
- Détails
- Catégorie : Conseils et techniques
Qui n'a jamais entendu parler de "biotransformation" ? Aujourd'hui, ce mot s'est répandu dans le monde entier et fait partie du vocabulaire des brasseurs artisanaux. Malgré la complexité de la biotransformation, est-elle vraiment connue et bien comprise ? A-t-elle vraiment un impact sur nos bières ? Et surtout, comment en tirer profit ? Le présent article, de Joan Montasell publié originellement dans Brewer and Distiller International, tentera de répondre à toutes vos questions à ce sujet.
La biotransformation en soi est définie comme "la modification chimique apportée par un organisme à un composé". Bien que ce terme soit couramment utilisé en pharmacologie et en toxicologie, du point de vue du brasseur, il fait référence à l'interaction de deux ingrédients utilisés dans le brassage : la levure et le houblon. Le rôle de ces deux ingrédients dans la biotransformation sera abordé en détail, ainsi que l'utilisation d'enzymes exogènes pour influencer l'arôme et la saveur du houblon dans la bière.
Le rôle du houblon dans la biotransformation
Il est bien connu que le houblon est essentiel dans la production de la bière, principalement en raison de sa contribution à l'arôme et à l'amertume. Outre l'eau, la cellulose et diverses protéines, la composition chimique du houblon comprend des tanins (polyphénols), des résines de houblon et des huiles de houblon, chacun déterminant le profil organoleptique de la bière obtenue (tableau 1).
- Les polyphénols du houblon : Les polyphénols jouent également un rôle important dans le processus de brassage en raison de leur contribution au trouble non biologique (interaction protéine-polyphénol). Bien qu'ils soient également présents dans le malt, ils représentent jusqu'à 4 % du poids total des cônes de houblon séchés. Leur teneur dépend de la variété de houblon, de la zone de culture, de la technique de récolte et du degré de vieillissement [2].
- Résines de houblon : Les résines de houblon, ainsi que les huiles essentielles, se trouvent dans les glandes de lupulines du cône de houblon femelle. Elles sont principalement composées de résines dures et de résines molles, où se trouvent les acides amers. D'une manière générale, l'amertume est l'un des goûts les plus particuliers qui est associé à la bière, principalement en raison des molécules isomérisées d'acides α formées lors du processus d'ébullition du moût, appelées iso-α-acides.
- Huiles de houblon : La quantité d'huiles essentielles présente dans le houblon est très faible, mais leurs contributions au profil aromatique de la bière sont significatives. Cela est dû au faible seuil sensoriel des composés volatiles, notamment des thiols (groupe sulfuré des huiles de houblon), qui sont détectés à de très faibles concentrations. Le houblon séché contient entre 0,5 % et 3 % p/p d'huile, selon les variétés [2]. Ces huiles sont présentes dans une composition complexe comprenant jusqu'à 1 000 composés, tous issus d'un large éventail de classes chimiques [3]. Les huiles de houblon sont classées en trois groupes : fraction hydrocarbonée, fraction oxygénée et fraction soufrée [2]. Le linalol, un alcool monoterpénique de la fraction oxygénée, est considéré depuis quelques années comme un indicateur clé de l'arôme de houblon dans la bière [4]. Néanmoins, l'arôme et la saveur du houblon dans la bière ne doivent pas être attribués ni associés à une seule substance, car ils sont le résultat des interactions de nombreux composés et des synergies entre eux. Selon Takoi et al. (2010), les huiles de houblon telles que le géraniol et le β-citronellol affectent l'arôme global lorsque le linalol est présent en excès, créant un effet synergique contribuant de manière significative à une saveur fruitée et citronnée plus perçue dans la bière [5].
Le houblon contient un autre composé, le glycoside, qui joue également un rôle important dans la biotransformation. Par définition, les glycosides sont des molécules dans lesquelles une molécule de sucre est liée de manière glycosidique à une autre molécule. Dans la nature, on les trouve couramment dans les plantes et, en termes biologiques, ils jouent de nombreux rôles dans les organismes vivants, comme le stockage des produits chimiques ou même le transport des hydrates de carbone dans la plante et leurs libérations par hydrolyse. En brasserie, les glycosides dérivés du houblon sont principalement formés d'un alcool monoterpénique et d'un hydrate de carbone qui, à l'état combiné, constituent une molécule sans arôme et sans goût sucré. En outre, les composés aromatiques du houblon liés aux glycosides sont considérés comme contribuant à l'arôme du houblon dans la bière [6].
Depuis 2009, on observe une nette tendance à la croissance des variétés aromatiques plutôt que des variétés à alpha élevé, qui ont diminué au cours des dix dernières années, comme le montre la figure 1. En outre, les taux de houblon élevés ont augmenté au cours de la dernière décennie, ce qui suggère que l'arôme du houblon dans la bière est un attribut considéré comme très intéressant [8]. Cette forte demande de variétés de houblon aromatique, parmi d'autres facteurs de production, a conduit les brasseurs à rechercher des moyens nouveaux et innovants pour renforcer l'arôme et la saveur du houblon. En d'autres termes, la biotransformation du houblon peut devenir une solution potentielle pour optimiser l'utilisation du houblon en changeant la proportion de composés aromatiques spécifiques et, par conséquent, en modifiant la diversité des saveurs et des arômes de la bière.
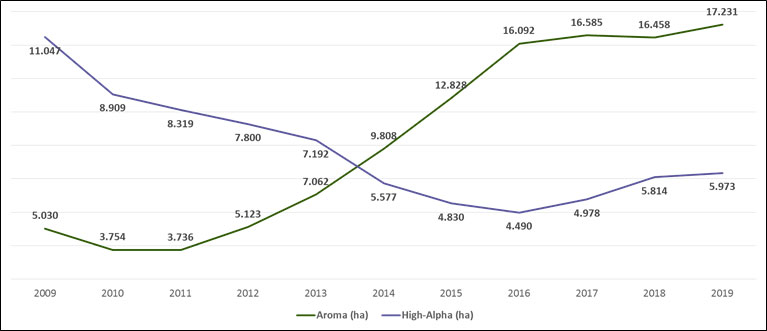
Figure 1. Évolution du marché du houblon de 2009 à 2019 [7].
Le rôle de la levure dans la biotransformation
Sans levure, pas de bière. Ce micro-organisme est responsable de la transformation du moût en bière, un processus biochimique au cours duquel se produit la fermentation alcoolique, ainsi que la libération de dioxyde de carbone (CO2) et des composés aromatiques. Cependant, la levure est bien plus que cela. En 2003, King et Dickinson ont découvert pour la première fois une nouvelle biotransformation des composés du houblon par les levures qui avait un impact significatif sur la formation de l'arôme [9]. En outre, la levure est responsable d'une série de réactions modifiant la structure des alcools monoterpéniques pendant la fermentation, ce qui montre à quel point la biotransformation est complexe et diversifiée (figure 2). Selon Liu (2015), la biotransformation des terpènes oxygénés expliquerait au moins partiellement les différences d'arômes houblonnés entre le houblon brut et la bière finie, ainsi que certains autres volatils présents dans la bière [10]. Une étude plus récente de Sharp et al. (2017), a également conclu que les levures de brasserie (Saccharomyces spp.) présentent un éventail plus large de capacités d'hydrolyse des glycosides que ce que l'on pensait auparavant. D'autres études ont révélé l'importance de la levure dans la biotransformation, sur la base de la catalyse des liaisons glycosidiques dans la production de bières houblonnées [10] [11] [12] [13] [21].
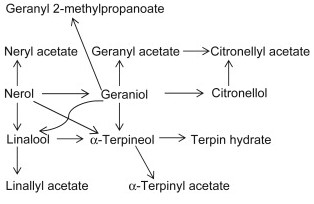
Figure 2. Processus proposés pour la biotransformation des terpénoïdes par les levures [10].
Pendant la fermentation, où les cellules sont très actives, la levure sécrète naturellement des enzymes β-glucosidases de manière extracellulaire, celles-ci étant responsables de la réaction d'hydrolyse. La figure 3 montre le mécanisme de segmentation d'un composé non aromatique en un glucose et un linalol, permettant d'obtenir des composés plus aromatiques et des sucres fermentescibles dérivés d'une molécule de lynalyl glycoside.

