
- Détails
- Catégorie : Conseils et techniques
La boisson gazeuse ou boisson carbonatée
Définition :
Une boisson est dite gazeuse ou carbonatée, si elle contient du gaz carbonique à l’état dissous. Ce gaz est appelé aussi : acide carbonique, CO2 ou anhydride carbonique.
La carbonatation est une opération qui consiste à dissoudre du gaz carbonique dans une boisson afin de lui donner son caractère de boisson gazeuse.
Cette dissolution peut s’opérer naturellement en produisant de l’acide carbonique au sein du liquide lors de sa fabrication par voie fermentaire et ce sera le cas de la bière, du cidre, du champagne. Elle peut aussi se réaliser en activant en milieu aqueux le mélange d’un acide organique et d’un carbonate, ce sera le cas des comprimés effervescents répandus en pharmacie qui contiennent en plus de la substance active de l’acide citrique et du carbonate de sodium à l’état anhydre.
Elle peut s’opérer artificiellement en introduisant du CO2 gazeux dans le liquide. Ce CO2 sera de provenance quelconque (Fermentation, combustion, chimique) et sera introduit au moyen d’appareillages appropriés (carbonateur).
C’est toujours avec du CO2 à l’état gazeux que va s’opérer la carbonatation proprement dite, et les formes liquide ou solide de ce corps, qui ne sont que des moyens commodes de stockage ou de transport sous un volume réduit, seront toujours ramenées à la forme gazeuse avant leur utilisation en carbonatation.
Molécule de CO2 musclée!
But de la carbonatation
La carbonatation confère aux boissons un certain nombre de qualités organoleptiques que le consommateur connaît bien et apprécie et qui sollicitent des organes sensoriels tels que :
Le goût : Le CO2 est un support de goût, il a une saveur acide, aigrelette et légèrement piquante qui sera perçue lorsque le gaz se dégagera dans la bouche. En même temps, en se dégageant, le gaz entraînera l’odeur et la saveur des essences et arômes volatils spécifiques incorporés dans le produit, et contribuera à augmenter la perception de l’odeur par les organes olfactifs du nez.
La vue : Citons pour mémoire les sens de la vue qui participe à la sensation générale en y apportant ce contentement éprouvé par les dégustateurs lorsqu’ils voient dans leur verre le gaz carbonique remonter en bulles à la surface de la boisson ou perler sur les parois internes du verre. Pour l’amateur de bière, rien n’est plus réjouissant que de voir la mousse fine et compacte, nourrie de bulles issues du fond du verre.
Enfin, le dégagement de CO2 a un léger effet anesthésiant sur les extrémités nerveuses de la parois buccale ce qui diminue et supprime même parfois la sensation de soif.
Taux de carbonatation des principales boissons carbonatées
Les bières traditionnelles anglaise sont réputées être les moins carbonatées avec 3 à 3,5 g de CO2 par litre. Cette faible carbonatation voulue pour un besoins spécifique gustatif de la boisson sera compensée aujourd'hui par l’azotage de la bière qui en introduisant de l’azote au sein du liquide avant son conditionnement permet grace à la finesse des bulles d’azote produites lors du remplissage du verre du consommateur d’obtenir une mousse importante et de qualité. A l’opposé, les bières belges sont souvent carbonatées à plus de 6 g/l et les bières de fermentations spontannées ou les bières de refermentation en bouteille peuvent atteindre des carbonatation de 7 à 8 g/l et plus, alors que la bière tirée à la pression a partir d’un fût dépasse rarement 4,5 g/l. Voir également notre article sur les techniques de carbonatation pour la bière.
Les eaux minérales gazeuses en contiennent de 4 à 6 g/l alors que les boissons gazeuses comme les Cola peuvent dépasser 9 g/l. Ce taux de carbonatation a été rendu nécessaire en ce qui concerne ces produits lors de la généralisation des récipients en plastique et notamment le polyéthylène téréphtalate (P E T). Car les récipients fabriqués avec ce matériau laissent apparaître dans le liquide une perte de gaz au cours du temps et notamment pendant le stockage de la boisson embouteillée. Pour pallier cet inconvénient les embouteilleurs augmentèrent le taux de CO2 de la boisson pour garantir en fin de D L V une carbonatation encore acceptable.
Le champion de la carbonatation reste le champagne avec 12 g/l de CO2 en moyenne.
Le Gaz Carbonique - Formule Chimique CO2
CO2 : Caractéristiques Physico-chimiques générales
Appelé dioxyde de carbone, anhydride carbonique ou acide carbonique.. Il est commercialisé et utilisé sous forme de gaz, liquide ou solide (neige carbonique). Pour l’industrie des boissons, il est vendu liquéfié à température ambiante sous sa propre pression de vapeur saturante (voisine de 70 bar) et logé en bouteilles en acier de 10 kg de gaz au maximum, ou vendu en réservoir réfrigéré basse pression à moins 20° C sous 20 bar de pression. Dans ce dernier cas le réservoir est a demeure chez le client et un camion citerne assure sa livraison, comme c'est le cas pour les gaz alimentaires pour brasseries d'Air Liquide. Les deux réservoirs (livraison et réception) sont équipés de moyens de régulation de la pression et de la température du gaz liquéfié.


Utilisé sous ses différentes formes, il aura en plus de son rôle dans la carbonatation des boissons, des applications protectrices sur la stabilité des aliments en chassant ou en se substituant à l’oxygène lors de leur conditionnement. Il aura également sous sa forme solide des utilisations dans le domaine frigorifique.
On peut déduire sa densité par rapport à l’air, de sa masse molaire M selon la formule :
d = M/29 ce qui donne Pour C = 12 et O = 16 - (12+ 16 x 2)/29 = 1,517
Son poids volumique à 0°C et à la pression atmosphérique normale est 1,98 (voisin de 2 g /l)
- Point critique : Température critique 31,1° C – pression critique 74,96 bars ; A cette température le CO² ne peut plus exister à l’état liquide quelle que soit la pression appliquée.
- Point triple : Température – 56,6° C – pression 5,28 bar ; A cette température et a cette pression les trois états : gaz, liquide et solide préexistent.
- Sa solubilité dans l’eau et les solutions hydro-alcooliques est importante.
A 15° C dans l’eau pure sous 1 bar de pression absolue, il se dissout à raison de 1 litre de gaz par litre de liquide ce qui correspond compte tenu de son poids spécifique à une dissolution de 2 g /l.
- A faible dose dans l’air respirable (< à 5%) il n’est pas toxique et réalise même l’activation des phénomènes respiratoires par excitation de centres cérébraux (deuxième souffle du coureur). Au-delà d’une concentration de 10% dans l’atmosphère il devient vite dangereux et est mortel à 20%.

Courbes donnant les limites de vaporisation, fusion et sublimation du CO2 en fonction de sa température et sa pression
LEGENDE
C= point critique T°=31°C – Sur BD liquide et gaz existent et la quantité de liquide augmente quand on se déplace de B vers D. Sur TT’ liquide, solide et gaz existent, T’ = point triple (P=5,28kg/cm2- T°= - 56,6 °C) A la pression atmosphérique (1 kg/ cm2) le liquide ne peut pas exister car la pression est inférieure à 5,28 kg/cm2.
