et du contexte. Ils se soucient modérément de la durabilité mais semblent apprécier les bières brassées dans leur localité qui leur procurent un sentiment social, d'unité avec leur communauté.
Les Aventuriers (·ères)

Motivations :
Les Aventuriers sont modérément impliqués envers la bière artisanale. Ils l’apprécient et ont de l’intérêt pour le sujet. Luttant contre la répétitivité du quotidien par des expériences nouvelles, la nouveauté et la variété sont importantes. Leur principale priorité est d'essayer de nouveaux styles et goûts et sont constamment à la recherche de bières uniques.
L'esthétique des bières est importante : designs authentiques, titres accrocheurs et étiquettes colorées. Les éditions limitées les attirent. Ils peuvent ainsi devenir collectionneur ou « documenter » leurs découvertes (objets, avis, …).
Conviviales et sociaux, ils ont le sentiment de faire partie de la sous-culture bière et recherchent ainsi une reconnaissance sociale parmi les autres consommateurs de bières artisanales. S’ils aiment donner des conseils aux autres, les aventuriers, contrairement aux Sociaux, ne semblent se tourner que vers des personnes qui, selon eux, connaissent bien la bière artisanale, comme des amis expérimentés ou du personnel travaillant dans des établissements. Les aventuriers peuvent participer à des évènements liés à la bière (festival, dégustation, …), ce qui ne les empêche pas de boire également seul, pour s’accorder un plaisir.
Préférences :
Sensible à la durabilité, ils estiment que la localité ajoute à l'expérience unique du consommateur grâce à des bières considérées comme plus authentiques, limitées et spéciales. Sensibles aux rituels, ils aiment avoir un verre correspondant à la bière et prennent le temps d’apprécier quelques caractéristiques organoleptiques.
Les Élitistes

Motivations :
Les élitistes ont également un niveau d'implication modéré envers la bière artisanale, similaire au niveau d'implication des aventuriers. Ils associent en revanche la bière artisanale à des niveaux élevés de sophistication et de valeur gastronomique, ainsi qu’à un statut social plus élevé dû à l'image qualitative, chère et exclusive de la bière artisanale. Très intéressés par les connaissances liées à la bière artisanale, les rituels et les pratiques de consommation sont importants pour eux. Les élitistes aiment montrer ainsi leur compréhension et leurs compétences en matière de bière artisanale.
Cherchant à faire partie d'un groupe d'élite et exclusif, les élitistes sont souvent détestés parmi les autres groupes, car leur comportement est vécu comme une vantardise de leur expertise modérée.
Les Passionnés (·ées) /Adeptes

Motivations :
Avec les experts, les passionnés forment le noyau dur de la culture de la bière artisanale, les fameux « Beer Geeks ». Très impliqués dans la bière artisanale, ils la considèrent comme faisant partie de leur identité et de leur recherche d’épanouissement. Leur principale motivation est le plaisir. Très intéressés par toute la culture bière -science, histoire et rituels- , ils aiment partager leurs connaissances et leurs recommandations avec les autres.
Consommant principalement de la bière artisanale, ce sont des buveurs expérimentés et stables, qui apprécient les flaveurs et la texture. Ayant des préférences individuelles pour certains styles, ils en testent néanmoins régulièrement de nouveaux. Ils peuvent boire également des bières industrielles à certaines occasions notamment lorsque le but est de simplement s'enivrer.
Les passionnés son très enclin aux accords mets et bières, et sont ainsi soucieux d’associer LE juste type de bière à la nourriture qu'ils consomment.
Préférences :
Les Passionnés sont impliqués dans la cause environnementale et se préoccupent de savoir « où et comment » les bières artisanales sont produites. Les brasseries locales, avec une histoire unique, intéressante ou originale ont leurs faveurs. Les Passionnés ont souvent des positions politiques face à la durabilité et aiment soutenir par solidarité la localité et les solutions aux défis environnementaux au sein du secteur.
Appréciant les évènements liés à la bière artisanale, telles que des festivals de bière artisanale, les visites de brasseries et les dégustations, ils sont également assez actifs en ligne, où ils aiment rechercher une interaction sociale avec les autres pour discuter des tendances et des sujets liés à la bière artisanale, mais aussi dans le but d'encourager les autres à essayer la bière artisanale et à mieux comprendre sa complexité et son histoire.
Les Experts (·tes)

Motivations :
Les Experts sont au cœur de la culture de la bière artisanale en ayant les plus hauts niveaux d'implication envers la bière artisanale. La différence avec les Passionnés réside principalement dans l'expérience et les connaissances.
Faisant totalement partie de leur identité, ils sont bien éduqués sur l'histoire, la science, les rituels et les pratiques de consommation liés à la bière artisanale. La bière artisanale offre à la fois un sens, un enrichissement de la vie et un but à cette catégorie. Souvent professionnels travaillant dans le secteur (brasseurs pros ou amateurs avancés, zythologues/sommeliers, animateurs/blogueurs.), ils sont appréciés et considérés comme un modèle par toutes les autres catégories.
Préférences :
Ils aiment d’ailleurs éduquer les autres en partageant leurs connaissances, leurs opinions et leurs critiques en ligne ou en live. Ils sont leaders d’opinions et peuvent générer phénomène tendance et autre buzz. Ils participent ou organisent donc des événements où ils partagent des recettes et donnent des conférences ou des ateliers. Ce groupe montre de grands niveaux d'engagement affectif envers la bière artisanale et les membres sont fiers de ce qu'ils savent ou peuvent brasser.
La durabilité est importante pour les Experts, qui mènent la prise de conscience sur ce sujet auprès du public.
Il est toujours difficile d’avoir des segmentations totalement exhaustives car il ne faut pas oublier que les consommateurs d’aujourd’hui revêtent des identités multiples, dynamiques, qui évoluent aussi en fonction du moment de la consommation et du contexte.
Ces catégories peuvent néanmoins servir de base de réflexions pour aider les brasseries à créer des stratégies ciblées, relatives à chaque groupe, par la création ou la modification de bières, par la promotion de produits ou d’actions commerciales basées sur les principales associations et facteurs de motivation au travers d’une communication claire, objective et attrayante qui éveillera la curiosité et l'intérêt.
Vincent Ferrari - BtoBeer
Sources/Références :
Crafting identities: how do consumers in the craft beer subculture construct their identities? : lup.lub.lu.se/student-papers/search/publication/9094734
“To love beer above all things”: An analysis of Brazilian craft beer subculture of consumption : researchgate.net/publication/322993771_To_love_beer_above_all_things_An_analysis_of_Brazilian_craft_beer_subculture_of_consumption
The Craft Beer Revolution: An International Perspective : choicesmagazine.org/UserFiles/file/cmsarticle_589.pdf
Measuring consumers’ preferences for craft beer attributes through Best-Worst Scaling : agrifoodecon.springeropen.com/articles/10.1186/s40100-019-0138-4
Segmenting craft beer drinkers: An analysis of motivations, willingness to pay, and repeat patronage intentions : researchgate.net/publication/321429535_Segmenting_craft_beer_drinkers_An_analysis_of_motivations_willingness_to_pay_and_repeat_patronage_intentions
Baromêtre Sowine 2022 : sowine.com/barometre/barometre-2022/page-14/
MAJ :
Influence of consumption experience on the behavior of craft beer consumers: beginner and experienced consumers : doi.org/10.1108/BFJ-03-2023-0225
Specialty beers market: a comparative study of producers and consumers behavior : doi.org/10.1108/BFJ-10-2021-1090
The impact of hop origin information on the sensory and hedonic evaluation of highly involved consumers of craft beer : doi.org/10.1108/IJWBR-02-2023-0010
Autres :
« Boire la nation imaginée ». Une analyse ethnosymbolique de la bière de microbrasserie au Québec : researchgate.net/publication/364809162_Boire_la_nation_imaginee_Une_analyse_ethnosymbolique_de_la_biere_de_microbrasserie_au_Quebec

- Détails
- Catégorie : Conseils et techniques
L’alambic est un appareil à distiller simple, servant à séparer puis à fractionner les corps chimiques par utilisation de l’échauffement de la bière et de la condensation des vapeurs.
La distillation pratique : l’alambic
Les premiers équipements de distillation comportaient seulement une chaudière et un échangeur de chaleur pour condenser les vapeurs alcooliques. Puis apparaît au sommet de la chaudière un organe permettant une condensation intermédiaire des vapeurs, jouant en cela le rôle d’un plateau et réalisant un reflux. De cette manière il fut alors possible d’augmenter le degré de l’alcool coulé.