Figure 3. Hydrolyse du glycoside de lynalyl libérant un sucre fermentescible et un terpène [14].
La libération des terpènes à partir des glycosides n'est pas la seule interaction entre la levure et le houblon, il existe d'autres exemples comme indiqués ci-dessous :
- L'estérification : Par définition, les esters sont une liaison entre un acide carboxylique et un alcool. Des études ont montré que la levure possède une activité estérase, ce qui entraîne l'estérification d'un certain nombre de composés du houblon. Par exemple, le géraniol et le citronellol, que l'on trouve naturellement dans le houblon, sont transformés en leurs formes acétates, l'acétate de géranyle et l'acétate de citronellyle, respectivement [9].
- Les thiols : Également connus sous le nom de mercaptans, les thiols sont une famille de composés aromatiques naturellement présents dans le houblon, soit libres, soit sous la forme de précurseurs inodores non volatils, qui peuvent être libérés par l'enzyme β-lyase. De nos jours, ils gagnent en popularité en raison de leur contribution à l'arôme de la bière, malgré leur faible concentration (moins de 1% des huiles de houblon), ainsi que le faible seuil de perception (parties par trillion ou ng/L). Comme l'a déclaré le professeur Shellhammer, "les thiols sont 10 000 fois plus puissants que le géraniol, mais ils ne sont présents dans le houblon qu'en quantités infimes" [15]. Les trois molécules thiol les plus abondantes en brasserie sont le 3SH (3-sulfanyl-hexan-1-ol, également connu sous le nom de 3MH), qui donne des notes d'agrumes et de pamplemousse, sa forme acétate 3SHA (également connue sous le nom de 3MH-A), qui donne des notes de fruit de la passion et le 4MSP (4-méthyl-4-sulfanylpentan-2-one, également connu sous le nom de 4MMP), qui est responsable de l'arôme de cassis [16].
Au cours de la fermentation, la levure Saccharomyces cerevisiae est capable d'absorber et de segmenter les précurseurs pour libérer les thiols libres, comme la 4MSP, grâce à l'activité β-lyase (Figure 4). De plus, les levures ont différentes capacités à révéler les thiols volatils en fonction de leur fond génétique et de leurs activités enzymatiques correspondantes [17]. Les thiols sont bien connus dans la recherche sur le vin depuis des décennies par rapport à la bière, ce qui reflète que davantage d'études sont nécessaires pour comprendre leur grand potentiel dans l'arôme de la bière.
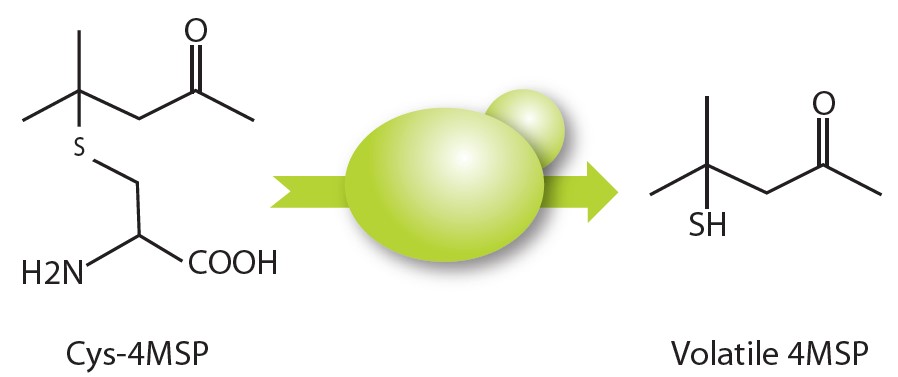
Figure 4. Exemple de conversion d'un précurseur inodore en un thiol volatil par une levure [17].
Autres interactions : Les interactions entre la levure et le houblon peuvent également entraîner des effets indésirables, qui dépendent principalement du régime de houblonnage à sec pendant la fermentation. L'ajout de houblon en post-fermentation est pratiqué dans de nombreuses brasseries, mais les levures ne peuvent alors pas contribuer à la biotransformation. Un bref résumé des considérations relatives à la durée du houblonnage à sec est présenté dans le tableau 2. Parfois, la biotransformation peut être confondue avec une autre interaction entre la levure et le houblon, connue sous le nom d'effet de "hop creep". Ce phénomène est essentiellement décrit comme la refermentation observée dans une bière entièrement atténuée après un houblonnage à sec, et ses premières études ont été publiées en 1893 par Brown et Morris. Comme détaillé précédemment, des molécules de glucose sont libérées par l'hydrolyse des glycosides, bien que cela ne présente pas de problème du point de vue du brasseur, puisqu'elles sont métabolisées pendant la fermentation. Cependant, l'effet "hop creep" implique également la libération de molécules de glucose par l'action des enzymes amylolytiques, naturellement présentes dans le houblon, qui ont la capacité de dégrader les hydrates de carbone non fermentescibles (matière dextrine) en sucres fermentescibles.
Dans la brasserie artisanale, la plupart des bières ne sont pas filtrées, ce qui signifie qu'il reste des cellules de levure en suspension dans le produit final. Par conséquent, la combinaison de glucose libre et de cellules de levure peut entraîner une fermentation dans une bière conditionnée, ce qui conduit à des bières trop carbonatées, à la présence de diacétyle et à une teneur en alcool plus élevée, ce qui pose un problème de qualité pour les bières houblonnées. Comme l'ont récemment suggéré Stokholm et Shellhammer (2020), plusieurs facteurs peuvent favoriser ou réduire l'effet de " hop creep " afin de surmonter ce problème dans les bières houblonnées à sec, notamment la conception de la recette (composition du moût), la sélection de la souche de levure (hautement ou faiblement floculante), sa suspension pendant le houblonnage à sec, la méthode de houblonnage à sec (temps de contact et température), entre autres [19].
Le potentiel d'interaction entre la levure et le houblon a suscité un intérêt accru ces dernières années, à tel point que certains fournisseurs de levures commerciales se sont efforcés de mieux comprendre la valeur potentielle des souches de levure disponibles dans le commerce pour influencer la biotransformation et avoir un impact sur l'arôme et la saveur de la bière. La figure 5 en est un exemple : des souches de levure de brasserie disponibles dans le commerce ont été caractérisées par leur activité β-glucosidase, par le biais d'un test d'enzyme sécrétée à température ambiante. Néanmoins, il existe également des enzymes associées aux cellules, qui peuvent contribuer à la biotransformation lorsque la levure et le houblon sont en contact pendant la fermentation. En ce qui concerne les souches de fermentation haute ou basse, Sharp et al. (2017) ont conclu que rien n'indique que les levures lager ou ale présentent des activités plus élevées l'une de l'autre [12].
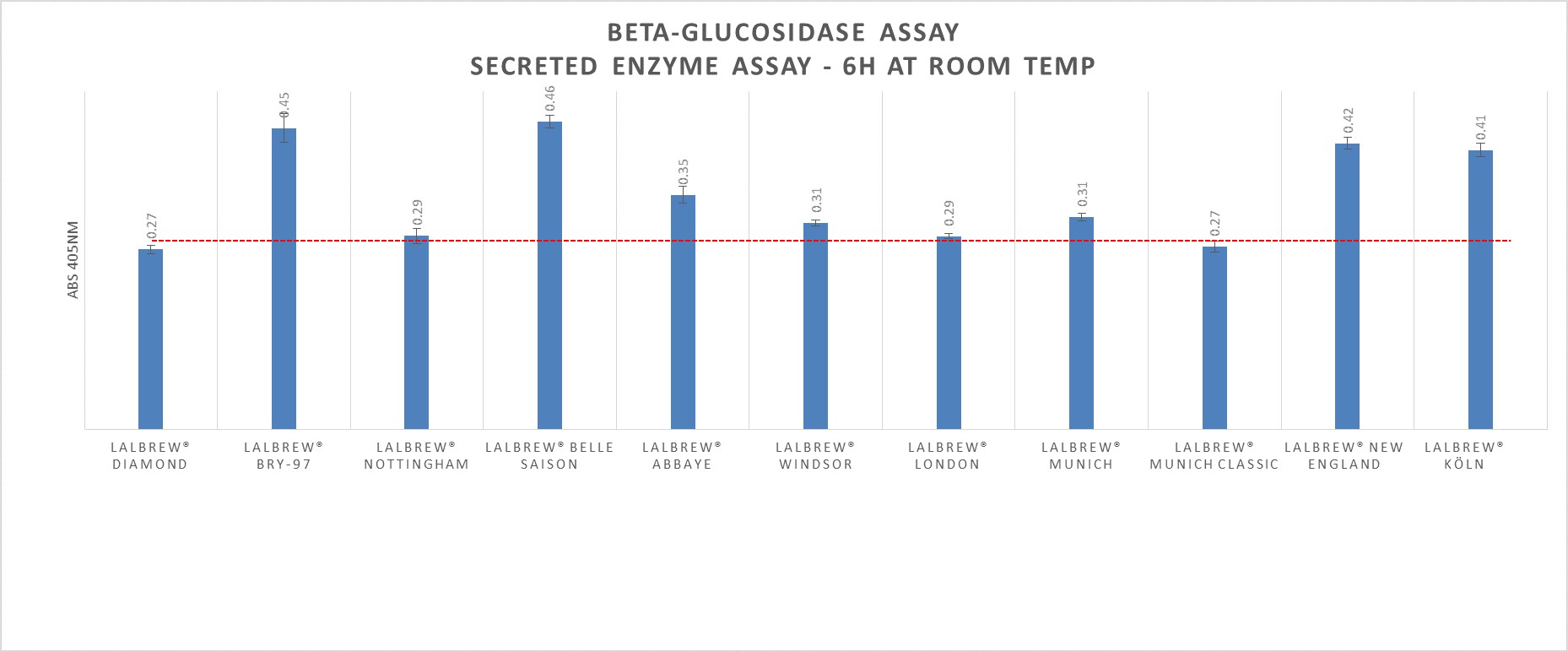
Figure 5. Caractérisation de l'activité β-glucosidase dans les souches de levure de brasserie Lallemand [14].
L'utilisation d'enzymes β-glucosidases exogènes
Dans la même étude menée par Sharp et al, un nombre total de 80 souches de levure ont été testées et classées en fonction de leur capacité à transformer les composés du houblon [12]. Bien que les résultats ne soient pas très encourageants, l'ajout d'enzymes pures a également été étudié, montrant un potentiel de biotransformation plus intéressant que les enzymes sécrétées naturellement par la levure. Se référant à l'une de ses études, Shellhammer rapporte que "l'arôme de houblon représente probablement environ 90% de l'arôme total du houblon dans la bière et que les glycosides n'en représentent probablement que 10%". Cependant, il mentionne également qu'une partie importante de l'arôme du houblon peut être libérée par ces glycosides [15]. Plus récemment, Meiners et Cavanna (2020) ont également testé l'utilisation d'enzymes commerciales, telles que la β-glucosidase et la β-lyase, afin de stimuler la biotransformation des terpènes et des thiols, respectivement [20]. Les résultats ont montré que l'utilisation d'enzymes offre une réelle possibilité de modifier le profil aromatique et/ou gustatif des IPA, même si les recettes doivent être adaptées en fonction des variétés et des quantités de houblon.
Des recherches supplémentaires sont nécessaires pour comprendre la complexité des réactions impliquées dans l'utilisation d'enzymes exogènes et leur impact sur le profil organoleptique de la bière. En outre, il est également important de prendre en compte les nombreux autres facteurs qui pourraient jouer un rôle, tels que la sélection de la souche de levure, l'année de récolte du houblon, la variété et la composition de l'huile, son point d'addition, le temps/la température de contact levure-houblon, entre autres. En résumé, l'univers de la biotransformation est assez fascinant, et la sélection adéquate des souches de levures, des variétés de houblons et de leurs utilisations, ainsi que l'ajout d'enzymes exogènes, offrent aux brasseurs de nouvelles possibilités d'explorer de nouveaux moyens d'obtenir des bières aux goûts et aux arômes exceptionnels.
Article rédigé par Joan Montasell, MSc, Dipl. Brew, Responsable Technico-Commercial Lallemand Brewing Espagne et Portugal, et publié précédemment dans Brewer and Distiller International : https://www.ibd.org.uk/ibd-publications/coffee-break/
Remerciements : Nous remercions l'équipe de Lallemand Brewing pour son soutien sans faille et tout particulièrement Chaz Rice (Mascoma) et Tobias Fischborn (Lallemand R&D) pour leurs contributions.
Table 1. Composition du houblon [1]
|
Composant |
% du poids sec total |
|
Résines |
17 |
|
Huile essentielle |
0.6 |
|
Tannins |
4.5 |
|
Monosaccharides |
2.5 |
|
Pectine |
2.5 |
|
Acides aminés |
<0.2 |
|
Proteines |
17 |
|
Lipides et cire |
3.5 |
|
Cendres |
1 |
|
Cellulose, lignin, etc. |
45 |
Table 2. Effets du dry-hopping en fonction du moment d'ajout.
|
Dry-hopping |
|
|
Début de la fermentation |
Fin de la fermentation |
|
Réduction des huiles de houblon par extraction du CO2 |
Présence plus importante d'huiles de houblon en raison de la diminution du stripping du CO2 (contre-pression) |
|
Arôme de houblon masqué par d'autres composés de fermentation (par exemple, levure POF+) [13]. |
Réduction de l'oxygène dissous par la levure active |
|
Les huiles essentielles sont adsorbées par la membrane cellulaire de la levure et extraites de la bière lors de la floculation. |
Plus grande solubilité des huiles de houblon lorsque la teneur en éthanol augmente. |
Source: based on Sharp et al. (2016) [18].
RÉFÉRENCES
[1] Bamforth, C. W. (2004). Beer: Health and Nutrition (1st Ed.). Wiley-Blackwell Publishing.
[2] Almaguer, C., Schönberger, C., Gastl, M., Arendt, E. K., & Becker, T. (2014). Humulus lupulus - A story that begs to be told. A review. J. Inst. Brew., 120(4), 289-314. doi:10.1002/jib.160
[3] Eyres, G., and Dufour, J.-P. (2009). 22 - Hop essential oil: Analysis, chemical composition and odor characteristics. Editor(s): V. R. Preedy. In Beer in health and disease prevention (239-254). Elsevier Inc. doi:10.1016/B978-0-12-373891-2.00022-5
[4] Hanke, S. (2009). Linalool - A key contributor to hop aroma. MBAA - Global Emerging Issues.
[5] Takoi, K. et al. (2010). The contribution of geraniol metabolism to the citrus flavour of beer: synergy of geraniol and β‐citronellol under coexistence with excess linalool. J. Inst. Brew., 116(3), 251-260. doi:10.1002/j.2050-0416.2010.tb00428.x
[6] Kollmannsberger, H., Biendl, M., & Nitz, S. (2006). Occurence of glycosidically bound flavour compounds in hops, hop products and beer. Monatsschrift fur Brauwissenschaft, 59, 83-89.
[7] Barth-Haas (2019). Hop market update Barth-Haas Group (Last update Nov. 27th 2019).
[8] Lafontaine, S. and & Shellhammer, T. (2019). How hoppy beer production has redefined hop quality and a discussion of agricultural and processing strategies to promote it. MBAA TQ, 56(1), 1-12. doi:10.1094/TQ-56-1-0221-01
[9] King, A. J., and Dickinson, J. R. (2003). Biotransformation of hop aroma terpenoids by ale and lager yeasts. FEMS yeast research, 3, 53-62. doi:10.1016/S1567-1356(02)00141-1
[10] Liu, S.-Q. (2015). Impact of yeast and bacteria on beer appearance and flavour. Editor(s): A. E. Hill. In Brewing Microbiology (357-374). Woodhead Publishing Series in Food Science, Technology and Nutrition. doi:10.1016/B978-1-78242-331-7.00017-4
[11] Takoi, K., Koie, K., Itoga, Y., Katayama, Y., Shimase, M., Nakayama, Y., & Watari, J. (2010). Biotransformation of hop-derived monoterpene alcohols by lager yeast and their contribution to the flavor of hopped beer. Journal of agricultural and food chemistry, 58, 5050-8. doi:10.1021/jf1000524
[12] Sharp, D. C., Steensels, J., & Shellhammer, T. H. (2017). The effect of hopping regime, cultivar and β ‐glucosidase activity on monoterpene alcohol concentrations in wort and beer. J. Inst. Brew., 123, 185-191. doi:10.1002/jib.418
[13] Opstaele, F., De Rouck, G., Janssens, P., & Montandon, G. (2020). An exploratory study on the impact of the yeast strain on hop flavour expressions in heavily hopped beers: New England IPA. BrewingScience. 73, 26-40. doi:10.23763/BRSC20-04OPSTAELE
[14] Lallemand (2017). Best Practices: Biotransformation. Retrieved from www.lallemandbrewing.com/wp-content/uploads/2017/03/LAL-bestpractices-Biotransformation-digital-1.pdf
[15] Bullen, C. (2019, January 2). An uncharted wilderness - Understanding hop compound biotransformation. Retrieved June 6, 2020, from Good Beer Hunting: www.goodbeerhunting.com/blog/2018/12/19/an-uncharted-wilderness-understanding-hop-compound-biotransformation
[16] Hieronymus, S. (2018, Sep 19). The complex case of thiols. Retrieved Jun 7, 2020, from Craft Beer & Brewing Website: www.beerandbrewing.com/the-complex-case-of-thiols
[17] Lallemand (2019). Sauvy™ - The thiolic yeast. Internal communication, Lallemand Oenology.
[18] Sharp, D., Vollmer, D., Shellhammer, T. (2016). Recent advances in controlling flavor and aroma in hoppy beers. Craft Brewers Conference . Philadelphia, Pennsylvania.
[19] Stokholm, A. and Shellhammer, T. H. (2020). Hop Creep - Technical Brief. Brewers Association. Retrieved from www.brewersassociation.org/educational-publications/hop-creep-technical-brief
[20] Meiners, L. and Cavanna, M. (2020). Using exogenous enzymes to boost biotransformation. MBAA TQ, 57(1), 33-36. doi:10.1094/TQ-57-1-0330-01.
[21] Praet, T., Van Opstaele, F., Jaskula-Goiris, B., Aerts, G., & De Cooman, L. (2012). Biotransformations of hop-derived aroma compounds by Saccharomyces cerevisiae upon fermentation. Cerevisia, 36(4), 125-132. doi:10.1016/j.cervis.2011.12.005
Visiter le site Lallemand Brewing
Consulter le catalogue des Levures

- Détails
- Catégorie : Conseils et techniques
Première variété née du programme de recherche mené par le Comptoir Agricole, le houblon Aramis, avec son arôme très fin et sa teneur en acide alpha, se met au service de votre bière à tous les stades du houblonnage.
Origine
Le houblon Aramis est issu d’un croisement entre la variété anglaise WGV (Withbread Golding Variety) et la variété française noble Strisselspalt. Première variété de houblon née du programme de recherche du Comptoir Agricole dans les années 2000, il est commercialisé depuis 2009 et enregistré depuis 2011. Au niveau phénotypique, la plante se caractérise par des cônes plutôt denses et fermes, des rameaux latéraux horizontaux et des lianes plutôt raides, ce qui peut rendre délicate sa mise au fil. Le houblon Aramis est considéré comme tardif, de par son démarrage en végétation et sa floraison : c’est donc l’une des dernières variétés à être récoltées durant la saison. En Alsace, 70 hectares d’Aramis sont cultivés par 33 houblonniers en 2021. Cette variété est également disponible en bio mais elle est très sensible aux maladies, comme le mildiou et l’oïdium, rendant sa production incertaine d’une année sur l’autre.



Propriétés
 |
Composés |
Teneur de l'Aramis |
|
Acides Alpha |
5-8 % |
|
|
Cohumulone |
21.5-21.7% |
|
|
Acides Beta |
3.8-4.5 % |
|
|
Colupulone |
42.1-42.2 % |
|
|
Huiles totales |
1.2-1.6 ml/100 g |
|
|
Myrcène |
40 % |
|
|
Humulène |
21 % |
|
|
Monoterpène |
46 % |
|
|
Sesquiterpène |
54 % |
|
|
Humulène / Caryophyllène |
2.55 % |
|
|
Linalool |
12-16 mg/100g |
A la faveur de ses origines, son arôme est fin avec des notes douces, épicées, légèrement d'agrumes et herbacée, comparable au Strisselspalt. Elle donne des bières fruitées, florales et houblonnées, dues aux sesquiterpénoïdes et grâce à sa haute concentration en linalool. Le profil aromatique d’Aramis est différent et plus complexe qu’un Hallertau Tradition par exemple, ce qui permettra au brasseur de réduire les doses pour obtenir le même résultat d’intensité aromatique.
Son taux d’huiles est 2 fois plus important que le Strisselspalt. Avec un taux d’acides alpha entre 5 et 8% et un taux de cohumulone faible, cette variété permet également une amérisation très agréable et peu longue en bouche, supérieure à celle du Strisselspalt et légèrement supérieure au Triskel, selon des tests effectués.
Utilisation dans la bière
Ce houblon peut s’utiliser dans différents styles de bière de fermentation haute ou basse : pour des Lagers et des Pils, des Pale Ales et IPAs, mais aussi dans des Bières de saison, des Triples Belges ou bien des Porters.
La brasserie Ninkasi l’utilise en aromatique pour sa French IPA, donnant des notes épicées et herbacées qui ont beaucoup de succès : « nous avons voulu élaborer une IPA française en dehors des sentiers battus, en n’utilisant pas des houblons américains fruités habituellement utilisés pour ce type de bière » nous explique David Hubert. Il est ajouté en houblonnage tardif en whirlpool pour capturer le maximum d’arômes en complémentarité du Mistral.
Romain Flesch des Bières du Donjon l’utilise presque dans toutes ses bières : blonde, blanche, ambrée, brune, IPA, blanche à la rose, quintuple, triple, stout et cerise. Dans les IPAs, l’Aramis est ajouté en dry hop comme amérisant, en complément du Triskel en aromatique. Il est également complémentaire au Strisselspalt dans d’autres bières. Les flaveurs obtenues vont des fruits blancs aux agrumes, tout en donnant un arôme un peu vert.
L’Aramis est aussi utilisé dans une bière belge très renommée, l’Orval, comme amérisant, en complémentarité des houblons Hallertau Tradition et Tomahawk.