LE CO2 à l’état de fluide super ou hyper critique
Le CO2 dans son état super critique c’est à dire T° >31° C et P > 78 bar à des propriétés de solvant importantes. Après extraction de la substance dissoute, il sera réutilisable par détente puis recompression.
Le CO2 sous forme de gaz hypercritique est utilisé dans l’industrie des boissons pour l’élaboration d’extraits de houblon, l’extraction d’arômes et la désodorisation de liège destiné à la fabrication des bouchons de bouteilles.
Remarque : Les fluides super critiques sont des gaz utilisés au delà de leur température et pression critiques. Ils présentent alors des propriétés solvantes très particulières qui peuvent être rendues spécifiques par simple variation de pression ou de température.
Les fluides supercritiques sont:
- Proches des liquides en masse volumique,
- Proches des gaz en viscosité,
- Entre gaz et liquides en propriété de diffusion.
Dans le cas du CO2 pris à l’état supercritique les avantages sont les suivants :
- Pouvoir solvant comparable aux solvants organiques.
- Haute diffusivité, basse viscosité, solvant apolaire.
- Pouvoir solvant ajustable par modification de pression et température.
- Absence de toxique dans les extraits et les résidus, milieu chimique inerte.
- Température et pression d’utilisation relativement basse (Tc 31,1 ° C - Pc. 72,8 bar)
- Aucun risque d’explosion.
- Faible coût d’exploitation.
Le CO2 à l’état supercritique utilisé dans l’extraction des principes actifs du houblon est pour l’utilisateur brasseur le solvant idéal car il est très spécifique et ne dissout que les huiles essentielles, les acides alpha et bêta et les résines molles, laissant de côté les résines dures, les chlorophylles, et les poly phénols. L’extrait de houblon obtenu par extraction au CO2 supercritique a la couleur jaune de la lupuline et le parfum du houblon frais.Parfaitement à l’abri de l’air, l’extrait est protégé de toute oxydation.
Si la méthode supercritique classique avec des valeurs de P et T respectivement de 300 bars et 50 à 60 °C est très intéressante dans le cas de l’extraction du café, elle n’est pas indispensable pour le houblon, car l’augmentation de ces paramètres entraîne automatiquement une dissolution croissante des substances indésirables. Les paramètres suivants: 50 à 70 bars et une température voisine 31,5 °C conviennent parfaitement pour obtenir un rendement d’extraction supérieur à 95%. Le matériel utilisé avec cette méthode est évidemment le moins onéreux.

Diagramme d’extraction supercritique
Origines du CO2
Origine naturelle du CO2
Dans la nature on le rencontre dans l’air dans une proportion qui va croissant ; 280 ppm en 1850, 300 ppm en 1990.pour atteindre largement plus de 350 ppm aujourd’hui. Pourtant le taux de CO2 dans l’air devrait être maintenu constant par l’action combinée de :
- La photosynthèse par laquelle il est absorbé par les parties vertes des végétaux à chlorophylle sous l’action de la lumière et est transformé en amidon et en sucre. Pour cette fonction , la forêt amazonienne joue un rôle des plus important
- Du carbonate de Ca contenu dans les mers et où les récifs coralliens qui interviennent en jouant sur l’équilibre bicarbonates – carbonates pour réguler également la concentration en CO2 de la planète).
- Notre appareil respiratoire contient toujours du CO2 et nous le rejetons avec l’air expiré
- Il s’échappe du sol dans certaines sources naturelles, donnant naissance a des eaux minérales gazeuses qui seront renforcées ou non avec leur propre gaz.
Production industrielle du CO2
Production de CO2 par récupération de gaz de fermentation (exemple en brasserie)
- Hypothèse de base : Soit une bière à 12% plato et 80% d’atténuation réelle, ce qui correspond à 9,6 % plato de sucres fermentés. Par 100 cc de bière en fermentation on va disposer de 9,95 g fermentescible (Jeu du a et b des tables d’équivalence utilisées en brasserie. Les concentrations en g/100g plato sont transformées en g /100 cc)
D’après la réaction de la fermentation alcoolique :
C6H12O6 à 2CO2 + 2 CH3CH2OH +22kcal.
Le bilan massique montre que 1 g de sucre produit 0,488g de CO2
Les 9,95 kg de sucre fermentescible par hl vont donner : 9,95 x 0,488 = 4,855kg de CO2
Sur ces 4,855kg de CO2 une partie va être retenue pour la carbonatation de la bière à 5 g/l soit 0,5 Kg /hl. Il reste donc disponible 4,355kg/hl de CO2. En fait, compte tenu de des purges nécessaires pour chasser l’air qu’il contient, avant de mettre un tank de fermentation en récupération de CO2, du barbottage necéssaire au bondonnage , et les pertes diverses on va récupérer environ 3kg/hl.qui devront suivre un traitement de deshumidification ( gel de silice régénérable par air chaud), de désodorisation ( traitement au charbon actif ) et de liquéfaction à basse pression et basse température ( 20 bar et –20°C ) ou une liquéfaction haute pression
( 70 bar et 25 °C maximum), compte tenu de la température critique du CO2 située a environ 31°C.). Cette liquéfaction s’obtiendra par plusieurs étages de compression avec refroidissements succéssifs.

Récupération du CO2 par voie fermentaire (d'après FENART)
Production de CO2 par combustion de substances carbonées
Dans ce procédé, le plus utilisé industriellement, les gaz de combustion sont lavés, débarassés des cendres et du SO2 et absorbés sur un alcalin, puis désorbé par action thermique et envoyé dans un gazomètre en attente de liquéfaction
Production par calcination de carbonates ou leur traitement par un acide(récupération des gaz des fours à chaux ou à magnésie par exemple) décomposition du carbonate de chaux par la chaleur : CO3Ca → CO2+ CaO (chaux vive).
Comme déjà signalé, c’est également le cas de la production de comprimés éffervescents ou le produit actif est emprisonné dans un mélange anhydre de carbonate et d’acide citrique et réactivé en milieu aqueux.
Cette technique de production par action d’un acide sur un carbonate fut très usité autrefois pour obtenir ce gaz et l’utiliser pour la fabrication de boissons gazeuse. Le procédé est encore très utile dans les pays ou le CO2 liquéfié et commercialisé en l’état est inconnu.
Pratiques de l’utilisation du CO2 liquéfié

Principe schématique de l’approvisionnement de CO2 liquide par un camion citerne dans un réservoir basse pression maintenu à moins 20°C sous une pression de 20 bar. ( d'après Fenart )
Si c’est toujours sous forme gazeux que le CO2 sera utilisé dans l’industrie des boissons, comme déjà évoqué, il sera livré et approvisionné sous forme liquide soit en vrac à partir d’un camion citerne soit en bouteilles de 5 ou10 kg, ces dernières devront alors être stockées dans un endroit frais et couvert, en position couchée, ou debout “attachées”.