Source : BNIC
Un alambic primitif se compose ainsi de trois parties bien distinctes :
- le récipient, dans lequel le liquide ou les matières à distiller sont lentement chauffées ; il a pris le nom de chaudière, de vase ou de cucurbite.
- au dessus, un espace libre, appelé chapiteau, voûte ou tête de maure. Il reçoit les vapeurs de l’échauffement. Dans ce chapiteau, les molécules les plus lourdes retombent (ceci constitue en quelque sorte un reflux) et les plus légères poursuivent leur chemin. Pour améliorer cette séparation, on plaçait des linges humides pour refroidir le chapiteau et faciliter les retombées.
- les vapeurs d’alcool passent ensuite dans un condenseur réfrigéré par une circulation d’eau froide. Ce condenseur, qui n’était au départ qu’un traversant (baril d’eau froide), fut, par la suite, remplacé par un serpentin beaucoup plus efficace.
La chaudière fut ensuite améliorée, avec un chauffage le plus régulier possible, et sans coup de feu afin d’éviter les réactions de Maillard dans le vin en cours de distillation. Le chapiteau devint un organe de séparation en lui-même, prenant souvent la forme d’une lentille afin de faciliter l’expansion des gaz et leur séparation. Il a ainsi été prolongé par un col de cygne, tuyau recourbé qui représente le point critique au-delà duquel les vapeurs tombent inévitablement dans le serpentin.
Tous les alambics dérivent de ce principe de base. Il existe cependant à ce jour un très grand nombre de formes correspondant à des usages et à des besoins particuliers.
Certains fonctionnent avec un bain-marie pour obtenir une chauffe particulièrement douce, ou travaillent sous vide. D’autres fonctionnement en continu, pour d’autres encore la distillation se fait par de la vapeur d’eau injectée en direct afin d’entraîner avec elle les vapeurs d’alcool jusqu’à une rectification.
Le vin à distiller est réchauffé avant sa distillation en refroidissant partiellement les vapeurs d’alcool au niveau d’un chauffe-vin, échangeur intermédiaire placé en position haute pour permettre la circulation du vin par gravité dans la chaudière par la suite. Le temps de séjour du vin à haute température dans la chaudière et dans le chauffe-vin sont des paramètres importants qui détermineront les qualités organoleptiques du distillat. Des estérifications ont en effet lieu et l’alcool se charge en arômes.
La distillation dure de 10 à 12 heures.
TABLE DES DIXIEMES SUCCESSIFS
Cette table, très importante pour la compréhension du principe de distillation, indique en regard de la fraction distillée et du degré initial en chaudière, le pourcentage de l’alcool pur total contenu dans la fraction.

La somme dans chaque colonne est évidemment à 100%.
On constate ainsi que pour distiller tout l’alcool d’une bière 10 % par exemple, il faut distiller les six dixièmes du volume, nous nous arrêtons très souvent aux trois dixièmes. Les charges à fort degré d’alcool doivent être totalement distillées pour en extraire tout l’alcool (au-dessus de 50 % vol), en s’arrêtant cependant très souvent aux sept dixièmes. Pour une seconde distillation, nous nous arrêterons aux cinq dixièmes.
Ainsi, en partant d’une bière à 8 % vol, il faudra deux distillations afin d’obtenir une eau de vie proche de 70% vol.

Dans le cadre des Eaux de Vie, le distillateur renonce volontairement à une purification trop poussée de l’alcool distillé car c’est une certaine teneur en esters, acides, cétones, aldéhydes et huiles essentielles qui déterminera le caractère typique de son eau-de-vie ou distillat.
La distillation s’effectue en deux étapes : la première donne un flegme ou brouillis (avec un peu de têtes et de queues), peu riche en alcool. La seconde, qui est une rectification, permet d’accueillir des produits de tête, le cœur, des secondes moins alcoolisées et des produits de queue qui seront ensuite recyclés.
La maîtrise de la température de coulage de l’alcool est également importante pour maîtriser une qualité idéale de l’eau de vie.
La forme idéale des chaudières serait plutôt la sphère.
Les brûleurs directs peuvent brûler le contenu de la chaudière, en particulier avec les moûts épais et les marcs. De tels distillats présentent un goût amer de brûlé (formation de mélanoïdines)
Une ébullition lente avec une chauffe modérée donnera plus de reflux et plus de parfums. Et des composés légers. Une Chauffe plus intense avec une plus forte densité de vapeurs dans le col, une température plus élevée, moins de reflux, donnera des composés aromatiques plus riches et plus lourds dans le distillat.
En cours de distillation, les alcools donnent des aldéhydes par oxydation (vanille, orange, orange amère …) puis avec les acides (acide acétique) donnent des esters (pomme, poire, banane …). Lors du coulage, nous trouvons ces différentes aromatiques :
- Saveurs fruitées à 78-80 %vol
- Plus herbeux à 75 %vol
- Plus huileux à 72 %vol
A 62-75 %vol, nous sommes aux limites concernant les notes phénols, fumées. Les composés soufrés partent à haute température et en tête, ils sont piégés avec la présence de cuivre. En fin de distillation nous obtenons des arômes lourds (concombre, herbe, champignon…). Les têtes sont riches en esters aromatiques et en acides. Les queues de distillation sont plus riches en composants aromatiques lourds.
On utilise le cuivre comme matière de la chaudière :
- Le cuivre est un très bon conducteur de chaleur
- Ce métal présente une stabilité optimale à l’encontre des acidités
- L’influence du cuivre sur la qualité de l’eau de vie est exemplaire ; car le cuivre forme des produits non volatils avec les combinaisons volatiles de soufre produites au cours de la fermentation. L’hydrogène sulfuré est l’exemple le plus connu d’une telle combinaison amoindrissant la qualité.
- Le cuivre permet également de fixer une partie des acides gras sous forme de savons de cuivre, diminuant ainsi leur impact organoleptique (odeur de rance).
C’est pourquoi on conserve également souvent un tronçon en cuivre au niveau des colonnes de rectification.
Franck Jolibert
Ingénieur Brasseur - Consultant
Voir la partie 1 : Théorie de la distillation des alcools - partie 1

- Détails
- Catégorie : Conseils et techniques
Replay du Webinaire du 12 juillet 2022 animé par Alexandra LEFLOCH, responsable R&D - Tonnellerie Quintessence-OAK Solutions, présentant les dernières recherches sur l'utilisation de copeaux de chênes dans la bière :
Comprendre l’intérêt de l’utilisation de copeaux et Tank Staves en bois de chêne dans l’élaboration de la bière.
Présentation de divers profils organoleptiques
Suivi des cinétiques d’extraction pour définir le temps de contact optimal
Recommandation sur les précaution préalables à l’ajout de bois dans la matrice bière.
SI vous êtes intéressés pour faire des essais ou pout plus d'informations :
Découvrez les Copeaux et Douelles en Bois de Chêne