En Suisse, Stefan Jakob de la brasserie Père Jakob, l’utilise en amérisant, en cuisson et houblonnage à cru. Il le trouve très complémentaire au Triskel, « le caractère du Triskel s'efface s’il est utilisé avec des houblons plus aromatiques tels que le Comet ou le Cascade ».
Nicolas Sanchez de la Brasserie Loro l’utilise quant à lui en aromatique dans sa bière Blonde. « Nous recherchons des notes houblonnées plutôt fruitées et herbacées, tout en gardant l'expression du corps malté de la bière. L'Aramis apporte ces flaveurs tout en finesse. Dans notre blonde, il est associé au Barbe Rouge en aromatique» nous explique-t-il.
L’Aramis est ainsi un houblon polyvalent qui vous aidera à atteindre vos objectifs en amertume ou en aromatique, tout en étant très complémentaire à d’autres houblons comme le Triskel, le Barbe Rouge ou bien le Strisselspalt. A tester donc en urgence, si vous ne l’avez pas encore fait !
![]() Consultez la fiche de l'Aramis sur le catalogue
Consultez la fiche de l'Aramis sur le catalogue
![]() Voir sa disponibilité sur le site Hop France
Voir sa disponibilité sur le site Hop France
Liens Brasseries
http://www.lesbieresdudonjon.fr
https://www.ninkasi.fr/
https://www.biereloro.fr/
http://www.perejakob.ch/
https://www.orval.be
V.F.

- Détails
- Catégorie : Commercialisation & Services
Dossier Labels Partie 2
En 2022, la règlementation sur le bio évolue : l’occasion de faire un point sur ce label et d’autres certifications engagées. Les certifications peuvent être un atout pour une brasserie afin de s’inscrire dans une démarche de développement durable et de mettre en avant ses engagements environnementaux et sociétaux auprès de ses clients, mais aussi pour accéder aux réseaux de distribution comme les magasins bios ou locaux, dont les ventes ont explosé durant les derniers confinements. Si les labels bios les plus connus sont publics, d’autres labels privés ont également une démarche pertinente.
Agriculture Biologique AB - Nature et Progrès - Demeter - Autres labels engagés RSE - Labels géographiques
Les Labels officiels bios Agriculture Biologique (AB)

On les aperçoit le plus souvent côte à côte sur les produits bios : le label français Agriculture Biologique (AB), créé en 1985, et celui européen, arrivé avec les premiers règlements de la communauté dans les années 90. Ils garantissent le respect de l’environnement. Leurs critères sont alignés depuis 2009 et le label bio européen a pour vocation de se substituer, à terme, à celui national. Le logo français AB est d’ailleurs facultatif. S’ils cohabitent encore, c’est que leurs notoriétés auprès du grand public ne sont pas les mêmes : si 98% des français identifient le logo français AB, ils ne sont que 65% à reconnaître le logo européen, « Eurofeuille », en 2020, selon une étude de l’Agence française pour le développement et la promotion de l'agriculture biologique (dite Agence Bio). Le logo européen est pourtant un peu plus informatif, puisqu’il précise l’origine de la matière première agricole, UE ou non UE, et donne le code de l’organisme certificateur.
La certification bio reposait jusqu’alors sur les règlements cadres européens n°884/2007 et d’application n°889/2008.
Pour faire certifier ses bières en bio, il faut qu’au moins 95% des ingrédients soient bios. Chaque fournisseur doit ainsi vous fournir un certificat ainsi qu’une attestation garantissant le non-OGM et la non-ionisation. Cependant, certains ingrédients non bios sont autorisés s’ils ne sont pas disponibles en bio. Ils figurent dans la liste du règlement européen (n° 889/2008, annexe IX). On y retrouve, par exemple, la noix de colas ou les graines de raifort. Il faut également être vigilent à la qualité de son eau, en réalisant des contrôles annuels.
Jusqu’à présent, les brasseurs pouvaient obtenir des dérogations pour des ingrédients non disponibles en bio, comme le houblon (toutefois, l'étiquetage doit faire apparaître la liste de toutes les variétés de houblons en indiquant celles qui sont biologiques et celles non biologiques). Le nouveau règlement européen n°2018/848, entrant en vigueur en 2022, supprime cette possibilité. Autre modification du règlement en 2022 concernant l’étiquetage : en cas d’utilisation d’arômes, il faudra préciser la source : « arôme de xyz » au lieu de « arôme naturel ». Ce qui est paradoxal dans le cas de la bière où la liste des ingrédients n’est pourtant pas obligatoire, même si à la rédaction nous sommes pour qu’elle le soit.
!!! Attention : La nouvelle liste des ingrédients non disponibles en bio autorisés à partir de 2022 n’est toujours pas disponible à ce jour. Des dérogations exceptionnelles pourraient également apparaître pour le houblon, avec la mise en place éventuelle d’une période de transition de 2 ans. Tout ceci est au conditionnel : il faudra donc veiller à ces nouveaux règlements d’ici la fin de l’année et/ou vous rapprocher de vos organismes certificateurs. Nous mettrons donc à jour cet article prochainement.
Au niveau de la production, du stockage et de la fabrication, les produits bios doivent être séparés du non-bio. Des nettoyages doivent être effectués en cas de matériel à usage mixte pour éviter toute contamination, ce qui ne change pas trop le quotidien des brasseurs habitués à passer la plus grande partie de leurs temps à nettoyer. La problématique se retrouvant dans les brasseries étant celle de la place disponible et de la concomitance des brassins, beaucoup de brasserie choisissent alors de produire uniquement dans un unique mode : bio ou conventionnel. Peu ont une production mixte. Des fonds régionaux peuvent vous soutenir dans la transformation de votre activité en bio.
Par ailleurs, vous pouvez utiliser les céréales et le houblon que vous auriez éventuellement cultivés par vous-même, mais il faudra démontrer que vous avez respecté les normes bios.
Dans chaque région, des organismes certificateurs agréés par l’INAO (Institut NAtional de l’Origine et de la qualité) devront auditer la conformité de vos recettes et de vos process afin d’obtenir le label, et reviendront vérifier régulièrement le respect des règles. En moyenne, le délai est d’un mois et demi entre l’audit et la certification. A noter que ces organismes proposent régulièrement des formations sur le bio poru les brasseries.
En 2019, la bière bio a connu une augmentation des ventes de 24%. Début 2021, on comptait 450 brasseries en France produisant uniquement des bières biologiques.
Règlement UE 889/2008 : https://eur-lex.europa.eu/legal-content/FR/TXT/?uri=celex%3A32008R0889
Règlement UE 2018/848 : https://eur-lex.europa.eu/legal-content/FR/TXT/?uri=CELEX%3A32018R0848
Déclaration et Liste des organismes certificateurs : agencebio.org
Le label Nature et Progrès, biodynamie et RSE

Nature et Progrès est une association pionnière, créée en 1964, ayant originellement pour but la promotion du développement de l'agrobiologie et de la biodynamie, en France et en Belgique. Nature et Progrès a élaboré le premier cahier des charges de l'agriculture biologique en 1972, conduisant aux premières attributions des mentions Nature et Progrès en 1973. En 1986, les pouvoirs publics français homologuent le cahier des charges de Nature et Progrès comme cahier des charges officiel de l’agriculture biologique. Par la suite, ce label prendra ses distances avec le label bio, qui ne prend en compte que les pratiques respectueuses de l’environnement, afin de défendre une vision plus globale qui intègre des aspects sociaux et économiques. Il se définit aujourd’hui comme étant engagé dans l’agroécologie paysanne, « système où l’homme utilise la biodiversité et la nature pour produire une alimentation saine, nutritive et diversifiée pour tous, permettant la sécurité et la souveraineté alimentaire des peuples. ». Les brasseries peuvent bénéficier de ce label depuis 2013.
Les grandes différences avec le label bio se situent ainsi dans les volets socio-économiques et environnementaux globaux qui ne sont pas pris en compte dans la certification AB : conditions de travail décentes, circuits courts privilégiés, activités à taille humaine, entraide, échanges, lien social encouragé, limitation de la mécanisation et de la technologie, respect de la saisonnalité, gestion durable des biens communs (eau, énergie, sol), écoconstruction préconisée, réduction des déchets, des rejets et des emballages. N&P se veut ainsi garantir des produits éthiques et équitables, qui font vivre dignement les producteurs, et visent à des relations commerciales solidaires.
Les brasseries qui souhaitent bénéficier du label doivent ainsi s’engager dans la charte des valeurs Nature et Progrès et respecter un cahier des charges très précis : qualité des matières premières, origine et qualité de l’eau, fermentations, augmentation du titre alcoométrique, produits de traitement, matériel de brasserie et procédé de brassage, hygiène et gestion de l’eau, et gestion de l’énergie. Elles seront contrôlées par les consommateurs et professionnels adhérents de l’association. En 2021, ce sont 44 brasseries qui sont labellisées N&P.
Le cahier des charges N&P est téléchargeable ici : https://www.natureetprogres.org/les-cahiers-des-charges-2/
Le label Demeter, l'origine des labels de biodynamie

Demeter est la plus ancienne certification en biodynamie en Europe. Créée en Allemagne en 1932, elle se base sur la vision anthroposophique de la nature, développée par Rudolf Steiner. Demeter est aujourd’hui présent dans 60 pays. En France, cette labellisation est utilisée par plus de 1000 producteurs agricoles, dont des vignobles. Si trois brasseries françaises ont été certifiées Demeter par le passé, dont la brasserie Sulauze qui a participé à la rédaction du premier cahier des charges, plus aucune ne l’est actuellement, contrairement à d’autres pays comme l’Allemagne, l’Autriche ou la Suisse. Guillaume de la brasserie Sulauze nous a expliqué l’arrêt de cette labellisation par la difficulté à faire produire ou à trouver du malt produit selon les principes Demeter, puis par le changement d’organisme certificateur qui ne certifiait pas ce label.
Pour obtenir la certification Demeter, il faut d’abord être certifié bio et respecter les valeurs,- écologie, développement humain, création de valeur économique, relations sociales et impact cosmique et spirituel-, et le cahier des charges de production, transformation et étiquetage de l’organisme. Le principe de base pour la bière est qu’elle doit être produite selon “l’art traditionnel de brassage”, privilégiant des matériaux issus eux-mêmes de processus naturels. Par exemple, l’eau doit provenir d’une eau souterraine, la moins polluée possible, les houblons en cône sont à privilégier (les pellets 90 sont tolérés, mais les pellets 45 et les extraits sont interdits). Le conditionnement doit être fait dans des bouteilles en verre et des fûts/tonneaux en acier inoxydable ou en bois, les canettes sont proscrites. D’autres principes généraux incluent le respect du calendrier lunaire ou la dynamisation de l’eau. Le contrôle est effectué annuellement. Ce label pourrait être adopté par des Fermes Brasseries faisant de la micro-malterie.
Cahier des charges : https://www.demeter.fr/wp-content/uploads/2020/07/Cahier-des-charges-Demeter-Production-et-Transformation-2020.pdf
D’autres labels bios existent en France mais ne concernent pas la bière. On les retrouve par exemple dans le vin : Biodyvin, Terra Vitis, label HVE pour Haute Valeur Environnementale, Bioentreprisedurable (BIOED) ou bien Biocohérence dont le cahier des charges interdit la vente en grande distribution afin de développer la vente directe et les réseaux spécialisés bio.
Autre : Le logo épi-barré, pour les produits sans gluten
![]()
Créé par l'Association Française Des Intolérants Au Gluten (AFDIAG). Pour apposer ce logo, les entreprises doivent faire analyser tous les ans chaque produit porteur du logo par un laboratoire et faire auditer leur site de fabrication au Standard AOEC. Les produits doivent avoir une teneur en gluten inférieure à 20 mg/kg
Site de l'AFDIAG : https://www.afdiag.fr/au-quotidien/le-logo-epi-de-ble-barre/
Autres Labels engagés
De nouveaux labels engagés sont en train de se mettre en place, tant au niveau environnemental que sociétal, inspirés notamment du label B-Corp :
Le label Bio. Français. Equitable

Nouveau venu en 2021, ce label créé par la FNAB (Fédération Nationale d'Agriculture Biologique des régions de France), veut aller plus loin que le label Bio pour les producteurs et les agriculteurs. Par le maintien et le développement du patrimoine environnemental, la construction de filières basées sur la coopération et la transparence, la relocalisation des approvisionnements et des circuits de distribution, et le maintien d'un tissu de fermes diversifiées, le label Bio. Français. Equitable veut assurer la pérennité et couvrir les besoins fondamentaux des producteurs et de leur famille par des prix justes.
Le label Agri Ethique

Depuis 2013, le premier label du Commerce équitable et français, ayant pour objectifs de Garantir une juste rémunération pour les agriculteurs, de Préserver l'emploi local, d'Agir pour l'environnement et le bien-être animal. L'organisme est certifié par Certipaq. Le label s'adresse aux coopératives, aux exploitations agricoles mais aussi aux boulangeries et aux brasseurs. La brasserie La Coopine de Vendée est l'une des premières brasseries à être certifiée.
Lien : https://www.agriethique.fr/le-label/
Le label Entreprise à mission
![]()
Les entreprises peuvent depuis la loi PACTE de 2019 inscrire une « mission » dans leur statut. Celle-ci se définit par une raison d’être et des engagements sociaux et environnementaux qui sont contrôlés par audit tous les 2 ans. La brasserie Deck et Donohue est la première à mettre en place cette labellisation par des actions « valorisant des modes d'approvisionnement, de production et de consommation responsables et durables » dont voici, pour exemple, les objectifs :
1. Soutien à la transition agroécologique, valorisation des filières locales, empreinte environnementale de production minimisée ; 2. Croissance partagée : transparence, formation, responsabilisation, partage de la valeur avec notre équipe ; 3. Promotion d’une consommation saine et responsable, génératrice de plaisir, de lien social et de questionnement ; 4. Travail de sensibilisation aux enjeux environnementaux et sociaux auprès de l’ensemble de son écosystème.
Lien : https://www.entreprisesamission.com/
Le label Entrepreneurs Engagés (PME+)