Dans le cas de la réception sous forme liquide réfrigéré (+20 bar, - 20°C). Le réchauffement éventueldu liquide stocké va provoquer une augmentation de la pression dans le réservoir. Cette augmentation sera combattue, en prèlevant du gaz dans la phase gazeuse du réserviur , ce qui provoquera la vaporisation d’une partie du liquide pour compenser le prélèvement de gaz et en conséquence refroidissement de l’ensemble. Le gaz prélevé sera recomprimé par un compresseur, refroidi et réinjecté dans le réservoir. D’autres système de régulation prévoient d’installer dans la phase liquide l’ évaporateur d’une machine frigorifique qui se mettra en route dès qu’un pressostat aura déterminé une augmentation de la pression dans le réservoir.
Avant de débuter le transfert du camion citerne de livraison au stockage chez le client utilisateur de gaz, il y aura lieu de mettre en comunication les deux phases gazeuses (réservoir à remplir, citerne de livraison) pour éviter la prise en neige carbonique du réservoir de livraison lors de la détente due à la vidange ..
Pour les bouteilles ou réservoir non calorifugés ni sécurisés de gaz carbonique liquide, la température de stockage devra être largement inférieure à la température critique de 31,1° C au delà de laquelle il y aura un risque d’explosion, le liquide se transformant spontanément en gaz et developpant alors une pression considérable. Bien sur, des sécurités existent sur ces récipients soit en autorisant une fuite de gaz par soupape soit tout simplement en réalisant spontanément une fuite au niveau du robinet de service provoquée par un manque d’étanchéité à la pression de sa liaison au récipient . Cette fuite est suivie d’une détente qui suffit à refroidir le liquide dans sa masse et baisser la pression dans le réservoir, pourtant des accidents ont déjà eu lieu avec des conséquences dramatiques.
Les bouteilles de gaz sont remplies en mettant en œuvre des pompes haute pression qui prélèvent sur la phase liquide d’un stockage, mais comme c’est toujours sous forme gazeux que le CO2 sera utilisé dans l’industrie des boissons. c’est sur la phase gazeuse de la bouteille que seront efféctués les prélèvements chez l’utilisateur. Si le prélêvement est rapide et continu, il va se produire là encore une détente du gaz et une vaporisation du liquide nécéssaire pour rétablir la pression de la phase gazeuse, ce qui risque de refroidir voire geler la robinetterie et empêcher de continuer le prélêvement, dans ce cas un arrosage de la bouteille à l’eau froide suffit généralement à stabiliser le débit de gaz. Surtout ne pas utiliser d’eau chaude à cause du risque de pouvoir atteindre la température critique.
Dans le cas d’un prélêvement par l’utilisateur a partir d’un réservoir basse pression ou haute pression d’un volume plus important, ( Stockage de 2T à 30 T de CO2 liquide ) le prélêvement se fera sur la phase liquide et nécéssitera d’avoir a vaporiser le liquide avant de l’envoyer vers l’utilisation, il faudra dans ce cas faire appel a des vaporisateurs qui sont des réchauffeurs fonctionnant à l’électricité ou à la vapeur et dimmensionnés pour un débit précis de prélèvement.
L’avantage de l’utilisation de CO2 liquéfié en bouteille, tient au fait que tant qu’il reste une goutte de liquide dans la bouteille, la pression à l’interieur de celle ci reste constante pour une température donnée, cela améliore les conditions de travail des détendeurs placés en sortie. Ce que l’on ne retrouve pas avec l’azote qui n’est pas liquéfiable aux températures d’utilisation et qui est livrée dans des bouteilles à plus haute pression, mais sous forme gazeuse et pour lesquelles la pression interne diminue au fur et a mesure du prélèvement.
MIX–GAZ
Les mix-gaz sont des mélanges de gaz alimentaires. Généralement il s’agit d’un mélange d’azote et de CO2
Utilisés dans le cadre du tirage pression de la bière, ils vont servir à appliquer sur le fût en tirage une pression totale qui sera composée d’une pression de gaz carbonique destinée à assurer le maintien de la carbonatation de la bière, et d’une pression d’azote destinée à vaincre les dénivellations depuis le fût jusqu’au robinet de tirage et les pertes de charge de la conduite de bière.
L’azote est utilisé car c’est un gaz neutre doté d’une très faible solubilité. De plus les bulles formées par l’azote au sein du liquide sont petites par rapport à celle produites par le CO2. Cela communique à la bière une mousse fine et crémeuse, très recherchée. A tel point que certains brasseurs pratiquent l’azotate de leur bière.
Si tout au début de la mise en route des mix - gaz on utilisait des bouteilles de mélange CO2 - N2 dans des proportions définies aujourd’hui on préfère faire le mélange directement à la cave ou se trouve le fut en tirage à partir de deux sources de gaz différentes.
On notera que le CO2 est toujours livré en bouteilles sous forme liquide alors que l’azote est livré sous forme gazeux à 200 kg de pression (il n’existe pas a l’état liquide aux températures d’utilisation).
Les mélanges utilisés sont : 60% CO2 40% N2 - ou - 40% CO2 et 60% N2
Cette utilisation permet d’appliquer des pressions de transfert importantes sans risque de sur saturation en CO2.
Notons que la production de N2 sur place par des techniques membranaires se développe dans les grandes installations de tirage pression.
Pierre Millet

- Détails
- Catégorie : Zythologie
Elles reviennent chaque année mais d'où exactement ? Et puis c'est quoi une citrouille ? Non mais sérieux, on ne va pas vous faire passer des courgettes pour des citrouilles ! Même si elles sont de la même espèce. Avec cette intro qui fait peur [et oui c'est Halloween], on vous emmène à la découverte des bières à la citrouille qui fleurissent ci et là et des pratiques relatives à son brassage.
Citrouille vs La Citrouille
Avec l'automne, l'arrivée des légumes et des fruits de saisons et des bonnes vieilles traditions d'Halloween fraichement importé sur le vieux continent, colorent les étals des commerces en tout genre, c'est la fête de la citrouille ! Alors pourquoi ne pas en faire des bières ?!
La grande famille des Cucurbitacées s'est développée et a été cultivé un peu partout dans le monde, et spécialement dans les zones tropicales d'Afrique et des Amériques. Parmi ses représentants on compte notamment le concombre, les courges et courgettes, la pastèque, les melons ou bien les calebasses, qui sont ainsi tous d'origines et de variétés différentes.
La plus couramment utilisée en Amérique du Nord pour les Pumpkin beers, est la Citrouille « à tarte » (Pie Pumpkin, Sugar Pumpkin ou Cinderella Pumpkins), [Cucurbita pepo subsp. Pepo], petite sœur plus gouteuse et sucrée de la Citrouille dite « Citrouille véritable », de la même famille que les courgettes et la courge spaghetti qui sont originaires de ce continent. En effet, en Français, le mot Citrouille est utilisé depuis le 13ème siècle et réfère plutôt aux espèces orange comme la courge musquée [Cucurbita moschata], le potiron quant à lui est cousin de la citrouille et est originaire d'Amérique du sud).