- Détails
- Catégorie : Conseils et techniques
La fermentation opère la transformation du sucre en provenance des céréales, la distillation permet quant à elle, l’extraction de cet alcool à un état pur et concentré.
La bière ou vin renferment, en même temps que les produits de la fermentation, des levures et les matières non transformées par celles-ci. Les produits de la fermentation se composent en majeure partie d’un liquide hydroalcoolique avec une richesse en alcool éthylique variant selon l’état de dilution initiale du moût. Certains produits sont en suspension dans le liquide, d’autres sont en solution.
Les matières volatiles sont les acides organiques, des homologues de l’alcool, les esters, les aldéhydes, les terpènes… On trouve également en dissolution des produits gazeux (CO2 principalement), mais également un peu d’ammoniac et d’hydrogène sulfuré, …
Par distillation simple, nous séparons d’abord les éléments du vin ou de la bière en deux groupes principaux : les matières volatiles et les matières non volatiles. Les premières se composent de l’eau, des différents alcools, esters, aldéhydes et acides volatils. Les secondes constituent les résidus de la distillation et sont appelés vinasses (liquides).
Le but de la distillation n’est pas seulement d’isoler autant que possible le produit principal de la fermentation (l’alcool éthylique) de l’eau, mais surtout de séparer les éléments volatils les uns des autres, éliminant les impuretés dites « mauvais-goûts » et conservant celles qui donnent à l’alcool son odeur et saveur agréables (l’alcool éthylique étant un exhausteur d’arômes).
La façon dont s’effectuera la séparation des volatils influe par conséquent de façon considérable la qualité de l’eau de vie obtenue
Séparation - Conditions Opératoires - Lois - Epuration - Pression de Vapeur - Energie - Colonne de Distillation
Principe de base de la distillation
Quand on évapore un mélange de deux composants, la phase vapeur est toujours plus riche du composé le plus volatil par rapport à la phase liquide
Ainsi, en effectuant une succession d’évaporations puis de condensations de cette vapeur, nous constatons une augmentation de la concentration du composé le plus volatil dans le mélange final condensé, exemple du couple alcool éthylique (C2H5OH) et eau (H2O) :

Autrement dit, à partir du mélange alcool + eau de départ (nous considérons que le mélange n’est que binaire, alors que le vin mis à distiller comporte bien d’autres constituants (plusieurs centaines), comme nous l’avons vu, nous pourrons obtenir un mélange avec la composition désirée (70 %, 86%, 92 % vol d’alcool…) ; ceci à condition de réaliser le nombre suffisant d’évaporations et de condensations nécessaires.
Séparation
La distillation consiste donc à séparer les constituants d’un mélange liquide, en soumettant ce dernier à une vaporisation partielle et en recueillant séparément les vapeurs et le résidu. Les éléments les plus volatils s’accumulent dans le liquide qui provient de la condensation des vapeurs (distillat). Les moins volatils s’accumulent quant à eux dans le liquide résiduaire (vinasse).
La température d’ébullition du mélange est toujours inférieure à celle des divers constituants pris isolément. La température d’ébullition n’est atteinte que lorsque la somme des tensions de vapeur des divers éléments est égale à la pression atmosphérique.
Les tensions de vapeur des mélanges binaires de deux liquides miscibles, eau et alcool par exemple, sont supérieures à la somme des tensions de vapeur de chaque liquide pris isolément. Ce rapport est sensiblement constant pour chaque titre alcoolique, quelle que soit la température.
La composition des vapeurs dégagées dépend uniquement de la volatilité relative de chaque constituant, quelles que soient les proportions de ceux-ci dans le mélange.
L’alcool et l’eau sont deux liquides miscibles entre eux, par contre leurs vapeurs se comportent de façon différente. En fonction de la température et de la pression, la vapeur issue du mélange de ces deux liquides aura une richesse différente en fonction des conditions de départ. Condensant ensuite cette vapeur, le liquide que nous obtenons a une constitution différente de celle de départ.
Soit par exemple un mélange liquide de 2 corps A et B, la pression totale au dessus de la solution est donnée par :
PT = PA + PB
XA est la fraction molaire du corps A, XB est la fraction molaire du corps B.
Y est la fraction de ce corps dans la phase vapeur, la volatilité est :
KA = YA/XA
Et
KB = YB/XB
Le coefficient de volatilité relative entre ces deux corps est : KA/KB
Conditions opératoires
Avec une pression constante et égale à la pression atmosphérique, nous ne pouvons agir que sur la température, seule celle-ci pourra varier. Par contre, il est toujours possible d’envisager une autre pression, généralement sous-vide afin de réduire le niveau de température.
Par contre, lors de l’ébullition du liquide, cette température dépend de la constitution du mélange des deux corps. Plus celui-ci s’appauvrira en alcool, et plus la température d’ébullition du mélange augmentera.
Cela provient du fait que la température d’ébullition (passage de l’état liquide à l’état gazeux) de l’eau et de l’alcool sont différents réciproquement, et que la température du mélange évoluera au fur et à mesure qu’il s’appauvrira en alcool.
Elle passera ainsi de 80 (environ) à 100°C.
Cette température nous indiquera comment se comporte la distillation :
- Mélange à 10 %vol bout à 93°C
- Mélange à 30 %vol bout à 86°C
- Mélange à 97,2 %vol bout à 78,1°C
Lois
Pour chaque équilibre lors de la distillation :
% alcool dans les vapeurs = Coefficient (T, P) x % alcool dans le liquide
La distillation est la somme d’une multitude d’équilibres qui vont se succéder tout au long de la distillation. Cela correspond à une distillation discontinue.
Pour une distillation en continue, chaque plateau ou étape correspondra alors à un équilibre bien particulier. Cet équilibre s’établie à :
- Température donnée
- Pression donnée
- Concentration donnée en alcool dans le liquide
- Concentration donnée dans les vapeurs
Cela vaut pour l’alcool éthylique, mais également pour tous les autres corps chimiques présents dans la bière ; généralement la famille des alcools (dont les alcools supérieurs représentant les huiles de fusel), des esters, des acides gras volatils…
Il est important de connaître la volatilité relative des non-alcools par rapport à l’éthanol. Or cette volatilité varie avec le TAV (richesse en alcool)
Le coefficient de volatilité relative est défini comme le rapport de la concentration du non alcool par rapport à l’éthanol dans la phase vapeur ; par rapport à celle dans le liquide à l’équilibre. Au cours de la distillation, en fonction de leur volatilité, ceux-ci seront classés dans le distillat ou eau de vie.