Le Label PME+, entreprises éco-responsables et citoyennes, s’adresse aux TPE, PME ou ETI françaises ou européennes ayant une démarche RSE, qui sont dirigées par des entrepreneurs présents au capital. Elles doivent disposer d’une filiale en France (pour les entreprises européennes) , facturer, payer des impôts et créer des emplois sur le territoire français. L’entreprise doit être attachée à des pratiques éthiques et responsables et être fournisseur de la GD (grande distribution), RHD (restauration hors domicile), GSS (grande surface spécialisée), circuits spécialisés, e-commerce. Ce label est soutenu par les grandes enseignes et la RHD. Ce label est porté par la Fédération des Entreprises et Entrepreneurs de France (FEEF).
La brasserie Castelain est labellisé PME+ et est engagée sur plusieurs points : Emballage/Recyclage avec une consigne appliquée au niveau local, tri et revalorisation des déchets ; un sourcing responsable avec des contrats de fournitures pluriannuels et un approvisionnement local dès que possible ; Alimentation et Santé avec un étiquetage complet détaillant tous les ingrédients ; un Engagement sociétal et une Qualité de vie au travail avec la mise en place d'une politique de bien-être au travail et travail à l’ergonomie.
Lien : https://www.label-pmeplus.fr/le-label/
Les Labels Géographiques

La règlementation concernant le lieu de production de la bière oblige à indiquer ce dernier sur l’étiquette. Certains labels peuvent éventuellement améliorer la reconnaissance de la provenance que ce soit pour une commercialisation locale ou même internationale, au delà des appellations d’origine (IGP : Indication Géographique Protégée ; AOP : Appellation d’Origine Protégée ; AOC : Appellation d’Origine Contrôlée ; STG : Spécialité Traditionnelle Garantie) qui ne concernent pas encore la bière française, même si le Collège Culinaire de France aimerait mettre en place certaines appellations. A noter qu’en Europe, la bière Tchèque ou de Munich ont obtenu une IGP, et que certaines bières belges sont STG : Gueuze, Vieille Gueuze, Kriek, Vieille Kriek et Faro (peut-être pour échapper à la taxe Premix...)
La mention d'origine permet de mettre en valeur les producteurs locaux, elle fait partie également des stratégies de marque et influence leur story-telling. Presque chaque région en possède au moins une : Fabriqué à Paris , Alsace, Sud-Ouest, Made in Jura, Produit en Bretagne, Sud de France, Saveur du Tarn, Saveurs de Normandie, de Lozère, Produit en Nouvelle Aquitaine, Nou la Fé (Produit à la Réunion)… Ces labels sont des « marques collectives », des « marques de garantie », ou bien des « marques collectives communautaires », régis par le règlement (CE) n° 207/2009.
Depuis 2019, en France, la loi Pacte relative à la croissance et la transformation des entreprises distingue deux types de « marques collectives » :
La marque collective qui remplace l’ancienne « marque collective simple », et qui distingue les produits ou les services, des personnes autorisées à utiliser la marque en vertu de son règlement d’usage. Cette marque ne peut être déposée que par une personne morale représentant des fabricants, des producteurs, des prestataires de services ou des commerçants, ainsi que toute personne de droit public.
La marque de garantie qui remplace l’ancienne « marque collective de certification » et qui distingue les produits ou services pour lesquels la matière, le mode de fabrication ou de prestation, la qualité, la précision ou d’autres caractéristiques sont garanties. Cette marque peut être déposée par toute personne physique ou morale n’exerçant pas une activité ayant trait à la fourniture des produits ou services garantis.
La marque collective européenne assure quant à elle une protection à l’échelle de l’Union Européenne. Elle permet d’enregistrer des signes ou indications pouvant servir à désigner la provenance géographique.
Au niveau national, il est possible d’apposer la mention Fabriqué en France / Made in France (MIF), régie par les règles d’origine non préférentielles européennes. Le produit prend alors l’origine du pays où il a subi sa dernière transformation substantielle.
![]()
Cette mention reste floue quant à l’origine des matières premières, d’où l’apparition d’une marque collective privée : Origine France Garantie (OFG) qui est certifiée. Le label OFG peut être obtenu sous deux critères cumulatifs : le produit prend ses caractéristiques essentielles en France et entre 50% et 100% du prix de revient unitaire est français.

Lien : http://www.originefrancegarantie.fr
Nous reviendrons dans la prochaine partie du dossier sur les marques collectives propres aux Brasseurs : Brasseur indépendant, Profession Brasseur, …
Mettre en place une labellisation est une démarche sur le long terme qui peut requérir une transformation presque totale de son processus de fabrication. La philosophie sous-jacente est dans la lignée des engagements de développement durable et des attentes de la nouvelle filière artisanale et de son public. Une des problématiques principales vient de l’approvisionnement en matières premières bios et/ou locales, souvent importées, même si les producteurs français augmentent leur surface chaque année, à l’image d’Hop France avec le houblon bio en Alsace, ou Les Maltiers, avec des malts provenant d’orges régionaux. Si le débat « bio importé versus bilan Co2 » est toujours d’actualité, il va aussi dans le sens d’une démarche holistique de développement durable, de production et d’achat local et national. Avec l’accroissement de la concurrence, des doubles certifications peuvent être un atout pour se démarquer et mieux se faire distribuer.
Vincent F.
Partie 1 : Les Concours de Bières en France et dans le Monde
Références :
https://www.agencebio.org/wp-content/uploads/2021/03/Rapport-de-resultats-Barometre_Agence-Bio_Spirit-Insight-Edition-2021_mars.pdf
https://fr.wikipedia.org/wiki/Agriculture_biodynamique
https://deck-donohue.com/notre-mission
https://www.inao.gouv.fr/Les-signes-officiels-de-la-qualite-et-de-l-origine-SIQO
https://www.entreprises.gouv.fr/fr/industrie/politique-industrielle/made-france

- Détails
- Catégorie : Conseils et techniques
Microbrasseries et microdistilleries possèdent de nombreux liens communs :
- Le travail des céréales
- Le savoir-faire lié au travail lors du brassage et de la maîtrise de la fermentation (levurienne et pourquoi pas lactique),
- La créativité avec des champs aromatiques très ouverts
- Le terroir culturel avec des ressources locales (voir l'article concernant le développement durable paru dernièrement sur le site)
- Des installations authentiques à la dimension modeste sur un marché local
- "Le whisky français comme la bière artisanale répond aux interrogations de l'époque : des produits en circuit court, traçables, transparents et souvent bio'' (en partie par Matthieu Acar)
Ne manquent finalement, pour une chaîne technologique complète, que les parties techniques suivantes
- La distillation (double passe ou charentais, continue, armagnacais…),
- La maturation ou vieillissement en fûts de bois et les assemblages si nécessaire.
Donc avec un investissement faible, il est possible d'élargir de façon importante sa gamme de produits dans la continuité permanente du travail des céréales. Les deux métiers sont très imbriqués avec comme exemple des whiskys vieillis en fût de bière, et des bières fermentées dans des fûts de whisky.
Il ne s'agit pas de produire un whisky en France, mais bien de créer une eau-de-vie qui appartienne à sa région, avec une large ouverture des possibilités de production. Contrairement aux autres régions typiques du whisky qui considèrent que le vieillissement et l'eau de réduction sont responsables de l'aromatique du whisky, le signataire pense que le travail des céréales ainsi que la fermentation sont d'une importance primordiale pour cette aromatique.
Avoir un double métier est possible si le volume de vente des spiritueux est restreint. En effet, au-delà d'un certain seuil, il sera nécessaire de choisir entre l'un de ces deux métiers (les réseaux de distribution et l'organisation des ateliers devenant alors trop différents). Nous nous focaliserons essentiellement dans cet article au complément de gamme que représente le whisky par rapport à la brasserie, nouveau défi d'entreprise.
Objectif
L'objectif principal du brasseur est la diversification de son activité pour compléter ses revenus (avec la même organisation commerciale, donc sans surcoût), ainsi qu'une optimisation de sa communication et de l'image de sa brasserie. Nous n'aborderons pas la question des droits sur l'alcool et des contrôles par les services des Douanes et la DGCCRF ; le brasseur ayant déjà une certaine habitude de ces contraintes, plus strictes avec les spiritueux.
Stratégies
Il faut tout d'abord s'affranchir de ce qui existe et partir sur du non traditionnel, un travail sans code (brassage de différentes céréales (seigle, blé, maïs, épeautre, sarrasin…), nouvelles levures de fermentation, formes d'alambic variées tout en respectant une forme simple et discontinue, un choix large des fûts de vieillissement (versus vin, car nous sommes dans le pays du vin), et des conditionnements innovants…
Bien sûr, il est sans doute préférable de s'orienter au départ sur une production de single malt, fortement réglementée (100% malt d'orge, une seule distillerie, distillation simple discontinue), reconnaissable immédiatement par le consommateur moins averti, sur un marché premium et très tendance. La fabrication est plus simple et plus accessible.
L'Institut national de l'origine et de la qualité (INAO) a attribué deux indications géographiques aux whiskys français : Whisky d'Alsace et Whisky breton. Chacun bénéficie d'une aire géographique délimitée et d'un cahier des charges qui impose que l'alcool ne soit élaboré qu'à partir d'orge maltée non OGM, d'eau et de levures, distillé et vieilli dans sa région de production au moins trois ans. Aucun colorant n'est toléré, pas même le caramel. La mention d'âge n'est possible qu'à partir de six ans de vieillissement minimum.
Cependant cette production devra être assez vite complétée par d'autres recettes afin d'élargir les gammes de parfums et les originalités gustatives pour optimiser les ventes ; y compris par des blends qui seront moins onéreux pour le consommateur (mélange d'alcools y compris d'une distillation en continu).
L'origine de ce phénomène au sein des microbrasseries fut, il y a plus de 20 ans, une valorisation des bières de mauvaise qualité (contaminations lactiques, pas les bières soufrées ou au goût moisi) et des retours de fûts ; avec une distillation effectuée avec un distillateur ambulant ou une sous-traitance extérieure, très vite complétée avec des brassins spécialement produits en hiver durant la période morte pour augmenter les volumes distillés et ainsi mieux amortir le déplacement, avant d'investir par la suite dans un alambic.
Il ne faut pas oublier cependant l'investissement global que cela nécessite : en effet le vieillissement comme vous devez le savoir est de 3 ans. Pour l'appellation whisky les recettes financières viendront donc au minimum 3 ans après la réalisation de la production. La brasserie doit pouvoir assurer cette trésorerie. Le plus simple pour démarrer sera donc de faire travailler un distillateur local, puis de faire vieillir chez soi l'alcool durant 3 ans, avec un large choix de fûts (sherry, vins, alcools…) pour obtenir des assemblages d'alcools doux, épicés, astringents …
Vous pouvez également commercialiser beaucoup plus rapidement des eaux-de-vie de céréales et des gins (très tendance actuellement) pour permettre d'alléger la trésorerie de l'entreprise et lancer la communication. Le marché du gin est ausi en plein réveil (notamment pour l'aspect local avec des plantes naturelles du cru).
En travaillant les matières premières, surtout le blé et l'épeautre, il est possible d'obtenir des eaux-de-vie vieillies 6 mois de très haute qualité. Celles-ci accompagnent bien la consommation de bière d'ailleurs (beer schnapps). D'autres possibilités existent : eau-de-vie de bière (Bierbrand), vodka, alcool de fruits ou de marc … (du moment que l'alambic est disponible sur place). La commercialisation de single cask (ou sigle barrel) est la plus facile à gérer, tout en permettant une multiplication des évènements au niveau de la structure.
Marché
Les Français consomment 193 millions de litres de whiskies, ce qui représente près 39% du chiffre d'affaires des spiritueux vendus en grandes surfaces et 28% des volumes. D'après la Scotch Whisky Association, la France reste le premier marché, en volume. En 2019, les Français ont ainsi importé 173 millions de bouteilles. Parmi ces whiskies, plus des trois quarts sont des blends. La France reste tout de même le premier marché mondial de single malts. Il est consommé en moyenne 5 litres de whiskies (tous genres confondus) par an et par foyer.
La production nationale représente aujourd'hui l'équivalent de plus de 7 millions de bouteilles (https://avis-vin.lefigaro.fr/spiritueux/o148296-le-whisky-francais-a-maturite). 31 % est le pourcentage de Français qui déclarent avoir acheté du whisky au cours des douze derniers mois d'après le Baromètre Whisky Live Paris 2019/Ipsos. Un chiffre qui monte à 43 % sur la base des hauts revenus.
Historique
Les boissons fermentées sont connues depuis l'antiquité : vin et bières, hydromel, kvass et kéfir… La distillation était connue des Égyptiens à qui l'on doit le premier alambic appelé trivique. Les Arabes ont ensuite appris des Égyptiens la distillation, mais elle ne fut connue en Europe qu'à partir du 12e siècle. En France, Arnold de VILLENEUVE fut le premier chimiste à écrire un traité de distillation vers 1240. Ainsi, la technique de la distillation est récente contrairement à celle du brassage.
Définition du Whisky ou whiskey (RÈGLEMENT (UE) 2019/787)
Boisson spiritueuse obtenue exclusivement :
1) par distillation d'un moût de céréales maltées avec ou sans les grains entiers d'autres céréales, qui a été :
- saccharifié par la diastase du malt qu'il contient, avec ou sans autres enzymes naturelles,
- fermenté sous l'action de la levure ;
2) après une ou plusieurs distillations à moins de 94,8 % vol, de telle sorte que le produit de la distillation ait un arôme et un goût provenant des matières premières utilisées,
3) après vieillissement du distillat final pendant une période minimale de trois ans dans des fûts de bois d'une capacité inférieure ou égale à 700 litres.
Le distillat final, qui ne peut être additionné que d'eau et de caramel ordinaire (pour la coloration), conserve la couleur, l'arôme et le goût obtenus par le processus de production visé aux points 1), 2) et 3).
Le whisky ou whiskey ne doit pas être édulcoré ou aromatisé ni contenir aucun additif autre que le caramel ordinaire utilisé pour la coloration.
En France, le whisky "single malt" est réservé au whisky élaboré exclusivement à partir d'un moût d'orge maltée, dans une seule et même distillerie et par distillation discontinue simple.
Les métiers déjà maîtrisés
Le choix et la préparation des matières premières
Pour un single malt, il est possible de travailler avec des variétés de malts d'orge dédiées à la distillation, ce sont les variétés d'orges non-GN (GN : glycosidique nitrile, Connu sous Epiheterodentdrin (EPH)) : Laureate, Overture, Octavia, Concerto, Odyssey.
Il est préférable de les malter avec une saccharification plus poussée, et de réaliser un mélange d'orges d'hiver et de printemps ; et pourquoi pas accompagné de malts spéciaux : malt tourbé, malt caramel, malt Vienne, malt chocolat …
Malt distilling
Extrait sur sec : > 82%
% de protéines idéalement < 10%
PSY (rendement en alcool : > 400L d'alcool /T de malt
Pouvoir diastasique: > 300 wk
B glucans < 150ppm et viscosité <1,5cP
Friabilité : > 90%
Malt tourbé (utilisation de la tourbe pour aromatiser le malt)
Phenols Indophenol : 15ppm pour un léger arome tourbé sinon 90ppm pour du havy peated malt
Il est également possible de malter directement sur place à la brasserie une orge locale, et brasser immédiatement avec le malt vert, ceci réduit fortement les impacts environnementaux et autorise une traçabilité très forte de la matière première locale (terroir). (Le signataire est à votre disposition pour discuter d'une installation qu'il a développée).
Pour d'autres types de whisky, le champ des possibilités est largement ouvert : seigle, blé, riz, maïs … L'usage d'enzymes naturelles est possible et autorisé par le règlement.
Pour un whisky tourbé, en plus d'un achat chez un producteur, un fumage à la brasserie est également possible, ce qui permet de faire varier les sources de phénols avec des plantes locales en dehors de la tourbe (40 ppm pour obtenir au final 15 ppm dans le whisky). Une source d'eau de qualité pourra être également porteuse d'une image forte (notamment pour la réduction).
Le brassage du Whisky
Le matériel est logiquement déjà disponible ; une méthode anglaise à un seul palier est la règle, mais d'autres recettes de brassage sont possibles avec différents paliers, notamment en fonction du malt utilisé ; sachant que l'objectif est la production maximale de sucres fermentescibles avec une saccharification poussée, nous n'avons pas besoin de la présence de dextrines pour donner du corps à la bière.
On recherchera une mouture plus fine pour améliorer les rendements.
Les lavages peuvent être optimisés, notamment en récupérant le second lavage comme première eau d'hydratation dans la cuve matière lors de la liquéfaction, et cela pour récupérer le maximum de sucres des drêches (nous travaillons à haute densité). Il n'y a bien sûr nullement besoin d'une ébullition ni apport de houblon sauf dans le cas d'une eau-de-vie de bière.
Un retour partiel de vinasses est possible au brassage, pour acidifier légèrement le moût et apporter des nutriments pour la fermentation (pas plus de 25% des apports d'eau).
La fermentation du Whisky
La fermentation s'effectue à une température plus élevée, 24°C (comprise entre 20 et 32°C), en choisissant une levure spécifique (fermentant tous les sucres et résistante à l'alcool) avec un profil typique aromatique recherché (ou une multi fermentations avec différentes souches de levures et bactéries microbiotes Lactobacillus plantarum , mais plus complexe à réaliser) ; durée à déterminer, car les composés aromatiques apparaissent à des durées différentes entre 2 jours et 6 jours (arômes de fruits : banane, ananas (esters), mais également agrumes: orange, pamplemousse…) et permettre une lyse des levures.
Un moût plus riche en azote assimilable peut changer l'aromatique (esters d'acides gras). Le recours à une glucoamylase est également possible pour améliorer la richesse en alcool. Attention, une fermentation trop tumultueuse avec dégagement de CO2 risque d'entraîner des pertes d'esters légers et d'acides gras. Le CO2 réduit la croissance levurienne et la richesse en huiles de fusel.
La bière recherchée aura entre 8 et 9 %vol, un pH de 4,5 (32 à 48 h). Plus la bière sera acide, plus le distillat sera fruité (esters) : 30 mg/L d'acide lactique par exemple.
La présence de levure est bénéfique à la distillation (mais pas de paquet). Des éléments solides présents augmenteront la production d'alcools supérieurs (isobutanol, L méthyl butanol …) Pour augmenter les esters d'acide gras volatils, je propose d'augmenter la teneur en levures du milieu en oxygénant le moût, car la synthèse des lipides insaturés se fait en présence d'oxygène, cela en fermentant à haute densité (de toute façon cela est le cas), et en enrichissant le milieu en acide oléique.
Les nouveaux métiers pour le brasseur
La distillation du Whisky
La distillation a pour but d'isoler l'alcool éthylique (solvant qui extrait les composés volatils aromatiques positifs), tout en séparant les négatifs ou mauvais goûts. La façon dont s'effectue la séparation des impuretés volatiles influe donc considérablement sur la qualité de l'eau-de-vie obtenue.
Quand on évapore un mélange de deux composants, la phase vapeur s'enrichit du composé le plus volatil (celui qui, à température donnée, a la pression de saturation la plus élevée ; généralement les aldéhydes puis les alcools). La vapeur émise par un mélange liquide en ébullition a donc une composition différente de celle du mélange d'origine.
Le condensat s'enrichit en alcool, tandis que la vinasse, résidu liquide s'appauvrit.
Ainsi, si nous effectuons une succession d'évaporations et de condensations, il y aura une augmentation progressive de la concentration des composés les plus volatils dans le mélange condensé.