Par ailleurs, en Botanique, la citrouille est un fruit, et plus spécifiquement une baie (comme la myrtille!..), et non un légume. En effet si un légume est la partie consommable d'une plante potagère, un fruit est spécifiquement l'organe comestible des plantes à fleurs qui contient les graines et succède à la fleur. Enfin si le fruit contient des pépins et non des noyaux, c'est une baie.






La culture des Citrouilles par le amérindiens puis les colons et leurs utilisations culinaire et brassicoles est attesté depuis le 18ème siècle, (en 1771 sous le terme « pompion ale », oui car le premier terme américain pur désigner les citrouilles, pompiom, est dérivé du français « pompon »… ha les échanges linguistiques encore une longue histoire!…), même si dans le cas de la bière, les citrouilles ont surtout servis à l'époque à pallier aux manques de malts, la citrouille étant riche en sucres.

"1893 Maule's seed catalogue" (1893)
En revanche, la tarte à la citrouille est restée très présente dans la culture étasunienne lors des fêtes d'halloween, et l'on trouve d'ailleurs dans ce pays, de la purée de citrouille en boite préparée pour la confection des tartes. Et puis la citrouille est « LE » symbole d'Halloween lorsqu'une fois sculptée, elle devient une « jack-o-lantern », la lanterne que les américains arborent sur leurs pas de porte le soir du 31 octobre, sinon on peut toujours faire un fût ou bien un seau à glace avec l'écorce pour la bière faite avec sa pulpe…. Une vraie citrouille serait donc bien une Pumpkin d'Amérique du Nord, bien distingué des courges « Squash » dans la langue anglaise.


La bière à la citrouille quant à elle, a été oubliée de nombreuses années jusqu'à ressurgir dans les années 80 lors du renouveau de la microbrasserie aux « states » grâce à Bill Owens de la Buffalo Bill's Brewery (Californie, 1985) puis ces dernières années drainée par les effets de saisons (Halloween, Thanksgiving), les envies de création et de styles : employer un fruit « local » de saison, ou créer des bières plus nostalgiques reprenant des saveur d'antan, aux saveurs rondes et aux goût de gâteaux, des milks stouts aux « pie » beers aux saveurs cafés, chocolats ou citrouilles en passant par les bières épicées (ça nous fait penser un peu aux bières de Noëls…)!
Une bière à la citrouille d'aujourd'hui est donc bien loin de l'ersatz de bière à la citrouille du 18ème siècle. La citrouille est utilisée en complément du malt, dans des styles biens différents, allant des ales aux stouts en passant par des barley wines et des styles belges. Elles se veulent aujourd'hui plus rappeler la tarte à la citrouille et les épices qui y sont incorporées qu'elles ne travaillent les propriétés gustatives, de saccharifications ou même phénolique de ce fruit.
C'est quoi une tarte à la citrouille ?
Prenons les ingrédients d'une recette typique américaine pour une tarte à la citrouille :
| 2 gros œufs plus le jaune d'un troisième œuf 1/2 tasse de cassonade foncée 1/3 tasse de sucre blanc 1/2 cuillère à café de sel 2 cuillères à café de cannelle 1 cuillère à café de gingembre moulu 1/4 c. à thé de muscade moulue 1/4 c. à thé de clou de girofle moulu 1/8 c. à thé de cardamome moulue 1/2 c. à thé de zeste de citron 2 tasses de purée de pulpe de citrouille provenant d'une citrouille sucrée (450g) 1 1/2 tasse de crème épaisse Et 1 pate à tarte |
 |
Mélangez le tout puis au four!
Les épices caractéristiques sont donc la cannelle, le gingembre, la muscade, le clou de girofle, la cardamone, le citron mais on peut aussi introduire de la vanille, de la noix de coco ou bien même du piment ou des poivres!
Le travail du brasseur est donc de pouvoir faire exprimer plus ou moins la saveur de citrouille ou la saveur des tartes à la citrouille et les épices qui y sont associées.
Recettes et Pratiques
L'utilisation de citrouilles en brasserie, comme de beaucoup de végétaux, peut faire peur ne serait-ce qu'en pensant à l'étape de filtration. La grande question qui se pose régulièrement concerne la forme idéale des ingrédients ajoutés : en morceau, en purée, en jus ? Et à quel moment ?
Cette question n'est pas définitivement résolue, si la plupart utilise des citrouilles coupés en morceaux et préparé aux fours en avance en amont du brassage (environ 1 heure à 190° c), en général 24h avant. D'autres préfèrent des jus pour éviter les saveurs grillées/rôties de la torréfaction de la citrouille, ou préfèrent la purée même celle préparée en canette pour ceux n'ayant pas de citrouilles à disposition, ou bien si il faut préparer sa bière fin septembre pour être en commercess pour Halloween, alors que la citrouille nouvelle n'est pas encore forcément disponible...
La proportion de citrouille se situe en moyenne entre 15 et 25% du volume de malts utilisés, elle peut être ajoutée à peu près à n'importe quel point du processus d'ébullition mais aussi à l'empâtage et lors de la fermentation. Mais cela dépendra de différents facteurs, dont la couleur que l'on veut donner à sa bière, ou bien la sucrosité du fruit employé. Si l'idéal est d'utiliser des citrouilles sucrées véritables américaines, nous disposons sous nos latitudes de beaucoup de potiron et de potimarron, pour lesquels il faudra effectuer des tests. Par exemple Jason Buehler utilise la variété de citrouille Dickinson « Elles ne contiennent qu'une petite quantité de sucre que nous utilisons uniquement pour la saveur, pas pour la teneur en sucre ». Et puis pour faire ressortir le goût de la citrouille, rien n'empêche d'en ajouter lors de la première fermentation.
Pour Alexandre Groulx de Le Trèfle Noir Microbrasserie au Québec : «La quantité de citrouille utilisée pour la Ale-O-Ween a variée énormément au fil des années. Les première années nous avons utilisé une quantité de 20 citrouilles cuites ( au four ) pour 400L de bière final ( lorsque nous brassions au pub seulement ). Le goût de citrouille n'étant pas assez présent nous avons augmenté l'année d'après à 45 citrouilles cuites sur un feu de bois extérieur avec de la cassonade et réduit en purée. Encore une fois la goût n'étant pas assez présent nous avons essayé par la suite de masher la bière avec des morceaux de citrouilles cuites. Encore une fois nous avons été déçus du résultat. Donc pour toutes les années suivantes nous avons seulement utilisé des cannes de purée de citrouille, car étant une courge, la citrouille n'a pas vraiment un goût prononcé et donc c'est très difficile à faire sortir, toute fois elle donne vraiment beaucoup de corps ( soyeux ) à la bière. C'est beaucoup d’essais erreur pour arrivé a un résultat et une proportion intéressante pour le produit final.». Enfin, vous pouvez toujours tester une autre variété comme Jean-Christophe Bilodeau de la brasserie québécoise La Souche qui réalise une porter : «Nous utilisons des courges butternut grillées/caramelisées puis mises en purée et ajoutées dans l’empatage. Une courge poivrée serait par contre encore plus goûteuse.»