Source : Distillation techniques in the Fruit Spirits Production, Nermina Spaho
Epuration
Pour tous ces corps, le même raisonnement sera appliqué, sauf que l’ensemble des conditions opératoires (température et pression, concentrations dans la phase liquide et vapeur) seront différentes. Cela permettra en particulier de les sélectionner et de les séparer (alcools supérieurs, esters, aldéhydes …).
En distillation discontinue, nous les trouverons dans les têtes et les queues (premiers et derniers coulages). En distillation continue, ils seront extraits à certains plateaux de la colonne de distillation.
En distillation continue, le système est en équilibre massique et thermique permanent. Le mélange à traiter est introduit sur le plateau d’alimentation de la colonne vers le niveau central de la colonne (dépendant des objectifs du distillateur), avec au-dessus la zone de concentration, et en dessous la zone d’épuisement.
Les composés les plus volatils se vaporisent à partir du liquide contenu dans la colonne et atteignent alors le plateau supérieur. En montant, les vapeurs s’enrichissent en composés les plus volatils. La phase vapeur ainsi enrichie est collectée en haut de la colonne, puis condensée pour fournir le distillat léger.
La phase liquide quant à elle tombe en cascade vers le bas, s’enrichit en produits lourds et perd ses éléments légers. Plus le nombre de plateaux ou la hauteur de la colonne est important, meilleure sera la séparation avec un % vol plus élevé obtenu en tête de colonne. Le but étant de trouver un compromis entre le rendement et le coût de l’opération.
Un apport calorifique, assuré généralement avec un bouilleur situé en bas de colonne, permet d’établir un gradient de température dans la colonne. Dès que la température du liquide mis à chauffer est supérieure à la température d’équilibre, le liquide se transforme en gaz. L’alcool passe alors de la phase liquide à la phase gaz de façon permanente ; entraînant une certaine portion d’eau. Le ou les fluides à distiller sont entraînés vers le haut de la colonne, où une partie du flux est condensée.
Lorsque la température chute au niveau du refroidissement (condenseur), il y aura condensation : l’alcool et ses volatils se condensent pour passer de la phase gaz à la phase liquide ( comme de l’eau apparaît sur une vitre l’hiver). A l’équilibre, le système se fige, il y a autant d’alcool qui s’évapore que d’alcool qui se condense. Un certain pourcentage de liquide condensé doit retourner dans la colonne (appelé reflux).
Ce reflux participe aux équilibres thermodynamiques qui règnent au sein de la colonne. Plus le reflux est important, plus l’alcool est fin mais avec réduction du débit de coulage et donc augmentation de la consommation d’énergie. Ceci dépendra finalement du choix du distillateur. La structure permettant les échanges entre les flux montant et descendant est constituée de plateaux ou d’un garnissage continu formé par un matériau poreux.

De gauche à droite : Plateau à calottes, plateau à clapet, exemple de garnisage
D’éventuelles coupes sont éventuellement prélevées le long de la colonne. La composition de chacune de ces coupes résulte des paramètres de l’équilibre au niveau où la phase liquide est prélevée, en particulier de la richesse en alcool de ce milieu et de la solubilité des corps concernés dans cette fraction d’alcool.
La teneur en substances volatiles (g/hl AP) varie en fonction de l’eau de vie :
Vodka : 30 g/hl AP
Whisky-cognac : 150 – 1 000 g/hl AP
Rhum agricole : 225 g/hl AP
Eau de vie de fruit : 200 g/hl AP
Pression de vapeur
La pression de vapeur au-dessus du liquide que nous faisons bouillir est égale à la pression de vapeur de l’alcool + la pression de vapeur de l’eau. Plus le liquide en ébullition sera riche en alcool, et plus la pression de vapeur d’alcool au-dessus sera riche en alcool.
Comme la pression est constante (= à la pression atmosphérique ou = 0,6 bar (si vide partiel)), elle sera toujours égale à la même valeur. Par conséquent, comme le liquide s’appauvrit en alcool au fur et à mesure de la distillation, la pression de vapeur de l’alcool va chuter au fur et à mesure de la distillation, et celle de la vapeur d’eau va augmenter (P x V = Constante).
Comme la température est constante, la pression totale est égale à la somme des pressions qu’aurait chaque gaz si chacun occupait seul le volume total (d’où l’importance des volumes inter plateaux, en complément de celle d’éviter les sur-moussages).
Il n’est pas tenu compte de l’action des autres gaz dans la phase gazeuse au-dessus du liquide, car ceux-ci vont être expulsés à l’extérieur par l’augmentation de pression qu’ils vont subir du fait de l’élévation de la température. Ils s’échapperont au niveau de la trompette (mise à l’air après condenseur). Les autres gaz dissous dans le liquide en cours d’ébullition suivront le même chemin.
Chaque corps (alcool éthylique, eau, aldéhydes, esters…) s’évapore en fonction de son propre coefficient d’évaporation (Température, Pression), celle-ci dépendant de sa masse volumique et de sa pression partielle. Les gaz (vapeurs de liquide : vapeur d’alcool et vapeur d’eau) ne se séparent pas en fonction de leur ordre de densité. En effet, ils se mélangent intimement et cela en fonction de leur expansibilité réciproque.
La qualité de la distillation dépendra au final :
- De la température de travail
- De la durée de la distillation
- Des caractéristiques du milieu (minéraux, sucres, protéines, éléments solides, etc.)
- Du mélange intime vapeurs et liquides
- Des composants de l’alambic (cuivre …)
…
Energie
Lors de la distillation, le distillateur se mettra en permanence en déséquilibre de façon à rendre gazeux l’alcool. Ceci va nécessiter de l’énergie avec une température de consigne à respecter.
La consommation d’énergie dépend des conditions de ce travail :
- température de travail en fonction de la pression (atmosphérique ou sous vide)
- volume à distiller.
Pour une température constante (qui dépend des conditions de travail), le besoin énergétique va donc dépendre uniquement que du volume d’alcool à distiller (déperditions thermiques en sus).
La température de travail dépendra des objectifs de qualité finaux que nous nous donneront (% vol alcool), et de la qualité de la matière première bière.
Ainsi, le dimensionnement d’une colonne à distiller se calcule en fonction de trois bilans :
Un bilan massique (ce qui rentre = ce qui sort)
A = V + F
A : débit d’alimentation, V : débit de vinasses, F : débit de flegmes
Un bilan alcool
A x XA = V x XV + F x XF
Un bilan énergétique (besoins d’évaporation des différents mélanges)
A x HA1 + QB = V x HV2 + F x HF2 + QC
HA1 : enthalpie de la bière, HV2 : enthalpie de la vinasse après le réchauffeur, HF2 : enthalpie du distillat après le condenseur, QB : énergie apportée au bouilleur, QC : énergie prise au condenseur
La distillation est plus rapide au début, plus lente à la fin, il faut ajouter davantage d’énergie pour extraire les derniers volumes d’alcool.
Il faut également obtenir les bulles de gaz les plus petites possibles au niveau de la colonne à distiller, signe d’une bonne évaporation locale et obtenir un mélange le plus intime entre phase gaz et phase liquide.
Si le débit de vapeur devient trop important, les bulles grossissent trop et engorgent le système (il y a également possibilité de sur-moussage). L’évaporation dépasse alors la capacité évaporatoire de la surface du liquide.
La colonne de distillation
Un alambic à colonne (ou tout simplement colonne de distillation) permet la distillation des bières en continu.
Celle-ci est souvent équipée de deux colonnes positionnées l’une au-dessus de l’autre ou juxtaposées : la colonne de concentration et la colonne d’épuisement. Un jeu de plateaux et de chicanes fractionne la bière et la fait descendre doucement jusqu’au bas de la colonne où elle sera chauffée au niveau du bouilleur à sa température d’ébullition.
Cette émission de vapeur d’eau va entraîner les vapeurs d’alcool, qui remontant ensuite à travers les plateaux, sont conduites au bas de la colonne de concentration. Dans celle-ci, la température, élevée en bas, diminue progressivement au fur et à mesure que la vapeur plus riche en alcool s’élève.
Les plateaux piègent les molécules les plus lourdes. Les vapeurs les plus volatiles s’échappent en haut de colonne. Les vapeurs d’alcool sont recueillies à un niveau plus ou moins élevé, selon que l’on désire un taux d’alcool important ou non, et sont recondensées dans un serpentin. Plus le nombre de plateaux sera élevé, et plus le degré d’alcool en sortie sera élevé. Pour un alcool à 85 %, on comptera ainsi une trentaine de plateau, alors que pour un alcool à 92 % ou 96 %, on comptera 45 à 60 plateaux.
Quand le temps de séjour à haute température est court, comme dans une colonne à distiller, l’alcool ou distillat produit est léger, il est peu chargé en molécules aromatiques.