L'éthanol est plus volatil, car il bout à une température plus basse, un mélange à 10 %vol bout à 93°C, 30 % bout à 86°C, 97,2 %vol bout à 78,2°C)

Autrement dit à partir du mélange eau + alcool de la bière (9 %vol), nous pourrons obtenir le distillat au degré d'alcool souhaité avec 2 distillations successives (entre 65 et 72 %vol pour les eaux-de-vie).
La distillation est un changement physique d'état : liquide/vapeur/liquide permettant une séparation de composés liquides donc un tri en fonction de la température d'ébullition des différents corps, fonction de la solubilité des corps dans l'alcool et dans l'eau qui varie en permanence en fonction des concentrations réciproques. Elle crée moins le caractère, mais donne forme et raffine le distillat.

La distillation est cependant moins simple que ce que l'on suppose :
- Le titre alcool de la bière dans la chaudière ne cesse de changer tout au long de la distillation ce qui modifie les tensions de vapeur
- Les volatilités se modifient en permanence
- Le coefficient de volatilité relative des corps entre eux change
- Le grand nombre de composés de la bière entraîne une complexification des phénomènes
L'alambic est donc un appareil à distiller, servant à séparer et à fractionner dans le temps les composés volatils, par échauffement de la bière puis condensation des vapeurs émises.

Volatilité des corps aromatiques lors de la distillation (In Distillation techniques in the Fruit Spirits Production The International Centre for Brewing and Distilling)
Le choix des seuils de température lors des tris effectués en fonction du degré alcoolique lors du coulage aura par conséquent une forte importance sur la qualité finale du distillat.

Distribution des principaux corps volatils selon différents équipements de distillation : ligne pleine : alambic charentais, pointillé : colonne et * montre la coupure lors de l'accumulation des composés lourds (Distillation Techniques in the Fruit Spirits Production ; Nermina Spaho)
L'alambic primitif charentais est composé de trois parties bien distinctes :
- La chaudière ou vase, dans lequel le liquide ou les matières à distiller sont lentement chauffés (ou fortement chauffées selon votre stratégie)
- Au-dessus, un espace libre, le chapiteau ou tête de maure, reçoit les vapeurs de cet échauffement. Les molécules les plus lourdes y retombent, ce qui génère un reflux pour obtenir une bonne pureté du distillat, et les plus légères poursuivent leur chemin. Pour améliorer cette séparation, il est possible de placer des linges humides pour faciliter les retombées et augmenter le reflux, avoir des formes de col et de chapiteau particulières pour participer également à l'augmentation du reflux ou bien des garnissages.
- Les vapeurs d'alcool vont ensuite dans le condenseur, réfrigéré par une circulation d'eau froide.

Source BNIC
La chaudière doit avoir un chauffage le plus régulier possible, sans coup de feu pour éviter les réactions de Maillard en cours de distillation.
Tous les alambics dérivent de ce principe de base. Il existe un grand nombre de formes d'alambics correspondant à des usages et à des besoins particuliers. Le plus connu et le plus disponible pour le microbrasseur étant le modèle charentais.
Nous voyons aussi de vieux alambics retrouver une nouvelle vie, et pourquoi pas de nouveaux concepts (sous-vide) ou de nouvelles formes (après leur abandon) apparaître.

Lonicer's Still and Condenser, adapted from Forbes, 1948
Le vin à distiller sera réchauffé avant sa distillation avec les vapeurs d'alcool obtenues au niveau d'un chauffe-vin ou réchauffe-vin.
Le signataire se tient à votre disposition pour développer les différents types d'alambics, notamment les colonnes discontinues ou continues avec soupapes ou clapets, qui permettent d'obtenir des alcools plus doux avec des plateaux qui représentent une succession d'évaporation/condensation, modèle armagnacais par exemple.


Distillateurs Armagnacais & Charentais - Photos Franck Jolibert
Le temps de séjour du vin à haute température dans la chaudière et le chauffe-vin sont des paramètres importants qui déterminent les qualités organoleptiques des distillats. Des estérifications ont lieu lors de la chauffe et l'alcool se charge en arômes.
Si le temps de séjour à haute température est court, l'alcool produit est léger, c'est-à-dire peu chargé en molécules aromatiques (alcools supérieurs, esters, méthanol …).
Si la chauffe est modérée, la distillation est lente et donc il y a plus de reflux, les composés du distillat sont légers.
Si la chauffe est intense : la densité des vapeurs dans le col sera plus forte, la température plus élevée, il y aura moins de reflux, et les composés aromatiques seront plus riches dans le distillat avec plus de composés lourds.
TABLE DES DIXIÈMES SUCCESSIFS
Cette table, très importante pour la compréhension du principe de distillation, indique le pourcentage de l'alcool pur total contenu dans la fraction ; en regard de la fraction distillée et du degré initial en chaudière

La somme dans chaque colonne est évidemment de 100%. On constate ainsi que pour distiller tout l'alcool d'une bière à 10 % par exemple, il faut distiller les six dixièmes de la charge (ou six dixièmes du volume), ce que nous ne faisons jamais mais plutôt 35 à 40% du volume. Les charges à fort degré d'alcool doivent être presque totalement distillées pour en extraire tout l'alcool au-dessus de 50 % vol.
Pour les Eaux de Vie, on renonce volontairement à une purification trop poussée de l'alcool, car c'est une certaine teneur en esters, acides, cétones, aldéhydes et huiles essentielles qui déterminera leur caractère typique.
Teneur en substances volatiles de différents spiritueux g/hl AP :
Vodka : 30
Whisky-Cognac : 150 – 1 000
Rhum Agricole : 225
Eau de vie de fruit : 200
Il existe trois classes principales de corps chimiques en fonction de leur volatilité par rapport à l'éthanol :

On utilise le cuivre comme matière de la chaudière pour les raisons suivantes :
- Le cuivre est un très bon conducteur de chaleur
- Ce métal présente une stabilité optimale à l'encontre des acides de fruits
- L'influence du cuivre sur la qualité de l'eau-de-vie est exemplaire ; car le cuivre forme des produits non volatils avec les combinaisons volatiles de soufre produites au cours de la fermentation.
L'hydrogène sulfuré est l'exemple le plus connu d'une telle combinaison amoindrissant la qualité. Le cuivre permet également de fixer une partie des acides gras sous forme de savons, diminuant ainsi leur impact organoleptique (odeur de rance).
Attention, le traitement des vinasses (pot ale ou bierasse) avant rejet nécessitera une bonne réflexion pour leur élimination, car beaucoup plus chargées que les eaux usées de la brasserie (notamment via la filière de la méthanisation). Les drêches trouveront le débouché classique de la brasserie.
Le vieillissement : le chai
L'humidité du chai doit être aux environs de 70 – 80%, avec une évaporation annuelle de 2 à 3 % (appelée « part des anges », également base nutritionnelle de la Torula, champignon qui noircit les installations). Les écarts de température (7 – 22°C) sont une des composantes de l'aptitude d'un chai à vieillir une eau de vie.
L'extraction des tanins est facilitée par des températures élevées en été, les réactions chimiques intervenant lors du vieillissement étant conditionnées par la température (estérification par exemple à température ambiante).
- A basse température : le whisky perd du volume, l'air rentre dans le fût
- A haute température : le phénomène inverse se met en place avec une pression plus forte sur le bois et une meilleure extraction.
Nous avons vu que l'alcool est plus volatil que l'eau :
- Avec un air humide, il y a perte d'alcool, mais pas de perte de volume du distillat (dans un chai très humide, l'alcool s'évapore en priorité)
- Avec un chai sec, il y a perte de volume, mais pas du degré alcoolique
Si on souhaite une eau-de-vie charpentée, ayant le goût de la vanille, et moelleuse, un chai humide est à privilégier.
Du fait de sa localisation, le microbrasseur aura tendance certainement à rechercher des locaux abandonnés permettant de répondre à ces critères : bases sous-marines, ou d'anciens forts, anciennes carrières … Chaque chai apportera donc sa propre spécificité.
Le vieillissement : les fûts
La qualité des essences des fûts intervient énormément dans le final aromatique. Les fûts en bois de chêne peuvent être utilisés selon l'usage suivant proposé : neuf (6 mois), puis ensuite 12 mois sur un autre distillat, 18 mois sur un autre et ensuite ce fût sera considéré comme un fût vieux. La quantité de polyphénols à obtenir dans l'eau-de-vie sera de 200 mg/litre ou davantage (ils ne se trouvent pas dans l'alcool fraîchement distillé mais sont plutôt le résultat du long vieillissement d'un bon whisky).
Pour un fût de 350 litres, il faut laisser 6 litres de vidange lors du remplissage en hiver. Il est important d'aérer de temps en temps, soit par l'intermédiaire d'un petit barboteur type poissons, ou en déplaçant l'alcool d'un fût à un autre (le vide en dessous de la bonde favorise l'oxydation).
La ventilation est importante pour permettre l'oxygénation de l'alcool, mais aussi pour éviter l'apparition de goûts de moisi dans les fûts. Chaque fût donne une palette différente d'arômes et saveurs différente : vanille, fruits secs et cela en fonction des phénomènes d'oxydation (selon les échanges gazeux oxygène/alcool/esters : plus fruité, plus complexe notamment fruits rouges et fruits secs)