Pour optimiser la filtration, rien n'empêche de placer les morceaux ou la purée de citrouille dans un sac fin, ou bien d'utiliser une enzyme ou un peu de riz dont les coques servant comme adjuvant de filtration. Pour Jean-Christophe Bilodeau le secret serai de «soutirer plus tranquillement et laisser la courge bien décanter en fin de fermentation». «Dans le passé, nous avions des problèmes mais depuis, nous avons changé notre approche du brassage et ajouté une enzyme pour aider à la dégradation de la citrouille pour la transformation» nous indique Sebastian MacIntosh de la Braserie Ontarienne Flying Monkeys.
L'ajout d'épices ou de houblons est aussi relative aux saveurs de citrouilles recherchés, mais d'une manière générale, mieux vaut utiliser des houblons plus amérisant qu'aromatique car il risquerait de masquer ou d'atténuer les flaveurs de citrouilles et/ou d'épices. L'ajout de miel ou de sirop d'érable renforcera le côté « gâteau » et les saveurs d'outre atlantique. Jason Buehler nous explique « Nous utilisons un mélange d'épices que nous avons créé et que nous faisons produire par une compagnie locale d'épices. Le mélange comprend la vanille, la muscade, le clou de girofle, la cannelle, le macis, le gingembre et le piment de Jamaïque ». « Ce qui fait toute l'identité de ce produit c'est bien entendu les épices. Nous utilisons les épices orignials de la tarte à la citrouille soit la cannelle, le clou de girofle, la muscade et le gingembre » poursuit Alexandre Groulx. Pour Dominic Charbonneau de Brasseurs du Monde au Québec : "Les houblons Européens s’associent bien de par leurs profiles herbacés, terreux et floraux. Je vois ce produit avec toutes sortes de styles, cela dépend de ce que la brasserie désire produire, le dosage et les épices associés devront inévitablement changer."
Les possibilités de styles sont donc nombreuses, le choix incombe ainsi aux brasseurs. « Personnellement, je préfère la citrouille dans les bières Porters ou les imperials Porters, mais elle fonctionne bien dans les bières ambrées ou celles riche en malt. Nous faisons nos bières à la citrouille avec une petite quantité de houblon et je n'en ai pas essayé beaucoup à haute teneur en houblon, en fait je ne pense pas que le houblon aille bien avec la citrouille. J'ai essayé quelques bières Sour à la citrouille qui étaient étonnamment bonnes. » précise Jason Buehler. Pour Sebastian MacIntosh « la citrouille fonctionne mieux avec un style très malté, nous préférons une recette de base de style barleywine qui est riche et pleine et qui complète l'épice. Nous utilisons une quantité minimale de houblon dans cette bière, mais nous ajoutons un houblon "noble". Quelque chose d'épicé et d'herbacé.». « Dans notre cas on l'utilise avec une base de bière double belge, car le côté sucré et très peu amère se marie très bien avec les épices» nous indique Alexandre Groulx.
















Les bières à la citrouille sont en tout cas un succès outre-atlantique « Notre bière "Paranormal Pumpkin Ale" continue d'être un succès pour nous, et chaque année de nombreuses personnes nous demandent quand elle sera disponible. Cette année, nous avons vendu notre plus grosse quantité à ce jour, qui s'est vendu entièrement en seulement 5 semaines!» de conclure Sebastian MacIntosh.
Après la bière au concombre estivale, une bière de Noel avant l'heure, possédant dans sa diversité la « folie » d'Halloween, la bière à la citrouille est une expérimentation automnale stimulante qui invite à la création de bières plus riches. Aucunes excuses d'ailleurs, si vous disposez de ces cucurbitacées dans votre jardin ou près de chez vous ! Enfin n'oubliez pas de faire vos conserves de citrouilles ou de les congeler pour la saison prochaine!.. ;)
V.F.
Liens/Références :
Designing the Perfect Pumpkin Beer Recipe : https://www.homebrewersassociation.org/how-to-brew/designing-perfect-pumpkin-beer-recipe/
Perfect Pumpkin Ale Recipe : https://beerandbrewing.com/perfect-pumpkin-ale-recipe/
The quest for the perfect pumpkin beer : https://s3-us-west-2.amazonaws.com/homebrewassoc/wp-content/uploads/2015/10/01210320/The-Quest-For-the-Perfect-Pumpkin-Beer-Zymurgy-Magazine.pdf
How to Brew an Excellent Pumpkin Ale - Some Tried and True Tips : http://www.brewunited.com/index.php?blogid=154
Forum Brassage Amateur : Bière au potiron : https://www.brassageamateur.com/forum/ftopic21807.html
Brewing Smashing Pumpkin Ale With Fresh Or Canned Pumpkin : https://www.youtube.com/watch?v=dTdBV3yvYm8
Making a beer in a pumpkin https://www.youtube.com/watch?v=kiQ31l7Y0ew
Pumpkins and Pompions : http://animaladventures1314.blogspot.com/2015/10/pumpkins-and-pompions.html
Pie pumpkins : https://www.cooksinfo.com/pie-pumpkins
Un grand Merci à Jason Buehler de la Denver Beer Co : http://denverbeerco.com/
à Alexandre Groulx de Le Trèfle Noir Microbrasserie https://www.facebook.com/letreflenoir/
à Jean-Christophe Bilodeau de la Souche : https://www.lasouche.ca
à Dominic Charbonneau de Brasseurs du Monde : https://brasseursdumonde.com
et à Sebastian MacIntosh de la Flying Monkeys Craft Brewery : http://www.flyingmonkeys.ca/
Bonus! :
Les Bureaux d’études Smurfit Kappa France ont mis au point un emballage Citrouille en carton! Parfait pour collecter les bonbons ou les Pumpkin Beers ! Joyeux Halloween !

Bonus 2 : LA soupe à la bière dans une citrouille !
- Détails
- Catégorie : Conseils et techniques
Pierre Millet est un ancien Brasseur et Ingénieur Brassicole de 84 ans, à la retraite mais toujours très actif notamment au sein du Musée Français de la Brasserie à St Nicolas, que vous avez pu rencontrer lors de nos LABs. Il est l'un des dernières détenteurs de savoir-faire et d'histoires de brasseries des 60 dernières années. Régulièrement Pierre Millet nous fait part de ses réflexions et recherches sur les techniques et problématiques de Brasseries.