Partie 2 : Théorie de la distillation des alcools : L'alambic
Franck Jolibert
Ingénieur Brasseur - Consultant

- Détails
- Catégorie : Conseils et techniques
Pour donner du pétillant à vos boissons gazeuses, deux méthodes sont applicables :
- La carbonatation naturelle qui se fait lors de la fermentation des sucres en alcool
- La carbonatation forcée par ajout de CO2
Si vous souhaitez plonger dans le monde de la carbonatation, consultez notre article dédié à ce sujet.
En fonction de vos produits, vos volumes et la cadence souhaitée, un panel de solutions d’enfutage s’offre à vous. Mais comment bien les choisir ?
Soutireuses ou enfuteuses manuelles des boissons gazeuses
Les solutions d’enfutage traditionnelles sont bien adaptées aux boissons présentant une carbonatation naturelle spontanée, telles la bière ou le cidre. Pour les boissons du type limonade, soda, kombucha ou bien hard seltzer, le jus de base est plat et possède peu d’aptitude naturelle à la fermentation, il est ainsi indispensable de recourir à une carbonatation forcée.
Pour les bières, au moment de la mise en fût, le sucre nécessaire à la refermentation est ajouté en fonction du taux de CO2 final que l’on souhaite obtenir. Les fûts sont ensuite stockés plusieurs jours pour laisser la carbonatation se faire naturellement.
Le niveau de carbonatation finale est donc délicat à maîtriser et dépend notamment du type de bière ou de cidre, du temps de refermentation et de la précision du dosage de sucre.
La qualité du produit final sera appréciée au moment de la dégustation dans les restaurants et bars mais cela présente un risque commercial si le produit est trop ou pas assez carbonaté. Les fûts sont alors retournés à la brasserie, la production complète est éventuellement perdue et laisse un mauvais souvenir aux consommateurs.
La mise en fûts de sodas quant à lui peut être réalisée après carbonatation en cuve pressurisée, néanmoins cette méthode présente plusieurs inconvénients. Le premier étant la durée nécessaire à la dissolution du CO2 qui est variable en fonction du produit, de la température, du type de cuve utilisée… Le deuxième inconvénient est le manque d’homogénéité qui subsiste au sein d’un même lot selon la taille et la hauteur de la cuve. Et finalement, on peut dire que cette méthode reste adaptée aux petites productions mais reste délicate à maîtriser à plus large échelle.
La carbonatation en cuve pressurisée s’avère également assez gourmande en temps et coûteuse en énergie pour des volumes plus importants.
Enfutages automatiques ou semi-automatiques des boissons gazeuses
Les équipements sont adaptés pour des volumes de production de boissons plus importants et des cadences plus soutenues. Si l’on veut garantir une qualité optimale et une carbonatation régulière, l’injection de CO2 en ligne entre la cuve de produit fini et l’enfuteuse est la solution la plus adaptée.
Aperçu du process avec carbonatation en ligne :

Dans un certain nombre de cas, le produit carbonaté est envoyé vers la soutireuse isobare qui comporte une cloche (cuve sous pression) qui sert de cuve de régulation. Quand la cloche de la soutireuse offre un volume suffisant, le carbonateur y est connecté directement.
C’est généralement le cas pour les embouteilleuses isobares rotatives ou les encanneuses de grosse capacité qui fonctionnent en continu.
Mais dans certains cas, notamment les encanneuses ou enfuteuses isobares linéaires, soit il n’y a pas de cloche soit son volume est insuffisant pour assurer un fonctionnement en continu du carbonateur.
L’inconvénient majeur de tels systèmes réside dans l’absence de synchronisation des cycles :
- Le remplissage du fût est rapide et se déroule à haut débit. Par exemple, le remplissage d’un fût de 30 litres en 25s équivaut à environ 4300 l/h !
- D’un autre côté, le temps de cycle de l’enfuteuse (lavage, rinçage, mouvement des fûts, etc…) correspond plutôt à une cadence réelle moyenne de l’ordre de 700 à 900 l/h.
Par conséquent, l’objectif du carbonateur –saturateur CO2- est d’atteindre un point de fonctionnement aussi stable que possible afin de garantir la qualité de la carbonatation du liquide. De plus, les redémarrages trop fréquents entraînent une usure prématurée des équipements ainsi qu’une surconsommation d’énergie.
Pour pallier ces problématiques, Actemium a développé un système monobloc qui intègre une micro-boucle de carbonatation et une cuve de régulation.
Le système breveté de carbonatation Actemium est un concentré d’innovation pour les petites productions. C’est un système compact complètement automatisé qui s’intègre facilement dans les installations et garantit une parfaite dissolution du CO2, une qualité de produit optimisée et des gains de temps de production.

Le système actemium composé d'un carbonateur en ligne (micro-boucle) avec cuve de régulation, avec mesure en ligne du CO2 dissous Haffman (AuCoMet-i)

Débitmètre arrière mesurant les fluides et débitmètre massique de CO2
Grâce au couplage avec la cuve de régulation, la carbonatation est continue et le volume de produit fini présent dans la cuve de régulation est toujours suffisant pour répondre aux appels de l’enfûteuse - remplisseuse. Ce dispositif élimine totalement la désynchronisation entre les deux machines et autorise un fonctionnement totalement transparent pour l’opérateur.
Nous profitons du temps ou la soutireuse n’appelle pas de produit pour reconstituer le niveau dans la cuve de régulation et ainsi garantir un fonctionnement du carbonateur en continu, gage de carbonatation maîtrisée.
La courbe ci-dessous illustre ce fonctionnement :
L’installation est optimisée pour stabiliser au maximum les cycles de fonctionnement du carbonateur tout en assurant la disponibilité du produit à chaque « demande » de l’enfûteuse.
Le volume présent dans la cuve de régulation est ajusté de façon à toujours rester entre un minimum et un maximum prédéfinis.

Figure : courbe des cycles
Le choix d’un système d’enfutage dépendra avant tout de la structure de votre installation et de la gamme de votre production. Quel que soit le système mis en œuvre, il faut retenir qu’une carbonatation maîtrisée en amont du soutirage est un gage de qualité pour le consommateur final.
Découvrir la micro-boucle de carbonatation Actemium