Il faut extraire le plus rapidement les flaveurs du bois : vanille, caramel, noix de coco, cannelle, boisés… Ceci est complexe, car de nombreuses réactions chimiques se déroulent dans le temps (par exemple la réaction de l'isopropanol avec les acides gras pour former des esters). Le choix des fûts de réemploi sera le plus souvent la règle, notamment pour les finitions avant embouteillage : xérès, porto, bourbon, fûts de bière, mais surtout de vins, car nous sommes tout de même dans un pays vinicole (vins blancs liquoreux, vins rouges …). D'ailleurs cette mode se généralise en Australie.
La forme du fût a également son importance (surface de contact d'échange/volume d'oxygénation), sa porosité, son essence d'origine … En fonction du goût final recherché, le chêne à grain moyen type limousin (la structure des fibres fait qu'il donnera plus de tanins) ou à grain fin type Tronçais.
Le brûlage des douelles avec ses courbes de chauffage, ses températures et son recyclage de fumées (fumage phénols) va également jouer de façon notable (hémicellulose -> sucre caramélisé ; lignine -> vanilline).
Une eau de vie jeune dans un fût vieux va évoluer très lentement. Sa couleur restera claire même après plusieurs années.
Le maximum d'extraction de tanins s'effectue pour un TAV de 50 %vol, le vieillissement s'effectuant en général à 62 %vol, car permettant la meilleure extraction. Le fait de varier le degré d'alcool offrira de nouvelles aromatiques. L'ouillage réduit les pertes lors de la maturation.
Plus le distillat d'origine sera chargé en queues et têtes et plus la durée du vieillissement pourra être prolongée et permettre la production de whisky âgés.
La réduction
La réduction finale à 40 - 45 %vol s'effectue avec de l'eau distillée, ou de l'eau très pure locale pouvant donner une image forte au spiritueux, cela en procédant par étapes progressives et par petits volumes pour assurer une bonne qualité du produit.
Il est possible et plus simple également de produire un single cask sans réduction ni filtration ; et permettre à son client de choisir son propre fût et eau-de-vie. Cette réduction, tout en abaissant le degré final pour la dégustation que l'on souhaite, structure les arômes de vanilline, les tannins et assure le toucher en bouche.
La mise en bouteilles
L'assemblage de différents fûts pourra être filtré pour le rendre parfaitement limpide. Un ajout de caramel permet d'avoir la couleur désirée si besoin.
L'assemblage pourra être également stabilisé par un séjour en cuves isothermes à basse température (de 0°C à – 6°C) pour floculer les corps gras. Cette stabilisation est un traitement physique qui ne change pas la qualité du produit ; mais est indispensable pour assurer sa stabilité colloïdale.
Conclusion
Le whisky single malt et autres whiskys ou boissons spiritueuses représentent aujourd'hui un nouveau marché et une diversification très importante pour les microbrasseries, sans pour autant demander de lourds investissements si nous restons sur des volumes de vente facilement commercialisables. Le travail pourra s'effectuer durant la période basse en hiver, et ainsi permettre de garder les opérateurs du brassage.
Ils représentent un complément de gamme astucieux, avec une forte authenticité, car faisant appel à des matières premières locales de qualité diversifiées et un travail en économie circulaire. Attention cependant à ne jamais tromper le consommateur ; en expliquant correctement les opérations réellement réalisées, sans accaparer des qualités non présentes, afin qu'il ne puisse exister de confusion dans son esprit.
Il faut rechercher des saveurs uniques avec des céréales locales pour un produit organique hors des circuits. Je vous laisse développer votre « esprit whisky » et créer une nouvelle communauté.
Recette de whisky single malt
Ingrédients pour 100 litres
Malt : 30 kg (orge hiver + orge printemps + malt fumé si besoin)
Levure : DistilaMax® MW 70 g
Enzymes : Glucoamylase
Etapes du process
Etape 1 : Empâtage
70 litres d'eau à 55°C (dont 20 litres de vinasses)
Palier 50°C : 10 minutes
Palier 62°C : 60 minutes
Palier 72°C : 10 minutes
Monter à 78°C
Etape 2 : Filtration
Lavage drèches avec 60 litres à 80 °C en 2 fois, le second lavage allant à l'empâtage
Etape 3 : Refroidissement 20 - 24°C
Etape 4 : Mise en fermentation 22 – 26°C (7 jours)
Glucoamylase 10 ml
Etape 5 : Distillation
Voir le Webinaire Whisky animé par Franck Jolibert et Yahia Chabane - Les Maltiers :
Pour toutes informations et Conseils :
Franck Jolibert
Ingénieur Brassicole
Vice-président du Musée Français de la Brasserie (Saint-Nicolas-de-Port)
Franck Jolibert, ingénieur ENSAIA, a travaillé deux axes majeurs tout au long de sa carrière : l'environnement (maîtrise de l'énergie, économie circulaire, valorisation des sous-produits...) et les boissons alcoolisées (bières, alcools, vins...). Ceci l'a amené à développer une expertise reconnue dans les domaines de l'énergie et de la sécurité technologique tout en se spécialisant dans le travail des céréales et des sucres, la fermentation et la distillation.
Tel. : 06 62 03 39 44

- Détails
- Catégorie : Conseils et techniques
On ne jette jamais une bière à l’égout, quel que soit le motif pour lequel cette bière e été condamnée à être éliminée ou tout au moins jugée inconsommable en l’état. Hormis si elle a été contaminée par des poisons violents du type Strychnine ou arsenic. Mais que ce soit à cause d’un vieillissement oxydatif ou une contamination par un germe de la bactériologie acide (levures, bactéries lactiques) dont fait partie la bière et si elle se trouve avec un PH autour de 4,2, elle sera récupérable.
Pour cela, il conviendra de pouvoir transvaser la bière contenue dans les différents fûts dans un récipient sous pression de gaz carbonique maintenu à une pression correspondant à la carbonatation désirée à la température à laquelle on se trouve, puis toujours en maintenant grâce à un dispositif de bondonnage (régulation de pression) sur la cuve réceptrice une pression de gaz adaptée, il faudra pratiquer un barbotage (bullage modéré) au gaz pendant une dizaine de minutes, c’est une pratique qui permet d’éliminer certains faux gouts apparut, surtout quand on pratique la techniques de refermentation en bouteilles ou des fûts après conditionnement.
Si cette technique a été pratiquée pour les fûts que l’on veut traiter et récupérer, il convient pendant cette vidange d’entrainer le moins possible de levures sédimentées au fond des récipients. Pour cela pendant la vidange du fût pour remplir le réservoir de bullage, un système équivaillent a un tirage pression permettra la vidange à travers le robinet de fosset du récipient récepteur. L’idéal serait de pratiquer la vidange en changeant le plongeur et en le remplaçant par un plongeur que l’on aura raccourci de 5 à 8 mm. Ou plus simplement en retournant le fût et en inversant sur la tête de débit nécessaire à l’opération, les arrivées de gaz et départ de liquide.
Avant que cette opération de transfert dans la cuve soit terminée, il faudra avoir pu préparer suivant la quantité récupérée, un brassin traditionnel de la brasserie qui sera mis en fermentation soir un mini brassin dans une brasserie de manage qui lui aussi sera mis en fermentation. Dans les deux cas au bout de 44 h de fermentation, c'est-à-dire quand la bière produite sera en période de hautes Krausens, ajouter 15% de cette préparation aux volumes de bière récupéré des futs, laisser la cuve a l’air libre pendant une demie journée, puis la placer sous bondonnage pour la carbonatation désirée, jusqu'à ce que la fermentation ai atteint le seuil souhaité.
Cette technique a pour avantage de mettre la bière en milieu réducteur. D’ailleurs à ce sujet il existe deux types d’apport de krausen dans une bière en fin de fermentation soit :
- Apport de Kraüsen tardifs utilisé pour parfaire une carbonatation sur un tank qui aurait chuté en pression en garde
- Apport de Kraüsen précoces pour éviter au brasseur d’avoir à traverser son brassin pendant les Weekends quand le moment idéal du traversage tombe dans cette période, il vaut mieux alors laisser la fermentation aller jusqu'à la limite et ensuite apporter les 15% de Kraüsen à partir d’un nouveau brassin. La limite de la technique c’est d’avoir à brasser au moins une fois par semaine. Mais cela a été généralisé dans beaucoup de brasseries moyennes dont la brasserie de Sedan avant sa fermeture. L’avantage supplémentaire étant de mettre en milieu réducteur la bière qui aurait pu s’oxyder pendant le traversage.
Cet apport de krausen précoces est utilisé dans de nombreux autre cas comme celui de la récupération des bières de levures par centrifugation et lavage continue des levures de fermentation et de garde en fin d’opération.
Une fois la bière de récupération traitée, elle peut être conditionnée comme tout autre bière, mais peut être vaudra-t-il mieux la conditionner en bouteille juste avant la fin de la fin de l’action des Kraüsen et la terminer en bouteille après bouchage.
Dans tous les cas attirons l’attention des utilisateurs de techniques de refermentation en fûts ou en bouteille, sur le risque encouru par une charge trop importante de levures dans le récipient, le risque d’autolysat sera d’autant plus élevé que la concentration sera importante et rappelons que le pH de la levure est de 6,5, c'est à dire au-delà de la protection de la bactériologie acide.
Pierre Millet

- Détails
- Catégorie : Conseils et techniques
Webinaire Sanitation & Hygiène à la Brasserie
Webinaire du 24 mars animé par Valentin Cuby de Diversey et David Smart de bioMérieux.
- rappel des Bases du Nettoyage des matériels de Brasserie, consigne de sécurité
- les types de souillures et le choix des méthodes
- les plans d'hygiènes par type de matériels
- le contrôle qualité
- les microorganismes indésirables pour la bière
- les origines des contaminations et les zones à risques
Pour contacter Valentin Cuby - Diversey :
Pour contacter David Smart - bioMérieux :
Consulter les Plans d'Hygiène Brasserie
Consulter les Solutions d'Analyses Microbiologique

- Détails
- Catégorie : Conseils et techniques
Webinaire Houblon & Eau de Brassage présenté par Philippe Martin de Hop France
Rappel de quelques éléments clés de l'eau et définitions
Styles de bière et eau du réseau
Les acteurs dans l’eau
Pour contacter Philippe Martin - Hop France :
Pour contacter Yahia Chabane - Les Maltiers :
Partenaire du Webinaire : Brasseurs de France
Article BtoBeer sur l'Eau : Bien choisir son Eau de Brassage
Consulter le catalogue houblon

- Détails
- Catégorie : Zythologie
L'amertume n'est pas ressentie par tous de la même façon. Il existe d'ailleurs des différences dans les composés amers influant sur notre perception du bon ou du mauvais. Un certain nombre de facteurs lors du brassage peuvent intervenir dans leur développement, et le tout est de trouver le bon équilibre. Le calcul de l'amertume mis en valeur de nos jours, l'IBU, ne reflète pas la réelle perception dans le produit fini. Un nouveau ratio serait certainement plus approprié.
Physiologie de la Saveur Amère - Facteurs Influençant l'Amertume - Calculs de l'Amertume
La saveur amère : physiologie
Si l'amer est l'une des 5 saveurs primaires, avec le sucré, le salé, l'acide et l'umami, elle n'est pas ressentie par tous de la même façon. L'amer est en effet à part parmi les saveurs. Fruit de la longue évolution des végétaux et des animaux, l'amer est perçu par au moins 25 récepteurs/gènes, outres les papilles gustatives sur la langue, notamment dans le nez, mais aussi dans les voies respiratoires, le cœur, les poumons, et les intestins, contre 2 récepteurs pour le sucre par exemple.
Une hypothèse serait qu'au cours de l'évolution, les végétaux auraient synthétisé des toxines, ou des mimes de toxines pour lutter contre les prédateurs, leurs molécules amères agissant comme des leurres d'une contamination bactérienne ou de pourriture. De leurs côtés, les prédateurs, dont les humains, auraient développé des récepteurs à l'amertume pour éviter de consommer des aliments toxiques ou avariés. Avec le temps, cette protection serait devenue relativement inutile pour assurer notre survie. "Beaucoup d'aliments toxiques ne sont pas amers et beaucoup d'aliments amers ne sont pas toxiques" fait remarquer à ce sujet John Hayes, directeur du Centre d'évaluation sensorielle de l'Université de Pennsylvanie. Toujours est-il qu'un réflexe quasi-inconscient « amertume=mauvais » est toujours présent.