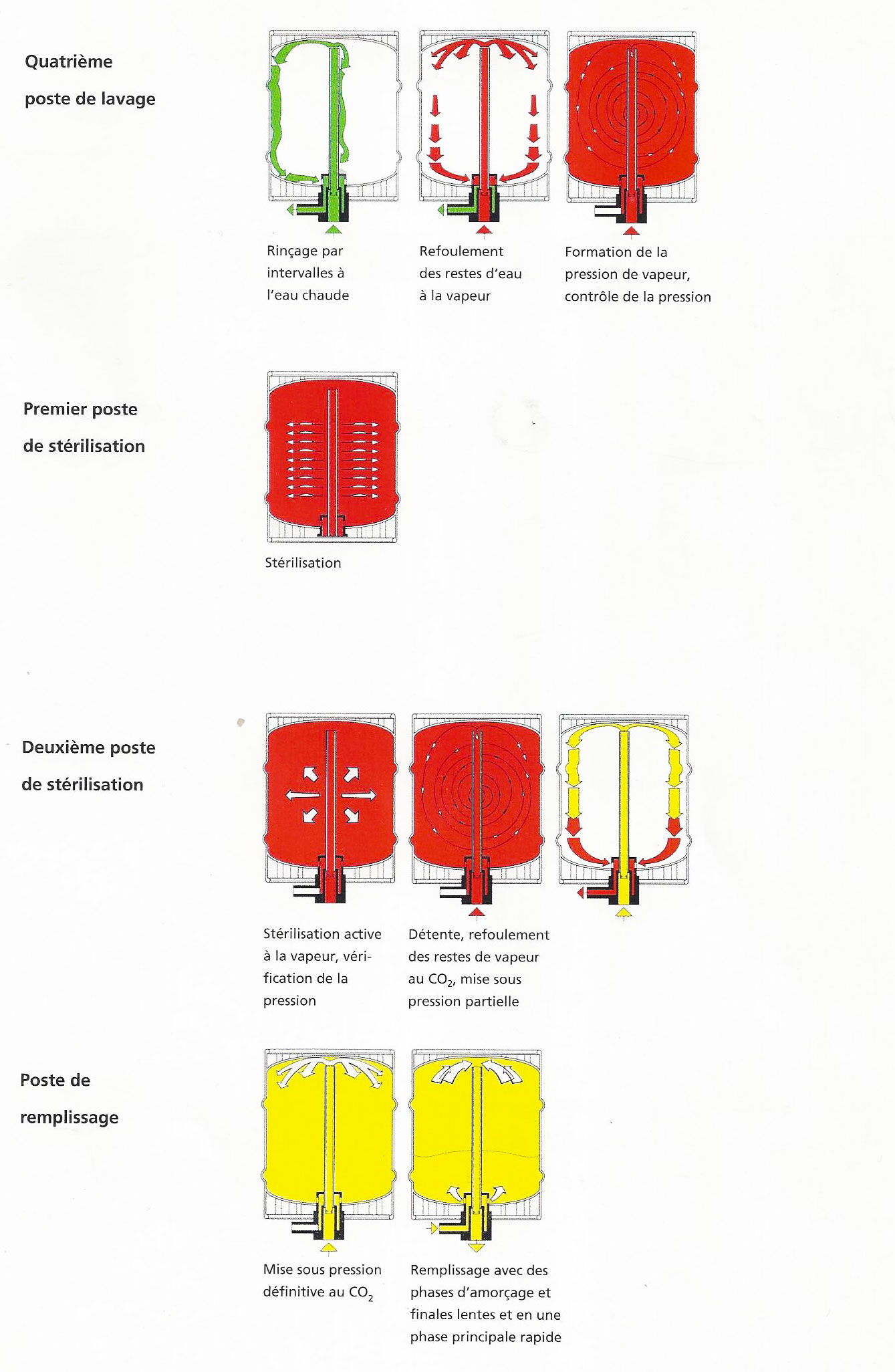
Dans le cas des fûts de bières à plongeurs incorporés (PI), le lavage va se faire d’une façon différente de celui des fûts équipés de plongeurs amovibles (PA), comme ils l’étaient dans un passé récent.
En effet, pour ces derniers le plongeur n’est pas en place pendant le lavage, tandis que pour les plongeurs à PI il reste à demeure pendant le lavage, le remplissage, et le tirage chez le cafetier. De plus, traditionnellement lors du lavage des fûts à P A qui sont débondés, le lavage s’effectue sur une machine de transfert qui transporte le récipient de poste en poste spécifique d’une fonction du lavage, alors que pour les fûts à PI, les fonctions différentes du lavage pourront être groupées sur un même poste qui pourra comporter également la partie remplissage, dans le cas de petites installations d’une cadencer de l’ordre de 50 fûts/heure.
Quand les cadences deviennent plus importantes, la séparation des fonctions impliquera des postes spécifiques à chaque fonction de lavage, de soutirage, ou de stérilisation disposées successivement sur une machine en ligne, et le passage d’un poste à l’autre se fera par poussée ou transport du fût par un système à pas de pèlerin, après désolidarisation de la tête de traitement concernée et escamotage d’une butée de positionnement qui est adaptée aux standards du récipient
Aujourd’hui, il existe pour le conditionnement des fûts de brasserie, des machines de lavage remplissage organisées en carrousel.
Pendant le traitement du fût de bière, et entre deux transferts, celui-ci est maintenu plaqué sur la tête de lavage et de soutirage, ce qui permet aux organes respectifs d’être positionnés sur la bonde du fût et le corps du plongeur. Ces organes fonctionnent comme des têtes de débit analogues à celles qu’utilise le cafetier pour débiter le fût au comptoir, mais de dimensions et de mise en service différents. En particulier, le piston creux de mise en service est solidaire d’une commande mécanique ou pneumatique. Une ébauche de tulipe de centrage est toujours présente sur la tête de conditionnement ; elle permet de corriger les petits défauts de dimensions des récipients, et autorise l’embectage même si le positionnement prédéterminé par des taquets de guidage, n’est pas parfait. Le plaquage du fût s’escamote pour permettre le transfert d’un poste de traitement à un autre, pour les machines en lignes. Pour l’organisation en carrousel, les différentes fonctions s’effectuent sur la même tête qui se déplace avec le fût sur une trajectoire circulaire ; les sélections de fluides se réalisent grâce à un jeu de taquets et de cames qui commandent des robinets en relation avec la tête de soutirage, puis de lavage ou de soutirage-lavage ; ces robinets sont alimentés par un joint tournant. Ces carrousels de fûts deviennent vite très volumineux, on attribue alors un carrousel par fonction avec transfert après rotation des fûts d’un carrousel à l’autre en cinématique continue ou sur convoyeurs libres.
Avant de décrire les procédés de lavage des fûts à P I, il convient de mener une réflexion sur les contraintes nouvelles rencontrées par ce conditionnement.
Le temps de passage est très court sur une laveuse de fûts (de 4 à 5 minutes). Si on le compare à celui d’une laveuse de bouteilles, pour laquelle il est voisin de la demi-heure, on verra que dans le cas du fût, la surface à nettoyer est 200 fois plus grande que celle d’une bouteille de 25 cl par exemple. Il est donc très difficile d’obtenir par un traitement aussi rapide, des récipients propres physiquement et bactériologiquement. Cela devient plus grave avec les fûts à P I pour lesquels le simple mirage à l’œil n’est plus possible.
*Aussi pour sécuriser le brasseur, certaines pratiques se sont généralisées, comme celle principalement qui consiste à remplir le fût bouillant après passage de la vapeur pendant près d’une minute en fin de cycle de nettoyage. La bière va perdre pendant ce remplissage quelques dixièmes de grammes de CO2 que le brasseur sait compenser en modifiant son bondonnage en cave de garde. Mais ce qui est un peu plus gênant, c’est que les joints du plongeur vont souffrir de ce traitement thermique violent.