- Détails
- Catégorie : Conseils et techniques
Bien que la bière soit composée essentiellement de quatre ingrédients (eau, malt, houblon et levure), cette potion magique permet d’obtenir une gamme diverse de saveurs avec plus ou moins de complexités. Les caractéristiques gustatives de la bière et la perception que nous en avons vont varier considérablement un individu à un autre : en fonction de sa capacité à détecter, sa connaissance de cette boisson, son expérience et bien d’autres paramètres propres à chaque consommateur. Cependant, il existe une palette d’arômes qui sont considérés comme « faux-goûts » et lorsque qu’ils atteignent un certain seuil (ou dans certains cas quel que soit le niveau) seront perceptibles dans la bière à la grande déception du consommateur et bien entendu du brasseur.
Comment identifier les faux-goûts dans la bière ?
Les faux-goûts peuvent avoir des origines diverses : défaut lié à une des matières premières, défaut lié au matériel, problème au brassage ou en fermentation et bien sûr contamination microbiologique. Ces défauts entraîneront un breuvage considéré dans la plupart des cas comme impropre. Il y a cependant des exceptions, qui sont d’ailleurs assez tendances aujourd’hui, comme, par exemple la contamination volontaire, artificielle ou naturelle de levures sauvages permettant l’obtention de très bonne bières maîtrisées. Cette typologie de bière nécessite un très bon contrôle de son processus de fabrication, difficilement répétable ainsi qu’une grande attention pour éviter les risques de contaminations croisées par exemple. S’il y a présence de faux-goûts, ils sont généralement causés par un mauvais nettoyage, ou des étapes de brassage mal maîtrisées. On parle aussi de métabolites, c’est-à-dire de substances produites par la dégradation de molécules. Ces dégradations sont très souvent dues à des microorganismes.
Voyons maintenant quelques exemples de faux-goûts pouvant altérer le produit :
Acétaldéhyde
Acide butyrique
Acide caprylique
Acide lactique
Banane (acétate d’isoamyle)
Carton mouillé (oxydation)
Diacétyle (2,3-butanedione)
Diméthylsulfure (DMS)
Fromage/Chaussette (acide isovalérique)
Goût de grain
Goût de lumière (3-methyl-2-butene-1-thiol)
Métallique (sulfate ferreux, fer)
Mercaptan (éthanethiol)
Moisi (2,4,6-tricholoroanisole) (TCA)
Phénolique
Pipi de chat / feuille de cassis (p-menthane-8-thiol-3-one)
Sulfure d'hydrogène (H2S, soufre)
Diacétyle
Perçu comme : beurre, laiteux, huileux…
Seuil de perception : 0.04 mg/L
Causé par : Les levures pendant la fermentation mais sont généralement réabsorbées par les cellules de levure elles-mêmes. La non-réabsorption peut être causée par une mauvaise santé cellulaire après la fermentation (garde chaude/diacetyl rest) ou une température trop basse. Le diacétyle peut également être produit par une contamination bactérienne (Pediococcus spp.)
Mercaptan (éthanethiol)
Perçu comme : légumes soufrés ou pourris ou séchés.
Seuil de perception : 1 µg/L
Importance : Il est toujours considéré comme un goût indésirable s’il y a un dépassement du seuil de dégustation et ne disparaîtra probablement pas avec le temps.
Causé par : La cause la plus probable, à des niveaux détectables, est l’infection par des bactéries anaérobies (Pectinatus/Megaspharea). Le mercaptan est également produit lors de la fermentation de certaines souches de levures et peut résulter de l'autolyse des levures.
Sulfure d’hydrogène (H2S, soufre)
Perçu comme : œufs pourris, odeurs soufrées ou d'égout.
Seuil de perception : 4µg/L
Importance : En petite quantité cela peut donner une perception de fraîcheur à la bière, mais cela devient rapidement un goût désagréable.
Causé par : Les levures, dans le cadre de leur métabolisme, produisent de petites quantités de sulfure d'hydrogène pendant la fermentation, ce qui peut toutefois augmenter lorsque la levure est dans des conditions de stress. À noter que dans la plupart des cas, il est éventé grâce au CO2 produit en fermentation. D'autres causes possibles sont l'infection bactérienne (Zymomonas spp.) et l'autolyse des levures.
Acide caprylique (acides gras)
Perçu comme : odeur de bouc, suif, huile végétale, cireux, fromage de chèvre
Seuil de perception : 4-6 mg/L
Importance : Considéré comme un arôme désagréable à des concentrations élevées, mais l'acide caprylique est considéré comme un arôme positif à faible concentration et retrouvé dans certains lagers et lambics longuement maturés. Ces acides gras sont produits par le métabolisme de la levure au cours de la fermentation (dépendant des conditions de pH). Ce métabolite n’est pas associé à une contamination par un microorganisme d’altération.
Acide butyrique
Perçu comme : odeur de rance, vomi de « bébé », fromage, lait ou beurre avarié
Seuil de perception : 2-3mg/L
Importance : Toujours considéré comme un mauvais goût dans la bière
Causé par : Infection bactérienne lors du brassage, en acidification en cuve d’ébullition non maîtrisée (Clostridium spp.). Également possibilité d’infection au niveau du moût, sirop de sucre, purées acides en condition aérobies. Peut aussi se développer après embouteillage. L’arôme devient plus important avec la baisse du pH et peut augmenter une fois embouteillée et évoluer défavorablement au cours du temps.
Goût de grain
Perçu comme : blé frais, granuleux, dur, « vert », goût de noisette.
Seuil de perception : 1-20 µg/L
Importance : généralement considéré comme un goût indésirable.
Causé par : Le plus souvent par l'isobutyraldéhyde dans le malt, mais d'autres aldéhydes peuvent fournir le caractère granuleux. N'est pas considéré comme associé à une contamination par un microorganisme d’altération.
Banane (acétate d’isoamyle)
Perçu comme : fruité, banane, poire.
Seuil de perception : 1.4 mg/L
Importance : Ce métabolite est présent dans toutes les bières et joue un rôle dans la saveur globale (en particulier dans la bière de froment). A tendance à diminuer avec l'âge
Causé par : Tous les esters sont produits par la levure pendant la phase de fermentation. La surproduction d'acétate d'isoamyle est généralement le résultat d'une levure stressée ou de l'utilisation de souche particulières (Hefeweizen).
Métallique (sulfate ferreux)
Perçu comme : goût de sang, fer, amer, rouillé, cuivré
Seuil de perception : 1-1.5 mg/L
Importance : Il est toujours considéré comme un mauvais goût. À un certain point, les ions métalliques peuvent également contribuer à la production d’un trouble. A des valeurs hautes cela peut également jouer sur le mal de tête. Peut-être toxique pour la levure à des niveaux élevés en concentration.
Causé par : La saveur est induite par le contact avec des matériaux métalliques pendant le processus de brassage et/ou par l'oxydation des lipides. Un autre contributeur possible est le brassage avec de l'eau contenant des niveaux élevés d'ions métalliques. N'est pas considéré comme associé à une contamination par un microorganisme d’altération.
Acide lactique
Perçu comme : lacté, acide, agrumes. À des niveaux plus élevés, on peut ressentir presque comme une sensation de brûlure dans la bouche.
Seuil de perception : 170 mg/L