Gorgée amère d'Adriaen Brouwer - huile sur panneau - 1630-1638
Dans les faits, avec l'évolution génétique, entre 20 et 25% de la population seraient aujourd'hui hypersensibles à l'amer, « les supers-goûteurs », quand 25 à 30% y seraient presque insensibles, « les non goûteurs ». Un gène serait responsable de cette perception : le TAS2R38. Ainsi, les personnes possédant deux copies de la variante appelée AVI ne sont pas sensibles au goût amer. Ceux qui possèdent une copie d'AVI et une autre appelée PAV perçoivent un goût amer désagréable. En revanche, ceux qui possèdent deux copies de PAV sont hypersensibles à l'amertume.
Le seuil de détection de l'amer est le plus bas comparé aux autres saveurs : il est de 8 µM (micro mole) par litre, quand il est de 10 mM (milli mole) pour le salé ou le sucré. Notre perception de l'amer alerte sur la toxicité des aliments, mais fait aussi partie intégrante de notre système immunitaire inné pour produire des réactions physiques et des anticorps spécifiques contre des virus ou des bactéries. Les récepteurs de l'amertume appelés TAS2R (TAS ou T pour « taste » et « R » pour récepteur) seraient ainsi identiques sur les organes et les cellules auxquelles ils seraient intégrés chez un même individu. La perception de l'amertume sur la langue indiquerait donc la nature du système immunitaire des voies respiratoires. Les supers-goûteurs auraient ainsi un risque plus faible d'être touchés par des rhino sinusites graves que les non goûteurs. Pour la bière spécifiquement, ce sont les gènes TAS2R1, TAS2R 14 et TAS2R 40 qui sont activés par le houblon.
« C'est pas l'Homme qui prend l'amer, c'est l'amer qui prend l'Homme »
Mais l'appréciation de l'amertume serait aussi une évolution culturelle qui tend à nous faire apprécier sa complexité, tant que cette saveur reste équilibrée. Ainsi, cette appréciation sensorielle pourrait également s'acquérir grâce à l'apprentissage. De nombreux aliments que nous consommons aujourd'hui sont amers : épinard, pissenlit, asperge, céleri, cardon, brocoli, chou de Bruxelles, endive, pamplemousse, écorce d'agrumes, cacao ou bien café. Des aversions d'enfance avec des composés amers comme le Phénylthiocarbamide (PTC), présent par exemple dans les choux de Bruxelles, peuvent ainsi évoluer avec l'âge grâce à de nouvelles expériences culinaires. En outre, selon certaines études, il y aurait une corrélation entre l'appréciation de la saveur amère et la consommation d'alcool.
Une étude publiée en 2020 par Molly J. Higgins et John E. Hayes de l'Université de Pennsylvanie démontrait que les humains sont capables de différencier les stimuli amers dans la bière mais qu'ils n'arrivent pas à les qualifier. «Lorsque l'on apprend à aimer les aliments et les boissons amers, une préférence se développe pour le produit ou la catégorie de produits » concluait-il. Le but de cette étude ne portait pas vraiment sur la bière, mais sur la compréhension des mécanismes d'apprentissage de l'appréciation de l'amertume afin d'aider la population à augmenter sa consommation d'aliments amers et sains.
Dans la bière, il y a en tout cas une tendance à l'amertume, preuve en est, le renouveau et l'essor des IPAs. « Bitter is the new sweet » entendait-on souvent il y a quelques années, entrainant ainsi une course à l'IBU. Le record actuel est détenu, depuis 2015, par la brasserie anglaise Carbon Smith avec sa « F*cks Up Your Sh*t » et ses 2600 IBUs , sachant qu'au-delà de 100 la différence n'est pas perceptible et que beaucoup s'y sont anesthésié la langue. Mode portée notamment par des variétés de houblon aux profils aromatiques et amérisants très prononcés, comme les « 5 C » : Citra, Cascade, Centennial, Chinook et Colombus. Historiquement, « l'amer à boire » n'est pas si récent quand on pense à d'autres boissons alcoolisées, aux amers et autres amaros à base de plantes, aux vermouths et aux bitters.
Pour conclure cette section, une IPA bien houblonnée sera sans doute intolérablement amère pour 25% de la population, quand 25% ne ressentira rien. Quant aux autres 50%, ils ont de forte chance d'en redemander et même d'adorer vos expérimentations aux Brocolis.
Facteurs influençant l'amertume de la bière
En fonction du style de bière, c'est avant tout un équilibre de l'amertume qui est recherché. Les substances amères sont d'ailleurs bénéfiques pour la qualité de la bière. Si les composés du houblon sont les premiers facteurs d'amérisation, d'autres provenant par exemple du malt ou de l'eau, peuvent entrer en jeu dans le rendement en substance amère, c'est-à-dire la quantité d'acides alpha α, contenue dans les ajouts de houblon, qui est réellement passée dans la bière. Si l'harmonie n'est pas au rendez-vous ou que la bière est plus amère que prévue, voire ayant une amertume jugée « désagréable », cela peut être dû à plusieurs facteurs :
Acides Alpha α
Les acides alphas sont les constituants principaux de l'amertume de la bière en s'isomérisant en humulone, cohumulone et adhumulone lorsque le moût est bouilli.
La vitesse de réaction dépend fortement du pH du moût et de sa température. À l'approche des 100°C, le taux d'isomérisation diminue d'environ 60%. Après environ 90 à 120 minutes, le rendement atteint souvent un plateau. De trop grande quantité de houblon et la «post-isomérisation» dans le moût chaud, après la fin de l'ébullition, peuvent conduire à une lixiviation accrue et donc à une libération de substances amères.
Acides Beta β
Leur pouvoir amérisant ne s'active que lors de leur oxydation, lors de la fermentation et du stockage. Ils permettent de contrebalancer les acides alpha et contribue à donner de l'harmonie à l'amertume de la bière.
Particules de houblon
Le transfert de particules de houblon dans la bière peut amener à une amertume très intense, âcre ou astringente du fait des résines dures et de polyphénols, mais peut aussi apporter des notes herbacées provenant de la chlorophylle. Cela peut se produire avec des houblonnages à crue trop massifs et des temps de stockage courts.
Polyphénols
Les polyphénols proviennent des enveloppes de céréales et du houblon. Les polyphénols du houblon contribuent à la stabilité et à la rondeur de la bière, en quantité modérée. Ils interagissent avec les acides iso-alpha et renforcent l'amertume mais peuvent mener à une plus grande astringence en cas d'une utilisation excessive de houblon, d'une application trop tardive ou d'une teneur en acides alpha trop faible.
Complexes tanins protéines
Les protéines du malt et du houblon se combinent avec les polyphénols. Une sédimentation inadéquate peut se produire avec un pH du moût et de la bière trop élevé, une ébullition insuffisante, des malts très riches en protéines, une mauvaise clarification ou une conservation au froid insuffisante.
Protéines à longue chaîne
Les protéines à longue chaîne peuvent s'attaquer aux récepteurs amers de la langue, on parle alors d'amertume protéique. Ils peuvent se retrouver en cas de mauvaise dissolution ou ébullition.
Phénols
Les substances phénoliques telles que le 4-vinylguaïacol, le 4-vinylphénol ou le 4-éthylphénol peuvent produire une amertume herbacée et âpre. Cela est souvent dû à une contamination par des levures sauvages.
Sulfates
Le magnésium est apporté par l'eau, en moyenne 50 mg / l mais aussi par le malt, entre 70 à 150 mg / l selon le type. Des teneurs élevées en sulfate de 150 à 250 mg / l peuvent conduire à une amertume astringente, bien que cela soit recherché dans certains styles de bière, tels que les IPAs. Seul le sulfate de calcium, également connu sous le nom de «gypse de brassage», est recommandé pour ajouter du sulfate à l'eau de brassage. Le chlorure est souvent qualifié d'antagoniste, car il peut donner à la bière une note plus douce, sucrée, mais également salée à des concentrations élevées.
pH de l'eau
L'influence de l'eau de brassage sur l'amertume provient essentiellement de l'alcalinité résiduelle, et dans une moindre mesure, de la composition des ions. Plus l'alcalinité résiduelle est élevée, plus le pH l'est également. Lorsque le pH augmente, la lixiviation du houblon devient plus intensive et plus de substances amères sont extraites. Si le pH n'est pas suffisamment abaissé pendant la fermentation, moins d'amertume est excrétée sous forme de résines de houblon donnant une mauvaise amertume. Les valeurs du ph doivent donc être ajustées durant tout le processus de brassage, notamment par acidification.
Calculs de l'amertume
L'amertume est communément mesurée en IBU (International Bitterness Unit) ou en EBU (European Bitterness Unit). Si ces mesures indiquent bien les propriétés du houblon, elles ne représentent pas réellement l'amertume perçue dans une bière. En effet, l'amertume est moins perceptible dans les bières avec des malts torréfiés ou des arômes forts : une stout à 50 IBU semblera moins amère qu'une Pale Ale à 30 IBU.
Depuis une dizaine d'années, de nouvelles mesures ont fait leur apparition, portées notamment par Ray Daniels.
BU:GU : ratio Amertume/Densité
Tout d'abord, le ratio Amertume/Densité-Gravité, BU:GU, qui détermine le degré d'équilibre d'une recette en terme d'amertume, que l'on appelle aussi l'amertume relative : une valeur de 0,5 est équilibrée ; les valeurs inférieures sont plus maltées ; les valeurs supérieures, plus houblonnées.
La formule est simple :
Ratio = unités d'amertume / unités de densité
Les unités d'amertume sont mesurées en IBU, et les unités de densité sont la partie fractionnaire de la densité initiale (OG pour Original Gravity en anglais) multipliée par 1000 soit :
ratio = IBU / ((OG - 1) x 1000).
Exemples de moyennes de quelques styles de Bière :
|
Mais ce ratio ne prend pas en compte l'atténuation, et donc, la densité finale de la bière en fin de fermentation.
RBR : Ratio d'amertume relative
Le ratio d'amertume relative est ainsi le calcul prenant en compte l'atténuation qui, tout comme le ratio BU:GU, est plus amer lorsque le nombre est compris entre 0,5 et 1.
Ce calcul se fait de la manière suivante :
RBR = (BU:GU) x [1 + (ADF* - 0.7655)]
*ADF = Atténuation apparente. 0,7655 est l'ADF moyen de tous les styles de bière. Étant donné que le ratio d'amertume relative prend en compte l'équilibre par rapport à tous les styles de bière, il l'utilise comme une constante. Vous comparez l'ADF de votre bière à l'ADF moyen (0,7655), puis ajustez le taux d'amertume standard en conséquence (il augmente si votre ADF est supérieure à la moyenne, diminue si votre ADF est inférieure à la moyenne).
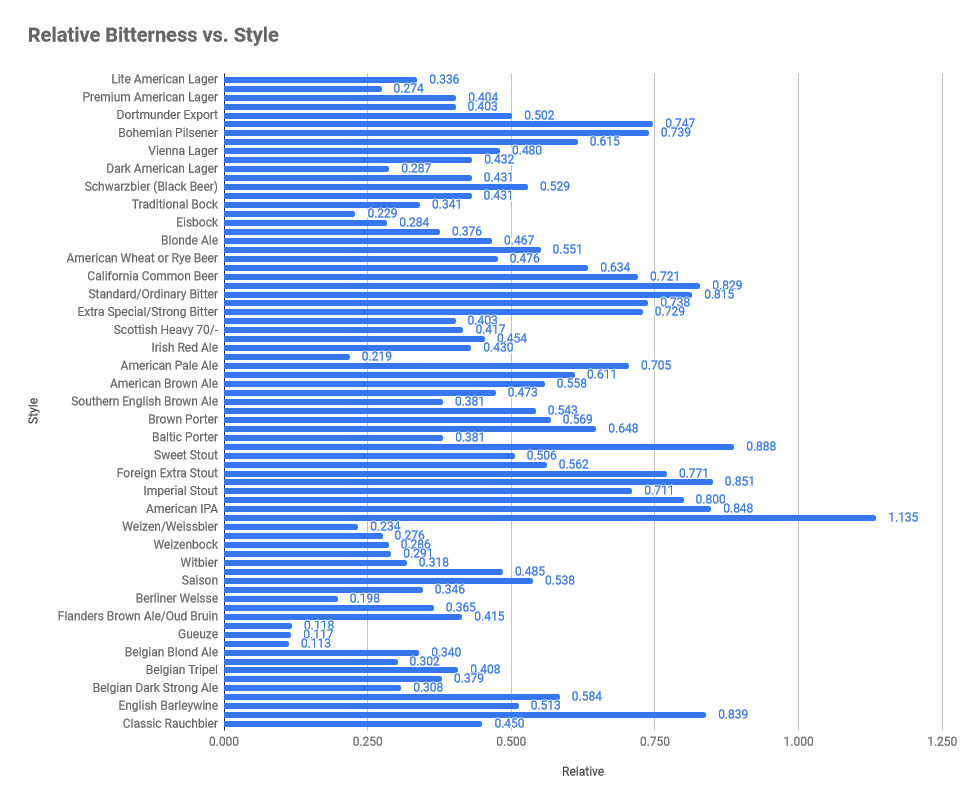
Exemple de ratio RBR par styles de bière – source : madalchemist.com
Ainsi, si vous avez deux bières avec le même IBU et la même densité mais que l'une a une forte atténuation apparente, la perception de leur amertume sera différente.
L'amertume dans la bière est l'une de ses propriétés les plus intéressantes et se doit d'être maitrisée. Beaucoup de consommateurs en sont demandeurs. C'est pourquoi le ratio d'amertume relative leur serait plus pertinent et révélateur. Les amateurs d'amertume aimeraient sans doute voir apparaître ce ratio d'amertume sur les étiquettes de bière.
Vincent F.
Références :
L'amertume, sentinelle du système immunitaire : pourlascience.fr/sd/medecine/lamertume-sentinelle-du-systeme-immunitaire-9538.php
L'amertume, une ligne de défense contre les infections nasales : journaldemontreal.com/2017/04/16/lamertume-une-ligne-de-defense-contre-les-infections-nasales
Amertume et microbes : beaubiophilo.com/2019/03/amertume-et-microbes.html
Vous détestez la bière amère? C'est votre ADN qui parle : huffingtonpost.fr/2018/07/06/vous-detestez-la-biere-amere-c-est-votre-adn-qui-parle_a_23473716/
Sensitivity to bitter tastes may be why some people eat fewer vegetables : sciencedaily.com/releases/2019/11/191111084916.htm
Bitter Receptor Gene (TAS2R38), 6‐n‐Propylthiouracil (PROP) Bitterness and Alcohol Intake : doi.org/10.1097/01.alc.0000145789.55183.d4
Discrimination of Isointense Bitter Stimuli in a Beer Model System : mdpi.com/2072-6643/12/6/1560/htm
Évolution des comportements alimentaires : adaptations morphologiques et sensorielles : persee.fr/doc/bmsap_0037-8984_1999_num_11_3_2554
Bitter Receptor Gene (TAS2R38), 6‐n‐Propylthiouracil (PROP) Bitterness and Alcohol Intake : onlinelibrary.wiley.com/doi/abs/10.1097/01.ALC.0000145789.55183.D4
Hop bitter acids: resources, biosynthesis, and applications : https://doi.org/10.1007/s00253-021-11329-4
Perspectives on Astringency Sensation: An Alternative Hypothesis on the Molecular Origin of Astringency : doi.org/10.1021/acs.jafc.0c07474
Bien choisir son eau de Brassage : btobeer.com/themes-conseils-techniques-bieres-brasseries/zythologie/bien-choisir-son-eau-de-brassage
Le Choix du Houblon pour la bière : de la chimie au flaveur : btobeer.com/themes-conseils-techniques-bieres-brasseries/conseils-houblons-bieres/le-choix-du-houblon-de-la-chimie-aux-flaveurs
Balancing Your Brew: How To Calculate Perceived Bitterness : learn.kegerator.com/how-to-calculate-perceived-bitterness/
Mad Alchemist: Relative Bitterness Ratio (RBR) : madalchemist.com/relative_bitterness.html
BU:GU Ratios : finnhillbrewing.blogspot.com/2011/04/bugu-ratios.html
Changes in beer bitterness level during the beer production process : springer.com/article/10.1007/s00217-022-04154-0
Bonus :