*Une autre pratique sécuritaire va consister à faire subir au fût de bière avant son lavage proprement dit, un trempage de la partie située près de l’anneau de bonde qui est la plus sujette à collecter les dépôts de salissure et bierstein, qui peuvent créer dans l’espace situé entre l’anneau de bonde du fût le corps du plongeur, des sites et micros climats qui protègeront les bactéries et autres microorganismes qui s ‘y trouvent, de l’action détergente et thermique du lavage.
*De plus, pendant le lavage qui est réalisé par une amenée des fluides par le tube plongeur, il est certain qu’avec un débit constant et suffisamment important, les parois externes du plongeur risquent de ne pas être sollicitées par les fluides de nettoyage. A cet effet, on alternera pendant le déroulement du programme de nettoyage, des jets haute pression et des jets basse pression, pour atteindre les parties latérales du fût ou la partie externe du tube plongeur, en réalisant un ruissellement tout du long de ce dernier. Cette alternance permettra en outre, qu’entre deux injections différentes, les surfaces soient débarrassées des films de liquides qui risqueraient d’empêcher l’injection suivante d’être au contact direct du métal des parois concernées. (ce que l’on améliore encore, en pratiquant une aide à la vidange totale du récipient après chaque injection par une chasse avec de l’air comprimé ou de la vapeur)
Une remarque s’impose : Le jet de détergent haute pression qui traverse le tube plongeur se répartit sur le fond du fût avant de ruisseler sur les parois et de réaliser un nettoyage de type ruissellement qui développera un effet vagues nécessaire à l’efficacité du nettoyage.. Mais le fût de bière est toujours lavé bonde en bas et la vitesse d’écoulement des solutions détergentes ou de rinçage sera maximum sur la paroi verticale du fût mais largement diminuée sur le fond ou se trouve l’anneau de bonde, il se forme alors une zone de freinage ou la vitesse d’écoulement est diminuée et donc propice à la sédimentation des particules de salissures détachées de la paroi par le ruissellement. Ces particules ne seront pas entraînées par le flot du lavage. Au bout d’un certain nombre de rotations du fût en clientèle puis au lavage, on observera un dépôt important de salissures plus ou moins incrustantes au niveau de l’anneau de bonde et du corps du plongeur.
Ce constat justifie le trempage du fût pendant son transfert jusqu'à la laveuse (déjà évoqué). Pour cela on introduit, après dépressionnage du fût, une quantité réduite (2 à 3 litres) d’une solution sodée à 7 ou 8% qu’on laisse agir sur la partie du fût portant l’anneau de bonde pendant tout son transfert jusqu'à la laveuse. L’opération d’injection se fait sur un poste à une tête qui aura également pour mission, le dépressionnage, le rinçage éventuel, et la vérification de l’intégrité et de l’étanchéité du système fût-plongeur. Pour être efficace, le temps d’action de cette solution sodée devra être important, et le sera d’autant plus, que le transfert jusqu'à la laveuse est long. (ce traitement n’est valable que pour les fûts en inox , l’aluminium est attaqué par les alcalins). En sortie de laveuse, après l’injection de vapeur, on réserve parfois sur la machine deux ou trois postes fictifs pour maintenir l’action thermique plus longtemps avant le remplissage.
Pour le lavage des fûts à PI, un détergent acide peut être envisagé, et se substituer au lavage alcalin traditionnel qu’il faudra quand même reprendre périodiquement pour éliminer d’éventuels gros dépôts organiques qui auraient pu s’accrocher aux soudures par exemple.
Le lavage acide se justifie, car le fût sale et en retour à la brasserie est un milieu fermé, qui évitera que les parois du récipient se dessèchent, et on observera beaucoup moins de dépôts organiques comme c’était le cas avec les fûts à PA. D’autre part, le lavage acide favorise l’action de la température sur la plupart des microorganismes. Il convient cependant de s’assurer que les matériaux au contact avec le détergent acide sont compatibles avec cette utilisation. En contrepartie, on remarquera que si une contamination du récipient est installée par des germes de la bactériologie de la bière, (lactiques, levures sauvages…) elle sera plus difficile à éliminer, car le retour du fût vide à la brasserie et qui est resté sous pression de gaz carbonique, favorise l’anaérobiose et la prolifération de ce type de contamination dans les zones du fût , prés de l’anneau de bonde , ce qui n’existait pas auparavant avec les fûts à P A. Avec cette constatation, il s’avère qua dans le cas des fûts à P I le détergent à privilégier est un détergent oxydant, dont le principe actif sera l’eau oxygénée, sachant que les germes de contamination en brasserie sont catalase moins et ne savent pas décomposer l’eau oxygénée. Aussi, tout détergent acide ou alcalin associé a une fonction peroxyde oxydante, convient pour cette application.
On constate de plus, que pour les fûts à P I, une part prépondérante est réservée au traitement par de la vapeur. Une vapeur fluente d’abord qui permettra au moins en partie, de chasser l’air du fût avant son remplissage et ensuite une montée en pression avec de la vapeur bien désurchauffée, de façon à ce qu’elle commence tout de suite à condenser, et assure très rapidement la montée en température (au moins 100°C). A cet effet, il est conseillé de prévoir à l’entrée de la vapeur dans la machine de lavage, un désurchauffeur qui peut se réduire à un simple barbotage de la vapeur dans un récipient fermé, plein d’eau.
Si on utilise la vapeur du réseau de l’usine, il faudra veiller à ce que le générateur de vapeur ne prime pas, c'est-à-dire que le fluide thermique n’entraîne pas avec lui des fractions du plan d’eau du générateur ( toujours alcalines) ; il sera toujours plus sécurisant de produire à partir du générateur principal , une vapeur alimentaire à 2 ou 3 bars, spécifique au conditionnement des fûts et produite via un échangeur de température à partir de la vapeur à 10 bars en provenance de ce générateur.
Dans la pratique, pour le lavage des fûts de bière à P I, le déroulement suivant est recommandé : Après que sur un poste spécifique on a réalisé la décompression, le rinçage, et l’injection de soude caustique concentrée (pour les fûts en inox uniquement), et après un parcours plus ou moins long du fût tête en bas , il arrivera à la laveuse ou on effectuera une chasse à l’air, ou à la vapeur pour récupérer la soude concentrée, et le véritable programme de lavage va alors débuter Ce programme alternera un certain nombre d’injections moyenne et basse pression de détergent, puis de rinçage , entre chacune des injections, une pousse à l’air ou à la vapeur sera pratiquée pour vidanger totalement le récipient entre chaque injection. Les derniers rinçages seront éventuellement récupérés pour assurer le ou les premiers rinçages qui eux, seront mis à l’égout. Certaines machines sont équipées de capteur assurant qu’entre chaque injection suivie d’une poussée, on vérifie que le fût est bien vide.