Importance : Par définition, toutes les bières sont acides dans une certaine mesure, mais elles peuvent apporter un goût désagréable si elles sont à un niveau trop élevé ou trop haut pour le style de bière donné. Certains styles de bière expriment par définition de l'acidité, par ex. stouts sèches, Sours, Berliner Weisse, Bières aux fruits, Goses, Witbier ou encore Wild Ales.
Causé par : Cette perception de l'acidité en tant que mauvais goût provient des acides (lactiques) supplémentaires sous forme de matières premières (par exemple certains fruits), de fermentation et/ou de contamination bactérienne (ou d'inoculation non maîtrisée). De même, la levure a la capacité de produire certains acides naturels pendant la fermentation.
Pipi de chat/feuilles de cassis (p-menthane-8-thiol-3-one)
Perçu comme : Urine, feuilles de cassis, plants de tomates
Seuil de perception : 15ng/L
Importance : Généralement considéré comme un goût désagréable (mais peut constituer une partie importante de certaines bières, par exemple les IPA, car le p-menthane-8-thiol-3-one est contenu dans une variété de houblon). Il est également souvent présent aux premiers stades de l'oxydation. S’il est présent à cause de l'oxydation, il est toujours considéré comme un mauvais goût.
Causé par : La contamination des matières premières, ou matières premières (houblon) produisant naturellement les composés qui donnent cette saveur. Il ne s'agit donc pas d'un « microorganisme d’altération » en tant que tel, bien qu'il puisse s’agir d'un indicateur de contamination comme mentionné et ou de mauvaise qualité.
Chaussette (acide isovalérique)
Perçu comme : vieux fromage rance, vieux houblon, chaussettes sales ou même en sueur
Seuil de perception : 0.7 – 1 mg/L
Importance : Peut-être présent de manière régulière dans certains styles de bière très houblonnée, mais en général, elle est considérée comme une mauvaise saveur et se dissipera heureusement avec l'âge.
Causé par : C’est le résultat de l'oxydation des acides alpha dans le houblon et peut être confondu avec l’acide caprylique. S'il est associé à des acides alpha, il est souvent accompagné de notes herbacées, mais il peut également être associé à une infection bactérienne.
Diméthylsulfure (DMS)
Perçu comme : maïs sucré, chou ou même légumes en conserve/cuits
Seuil de perception : 0.025mg/L
Importance : Généralement considéré comme une saveur désagréable dans la plupart des bières, mais peut jouer un rôle dans le profil de saveur de certaines lagers pale, pilsners allemandes et américaines et cream ales.
Causé par : Le DMS provient d'un composé organique à base de soufre (S-méthyl méthionine - SMM) produit lors de la germination du grain pendant le processus de maltage. Les malts pales et pils ont les niveaux les plus élevés de ce composé (tout comme certains grains auxiliaires tels que le maïs). Le SMM se transforme en DMS pendant la phase d'ébullition (DMS est censé se volatiliser pendant cette même phase). Les levures sauvages ou la contamination bactérienne pendant la fermentation peuvent également en être la cause. Également à noter que la conversion de précurseurs non-volatilisables issus du malt par la levure en fermentation en DMS est également possible.
Acétaldéhyde
Perçu comme : pommes abîmées ou vertes, courges, peinture. Il arrive que cette acidité soit confondue avec ce mauvais goût.
Seuil de perception : 5-15 mg/L
Importance : Il est présent dans toutes les bières à un certain niveau. Il fait partie du profil aromatique de certains styles, comme les lagers américaines et les bières de Garde.
Causé par : Il est produit par la levure pendant la fermentation en tant que précurseur de l'éthanol. Si la levure est déficiente en zinc, son enzyme alcool déshydrogénase fonctionnera difficilement et ne pourra transformer l'acétaldéhyde en éthanol.
Oxydation / Carton Mouillé
(L'oxydation pourrait facilement être décomposée en plusieurs saveurs différentes, mais ici nous restons généraux)
Perçu comme : du xérès, du papier ou même du carton, ou encore comme un « vieux livre ».
Seuil de perception : dépendant de la saveur
Importance : Processus de vieillissement généralement associé à ce mauvais goût. Le style de bière ou la température de stockage vont avoir un impact sur le développement de ces mauvais goûts. Certaines saveurs associées à l'oxydation sont des éléments importants et voulus, par exemple bière vieillie, d'autres sont toujours considérées comme des saveurs différentes et présentant un mauvais goût.
Causé par : L'oxydation est directement causée par le vieillissement de la bière. La rapidité et l’importance de ce processus vont dépendre des conditions de la présence de l’oxygène, des températures de stockage et des ingrédients de la bière. N'est pas considéré comme associé à une contamination par un microorganisme d’altération.
Phénolique
(certains experts décomposeraient cette saveur en plusieurs composants différents)
Perçu comme : amer, épicé, plantes, semblable au thé, clou de girofle, fumé, médicinal
Seuil de perception : 0.05 – 0.55 mg/L
Importance : Ceci est généralement considéré comme un mauvais goût, bien qu'il puisse constituer parfois du caractère dans les stouts et autres bières.
Causé par : Généralement causé par les levures sauvages, contamination microorganisme d’altération. Également parfois la présence de chlorophénol dans l'eau du robinet, les désinfectants au chlore ou encore des nettoyages mal réalisés.
Également à noter, que l’utilisation de levures dites POF+ permettra aussi la production de phénols dont le 4-Vinyl Gaïacol, responsable de l'arôme clou de girofle présent dans des styles traditionnels allemands et belges.
Moisi (2,4,6-tricholoroanisole) (TCA)
Perçu comme : vieilli en cave, humide, terreux, moisi, bouchon de vin, champignon.
Seuil de perception : <10-25 ng/L
Importance : Toujours considéré comme un problème qualité. Fait suite à la contamination par des moisissures et à des techniques de désinfection inappropriées.
Causé par : Généralement par la contamination par des moisissures ou des champignons provenant de matières premières (mal stockées) ou équipements de brassage mal désinfectés.
Goût de lumière (3-methyl-2-butene-1-thiol)
Perçu comme : bière restée au soleil, sulfureux. Peut être à peu près la même perception que le mercaptan, mais n'a généralement pas le même caractère offensif.
Seuil de perception : 4ng/L
Importance : Cela ne se produit généralement que dans la bière finie et est toujours considéré comme un mauvais goût et associé à une mauvaise manipulation (expédition, stockage). Elle est causée par une réaction chimique entre la riboflavine, la lumière (du jour) et les acides alpha du houblon. N'est pas considérée comme associé à une contamination par un microorganisme d’altération.
Résumé des goûts indésirables perceptibles dans la bière :
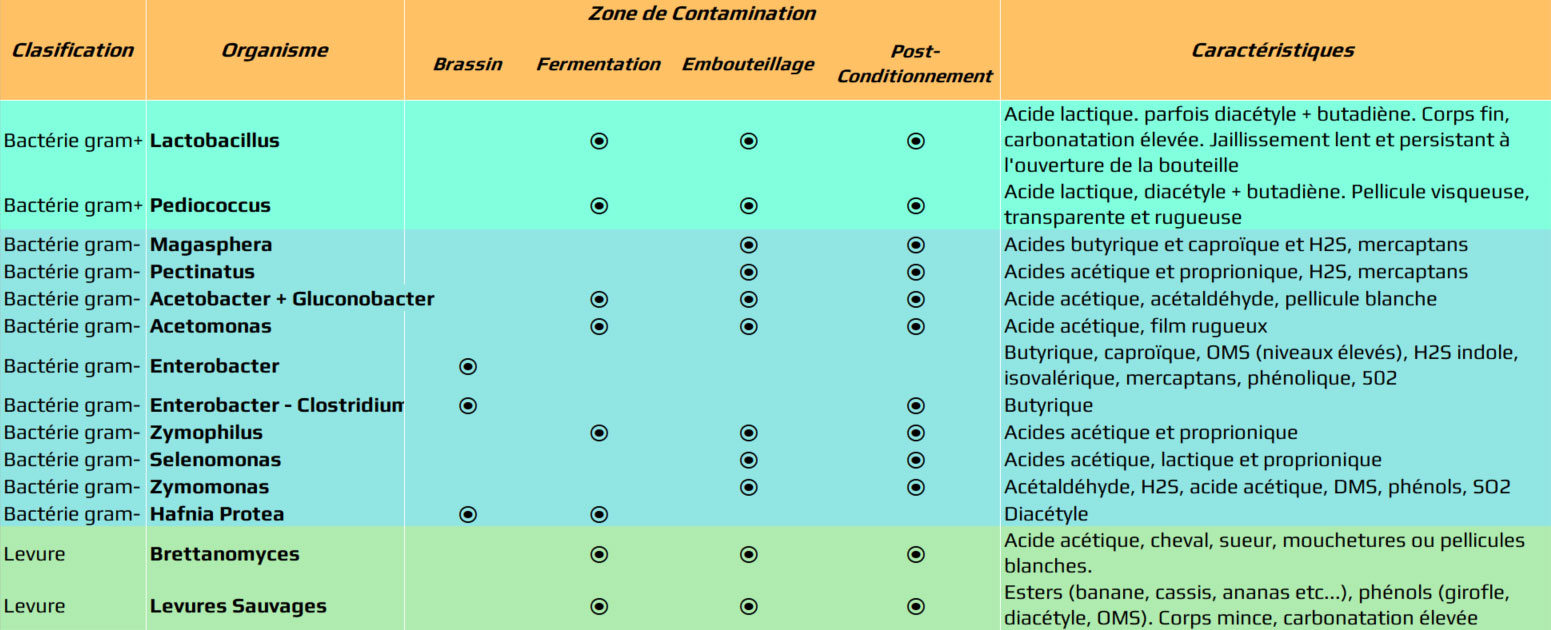
Reference : The Complete Beer Fault Guide V1,4 Thomas Barnes 2013
Découvrez les Kits de formation sensoriels Siebel/Lallemand : siebelinstitute.com/sensory-training-kits
Jordane DEVIN - bioMérieux & Florian ANTOINE - Lallemand