- Détails
- Catégorie : Conseils et techniques
Seconde Partie du Dossier Développement durable. Cette seconde partie traite de l'économie circulaire et de la démarche RSE des microbrasseries ainsi que les actions pouvant être envisagées par les brasseurs pour réduire leur impact environnemental et les leviers pour une bonne démarche de développement durable.
Economie industrielle et territoriale
L’économie circulaire est généralement signe de territorialité. La relocalisation permet le développement économique du territoire et la création d’emplois en intensifiant l’usage des ressources locales.
Elle s’appuie notamment sur le renouvellement des infrastructures existantes et la révolution numérique. Elle limite la dépendance aux flux de matières et d’énergie entrants. En tablant sur les circuits courts et des filières d’approvisionnement durable locales, les territoires sont capables de réduire leur empreinte environnementale et de renforcer leur autosuffisance. Ces boucles vertueuses peuvent en outre favoriser le retour à l’emploi de personnes en situation d’exclusion, via l’engagement du secteur de l’économie sociale et solidaire. L’économie circulaire s’appuie sur la mise en réseau et la coopération de l’ensemble des forces vives de l’économie locale, des entreprises au tissu associatif et citoyen.
Pour les microbrasseries, cela se décline de la façon suivante :
- Protéger et développer son agriculture : orges d’origine agriculture raisonnée + biodiversité (ou orge biologique) : maintenir et enrichir la biodiversité et la fertilité des sols
- Imaginer une nouvelle identité et culture avec l’usage de nouvelles matières premières et de nouveaux ingrédients : houblon, châtaigne, mirabelle, safran …
- Développer l’image régionale en relation avec le territoire
- Produire et consommer localement : réduction des transports
- Faciliter l’insertion sociale : pas de déménagement de l’activité ; ateliers d’aide
- Protéger l’environnement et gérer les paysages pour s’inscrire dans le territoire
- Reconquérir d’anciens bâtiments laissés à l’abandon
- Créer une nouvelle vie dans des quartiers oubliés : nouveaux lieux de vie et nouveaux services
- Animer les fêtes locales, mariages… et lier des liens étroits avec les collectivités et acteurs locaux
- Utiliser des emballages recyclables et récupérables (carton neutre), réduire les suremballages
Les microbrasseries assurant une meilleure traçabilité « du champ au verre » sont des défis d’entreprise avec une volonté d’engager la filière dans une démarche RSE (responsabilité sociétale et environnementale)
- Production locale répondant à des attentes sociétales fortes (territorialité, transparence, traçabilité…), notamment de la part des consommateurs,
- Terroir culturel avec des bières aux caractéristiques différentes : innovations
- Taille humaine avec des liens forts au niveau rapports humains sur l’ensemble de la chaîne de valeur
- Matières premières régionales cultivées en commun (orge, maïs, houblons, plantes aromatisantes, …) avec l’implantation de malteries régionales (avec l’organisme stockeur assurant le nettoyage et le triage) permettant de répondre à l’attente de la production locale la mise en place de contrats de vente (gamme, volumes, etc.) sur la base d’une relation client / fournisseur constructive intégrant une analyse partagée de la valeur
- Valorisation des sous-produits dont les drêches en alimentation animale ou autres valorisations
La filière devient ainsi éco-conçue, avec une valorisation en économie circulaire des sous-produits tout en établissant des liens territoriaux forts : « Je bois local ». La brasserie elle-même devient un aspect mineur de l’ensemble de la communauté bière.

Source : Green beer : preserving dayton’s industrial legacy through sustainable brewing practices : thèse de Emma T. Schrantz
La mise en place d’une houblonnière s’effectue au sein de la ville pour remplacer une friche, ce qui est tout de même plus convenable que de cultiver du cannabis !
Application aux microbrasseries
Nous allons dans cette dernière partie étudier plus précisément les actions pouvant être envisagées afin de réduire ces impacts. Cette démarche peut également être développée pour l’amont agricole et la malterie, je laisse le soin au lecteur de contacter l’auteur pour plus d’informations.
Tout d’abord, il faut connaître l’ensemble des intrants et extrants : les consommations électriques, les consommations thermiques (gaz naturel, bois...), les consommations d’eau, l’ensemble des achats, les résidus et déchets générés… Une analyse du cycle de vie (ou ACV) pourra apporter une quantification intéressante au niveau des impacts pour connaitre au plus juste les résultats obtenus, suite aux actions mises en œuvre pour réduire les impacts. La réduction des rejets liquides et gazeux est également un enjeu, tant en terme de quantité que de qualité (DBO5, DCO, MES, Métaux lourds, SO2, COV, CO2, POPs (polluant organique persistant), …).
Valoriser les résidus
Il n’y a que très peu de déchets générés au sein des activités de la filière. Le déchet est tout ce qui dépasse le minimum absolu de matières premières, de fournitures, d’énergie et de travail nécessaires à la fabrication d’un produit. Nous avons principalement des résidus ou des sous-produits (levures, alcools, drêches fournissant protéines et polyphénols …), car ils sont toujours recherchés dans de nombreuses valorisations (amendement agricole, alimentation du bétail, source d’énergie…).
La brasserie est au cœur d’une économie circulaire (comme nous l’avons montré pour le secteur vinicole). Ce schéma tiré de la thèse de Emma T. Schrantz (Green beer : preserving dayton’s industrial legacy through sustainable brewing practices) le démontre :
Les matières premières sont d’origine locale ou en provenance d’une agriculture urbaine (surtout pour le houblon, plantes et autres ingrédients aromatiques entrant dans la constitution du produit). L’engagement du consommateur responsable est indispensable, en le récompensant par exemple s’il recycle ses emballages à la brasserie.
Quels leviers pour économiser lors de la fabrication de la bière ?
- Utiliser des matières premières locales (ou nationales), des pains perdus, des matières premières biologiques…
- Améliorer les rendements sucre/malt pour réduire les intrants, en étudiant toutes les réutilisations possibles (recyclages, récupération du trouble …).
- Avec les productions non conformes, réaliser de nouveaux produits avant une mise au rebut : vinaigre, alcools (eau de vie de céréales, whisky) …
- Le CO2 de la fermentation est récupérable (recyclage dans l’unité de production, culture d’algues) ou séquestré pour produire du bicarbonate de sodium, ou même pour produire de la vodka par conversion.
- Les drêches peuvent être fournies telles quelles en aliment du bétail, ou séchées pour les zones éloignées d’élevage, en y rajoutant également les levures ou les vinasses de distillerie.
|
UFL |
UFV |
PDIN |
PDIE |
PDIA |
|
0.97 |
0.89 |
205 g |
180 g |
150 g |
(Valeurs nutritionnelles INRA (valeurs indicatives exprimées par kg MS)
Elles peuvent être également utilisées comme combustible en mélange avec du bois, ou bien être méthanisées (85 L CH4 / kg de drêche brute (Projet VALORMAP - ADEME)). Elles peuvent être épandues comme amendement organique selon la norme NF 44 051 (attention toutefois aux périodes d’épandage et aux odeurs), le mieux après compostage comme amendement organique (Norme NFU 44 051)
Au-delà de ces valorisations classiques, il peut être envisagé de s’en servir comme base pour des fermentations en phase solide (production d’enzymes, alcool cellulosique…). Il peut en être extrait des polyphénols (comme dans le cas du raisin). Ainsi les drêches peuvent être au départ d’un nombre impressionnant de filières de valorisation.
Microbial exploitation of brewers’ spent grain in industrial biotechnology, agricultural processes, and human ad animal diets. Source : The role of microorganisms on biotransformation of brewers’spent grain (Angela Bianco)
Au-delà de ces valorisations nécessitant une démonstration économique, des réalisations récentes utilisent les drêches comme base de production de biscuits ou de crackers en France.
- Les levures sont valorisables pour la production d’alcool en récupérant le fonds de tank de fermentation, en tant que nutriment pour l’humain ou les animaux, comme engrais azoté. Elles peuvent être ajoutées aux drêches, entrées en méthanisation, ou en compostage : terre à diatomées, ou en vermiliculture – pisciculture.
- Le kieselguhr pose de plus en plus de problème, à la fois pour la protection des travailleurs lors de son utilisation et pour son élimination : sur les drêches mais ceci pose des problèmes d’appétence pour les animaux en les ingérant par la suite (et usure des dents), seule est possible la valorisation en épandage avec plan d’épandage et difficultés de stockage et d’odeurs.
- De nouvelles stratégies de maîtrise du trouble de la bière sont ainsi à rechercher, réduisant les impacts en général, y compris la consommation d’eau (microfiltration tangentielle par exemple…).
- L’alcool extrait pour la production de bière sans alcool est valorisé comme détergent (liquide vaisselle : réalisation AB InBev).
- L’ensemble des résidus et coproduits de la brasserie peuvent être la base d’une valorisation complète, envisageable pour des petites structures en y trouvant production de vers, de poissons... dans une écologie équilibrée.

Source : Franck Jolibert
Après les matières organiques, le second secteur important est l’emballage.
L’emballage
De nombreuses voies sont à mettre en œuvre : la réutilisation, le recyclage, la valorisation. Pour le consommateur, actuellement la tendance est que l’emballage soit recyclable à 100%, produit localement ou nationalement, et sans sur emballage. Le verre répond bien à ces critères et en y ajoutant l’esthétisme.
En termes d’écoconception, nous pouvons réduire le poids de l’emballage (sachant qu’il existe une limite pour la protection du consommateur), réduire l’épaisseur des films de palettisation, supprimer les collerettes, réduire le grammage des étiquettes, diminuer le poids des capsules, éviter les sur emballages…, inviter les consommateurs à ramener les bouteilles en caisse (en utilisant même des caisses en bois, plus facilement valorisables que les caisses plastiques) … Ainsi Carlsberg a développé la première bouteille de bière en papier.
La bière est vendue via deux types de conditionnement :
1/ Les emballages recyclables en verre et en cannettes
2/ Les emballages consignés pour réemploi comme les fûts inox ou les bouteilles (principalement dans les cafés, hôtels et restaurant (CHR)). Ce réemploi peut être développé uniquement dans des conditions spécifiques (périmètre géographique, poids des contenants, taux de retour, nombre total de réutilisations, consommations d’eau et de produits pour le lavage)
Les brasseurs ont pour ambition de tendre vers 100% de verre recyclé à horizon 2029. Le lavage mutualisé peut ainsi se développer. Un jeune ingénieur vosgien vient de lancer sa petite entreprise, La Bouteille Lorraine. Son activité est le lavage des bouteilles de verre pour les remettre dans le circuit. Les projets Collabfût ou Myfût sont des entreprises qui comptent louer des fûts aux brasseurs artisanaux, les contenants seront récupérés, lavés et renvoyés aux clients, dans la même région.
Gérer au niveau de la microbrasserie
On ne peut gérer que ce qui est mesuré, avec des compteurs horaires par exemple au niveau des équipements. Prendre des mesures en relevant ces compteurs avec les fabrications réalisées et les incidents de la période (semaine, mois) : Consommations d’eau, d’électricité, du fluide thermique ; les températures : eau et de condensation, eau glycolée, T chambre chaude/froide …
Une brasserie bien gérée, c’est :
- 8 à 12 kWh/hl d’énergie électrique
- 6 L d’eau/L de bière (avec embouteillage) : actuellement le standard pour une microbrasserie économe est de 3 L/L de bière
- 45 kWh/hl d’énergie thermique
Vous pouvez vous dirigez vers les 2 articles portant sur les économies d’énergie en brasserie parus sur le site de BtoBeer, ils vous aideront à mettre en place une véritable réflexion pour limiter vos consommations d’énergie. Il est également nécessaire de veiller au type d’énergie utilisé et participer si possible à sa production. Les énergies renouvelables sont à privilégier (bois, biométhane, …).
Ensemble de leviers pour une bonne démarche développement durable
Vous trouverez ci-dessous un certain nombre d’actions susceptibles d’être mises en œuvre pour aller plus loin dans le développement durable de votre activité brassicole.
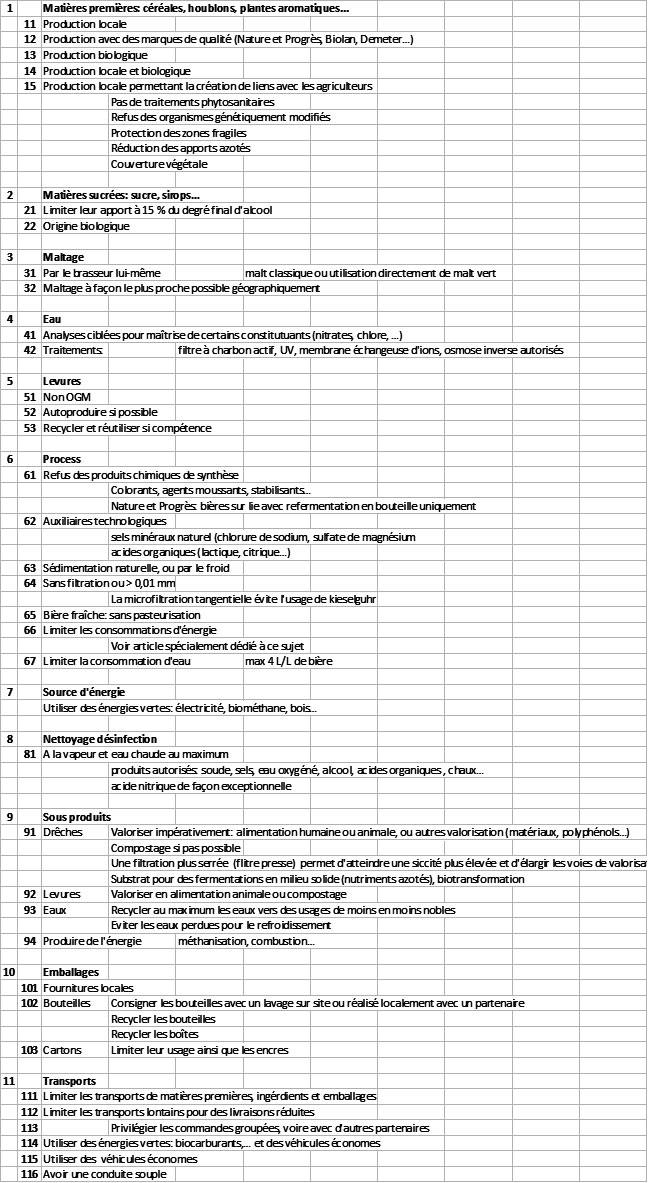
Cliquez pour agrandir - Source : Franck Jolibert
Conclusion
Une filière régionale complète orge/malt/houblon/bière est une composante essentielle de la territorialité. En complément, la mise en place d’une économie circulaire et d’une écoconception pour réduire les impacts est gage de durabilité pour les microbrasseries. Les microbrasseries sont source de durabilité sociale au niveau du territoire. Une labellisation du type « Nature et Progrès » peut être recherchée pour des bières certifiées dans une véritable alternative sociale.
Franck Jolibert, ingénieur ENSAIA





2015-2026 - BtoBeer