- Détails
- Catégorie : Conseils et techniques
La bière sans alcool a tendance à susciter des avis très partagés. D'un côté, lorsqu'elle est bien faite, elle peut être une alternative rafraîchissante et plus saine que sa cousine plus alcoolisée. Mais d'un autre côté, elle apparaît comme une moquerie de tout ce pour quoi la déesse Ninkasi elle-même était autrefois vénérée. Quel que soit le mode de préparation, les descripteurs sensoriels des bières sans alcool présentent de nombreuses similitudes : "herbeux", "végétal", "métallique", "étain" - pas vraiment attrayant.
Malgré cela, la part de marché semble augmenter chez les consommateurs soucieux de leur santé. À tel point que l'on estime que la bière non alcoolisée représente 5 à 7 % des ventes mondiales de bière. Des analyses récentes révèlent une forte croissance annuelle de 20 % sur cinq ans (2011-2016) et un taux de croissance annuel composé prévu de 8,1 % jusqu'en 2030. Il s'agit d'une croissance plutôt importante pour un secteur apparemment de niche.
Potentiel du marché
En effet, les données semblent soutenir ce potentiel de croissance ; une étude de 2013 a révélé que plus de la moitié des consommateurs de bière européens choisiraient de préférence une bière sans alcool si la sensorialité était comparable à celle d'une bière forte. Une étude similaire menée en 2018 a révélé que le plus grand groupe démographique de consommateurs de bière aux États-Unis (les 25-34 ans) considérait la forte teneur en alcool comme un élément négatif, 54 % de ce groupe démographique cherchant à réduire la consommation d'alcool en général tout en désirant consommer de la bière. Au Moyen-Orient et en Afrique du Nord, la bière non alcoolisée constituait 42 % (1,6 million d'hL) de la part du marché régional de la bière en 2017.
Bien que les bières légèrement alcoolisées soient consommées depuis des siècles, le discours moderne sur la bière non alcoolisée a sans doute commencé au début du XXe siècle, conséquence directe de la promulgation de la prohibition aux États-Unis. Ce que nous considérons comme une "bière non alcoolisée" ou une "bière à faible teneur en alcool" (alias NABLAB) peut varier selon le pays d'origine, mais la définition généralement (et arbitrairement) acceptée sur les marchés européens et américains définit la bière non alcoolisée comme contenant moins de 0,5 ° d'alcool et la bière à très faible teneur en alcool comme ayant 0,5 à 4,0 ° d'alcool. Compte tenu du potentiel de croissance et de la valorisation de ce secteur du marché, la recherche et le développement industriels sont justifiés. Le véritable défi consiste à produire une bière qui contribue à la croissance de ce marché.
Approche technique
La production d'une NABLAB vraiment savoureuse nécessite différentes stratégies de production, dont la plus courante consiste à retirer physiquement l'éthanol après la fermentation. Mais pour de nombreuses petites brasseries, la principale stratégie consiste à réinventer la roue en produisant des versions organoleptiques identiques (ou presque identiques) de la bière alcoolisée. Pour y parvenir, il faut combiner des contrôles physiques (par exemple, rectification, osmose inverse, extraction par fluide supercritique) et des contrôles biologiques (par exemple, organisme fermentaire, contrôle des recettes, arrêt de la fermentation), qui ont tous deux leurs avantages et leurs inconvénients.
Chez Lallemand, nous cherchons à améliorer et à développer les contrôles biologiques nécessaires pour maintenir et développer les profils d'arômes et de saveurs désirés tout en minimisant la production d'éthanol. L'approche biologique représente une intervention physique minimale et ne nécessite pratiquement aucune modification des équipements de la brasserie. infrastructures existantes. Le plus grand avantage de l'approche biologique est qu'elle est rentable à plus petite échelle.
Focus sur les Bonnes pratiques :
Le moût de brasserie contient des sucres fermentescibles de faible et moyen poids moléculaire et des sucres non fermentescibles de poids moléculaire élevé. Si toutes les souches de levure de brasserie sont capables de fermenter les sucres de faible poids moléculaire comme le glucose, la capacité à fermenter les sucres de poids moléculaire moyen comme le maltotriose varie selon la souche de levure. La fermentabilité du moût est réduite en optimisant les conditions d'empâtage pour minimiser le niveau de sucre fermentable et maximiser le niveau de maltotriose et de dextrine non fermentable dans le moût.
La production d'alcool est encore limitée par l'utilisation d'une souche de levure incapable de métaboliser le maltotriose, comme la LalBrew Windsor™ et la LalBrew London™. Cette méthode produit des bières à faible teneur en alcool en créant un moût de faible fermentabilité. Elle utilise une méthode combinée d'empâtage à haute température, de gravité initiale basse et de fermentation à l'aide d'une souche de Saccharomyces cerevisiae qui ne métabolise pas le maltotriose pour limiter la production d'alcool. Dans ce cas les levures LalBrew Windsor™ ou LalBrew London™
Procédure recommandée pour les faibles taux d'alcool
1 - Brassez avec un malt pale à une température initiale comprise entre 82-86°C (180 -187 ° F) (des essais à des températures plus basses peuvent être nécessaires selon les malts).
2 - Visez une faible densité initiale entre 1.020 - 1.027 (5.1-6.8°P).
3 - Procédez à la filtration comme d'habitude, mais assurez-vous que le pH et la gravité restent dans les limites normales de brassage. (5.1-5.4) Des ajouts d'acide peuvent être nécessaires.
4 - Faites bouillir comme d'habitude, en veillant encore une fois à maintenir des niveaux de pH normaux. Il est également possible d'ajouter du lactose à ce stade pour augmenter la sensation en bouche.
5 - Fermentez en utilisant une souche de levure négative au maltotriose comme les levures LalBrew Windsor™ et LalBrew London™ pour diminuer le rendement potentiel en alcool.
Points importants à prendre en compte
- Le pH doit être étroitement contrôlé en raison d'un pouvoir tampon plus faible dans un moût de faible gravité. Cela peut être fait avec des ajouts d'acide ou en utilisant un malt acide dans le moût.
- La sensation en bouche peut être améliorée en utilisant du lactose et de l'eau enrichie en chlorure.
- Le houblonnage en cuve d’ébullition doit être réduit au minimum.
- Ce travail a été effectué avec des malts pale dont une grande part de malts spéciaux.
Voir aussi l'article : Micro-Bières à faible teneur en alcool : les bonnes pratiques de brassage






![]()
2015-2024 - BtoBeer