Ecoulement par ruissellement dans un Fût a PI - Zone de sédimentation des salissures ptés de la bonde

Schématisation des écoulements des solutions injectées dans un fut à PI et Principe de la désurchauffe par barbotage de la vapeur

Schéma de principe d’un poste de lavage de fûts à Plongeur incorporé ( non suivi du remplissage)
D - bac de détergent, EC – bac a eau chaude, H- hydrophore, N – Contacteur de niveau, T- Thermostat
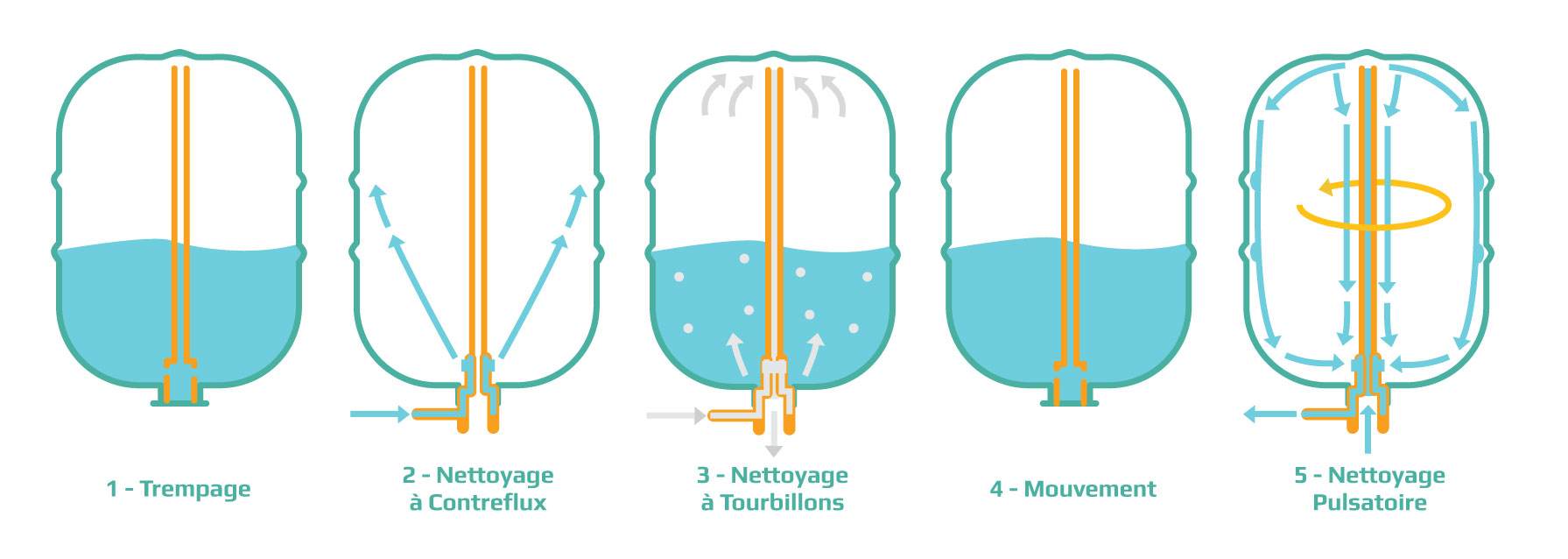
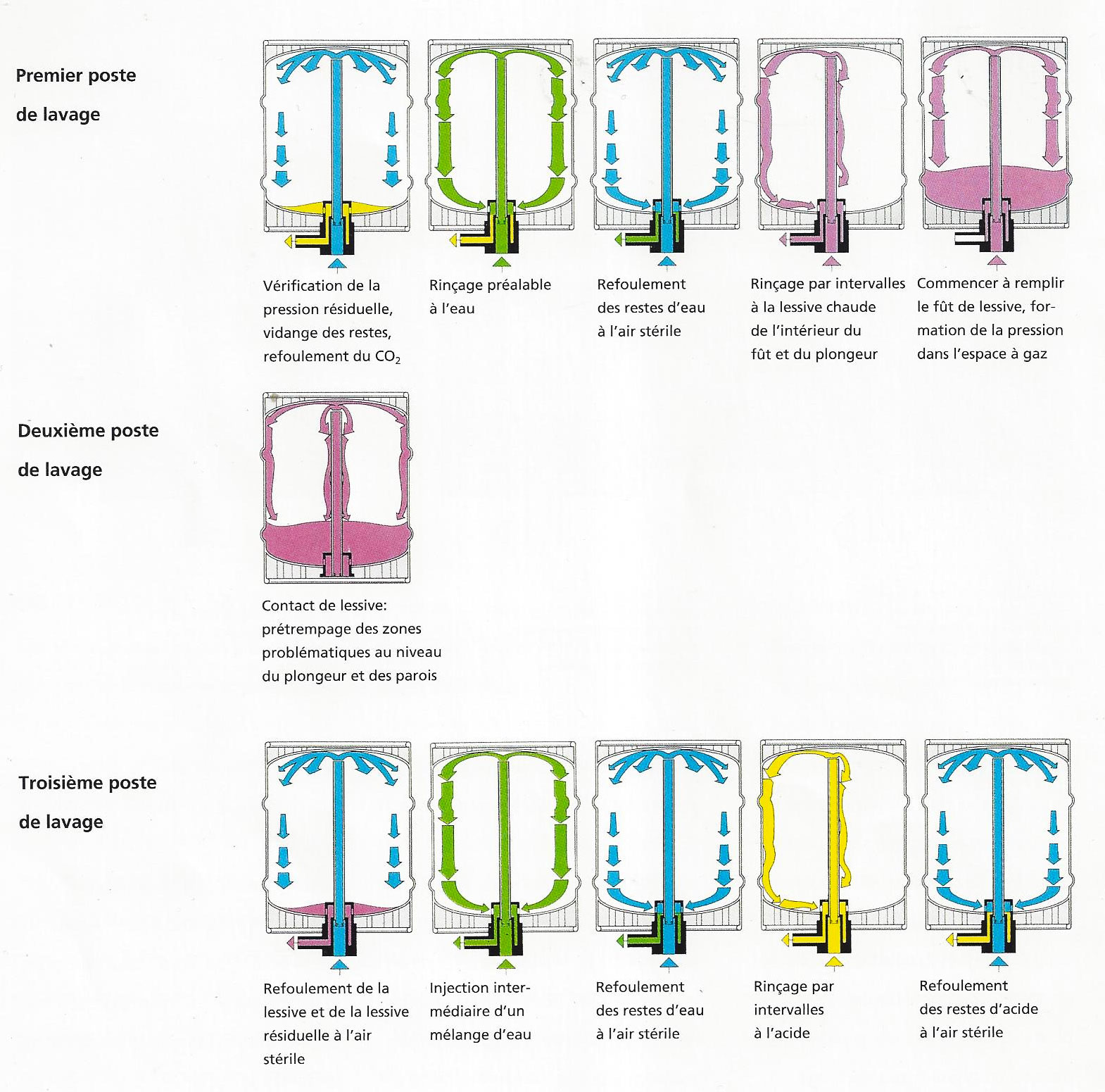
Dans la pratique, on note 5 procédés de nettoyage des fûts ( document K H S)
1) Le trempage
2) Le contreflux : La solution de nettoyage pénètre dans le fut par l’orifice gaz du plongeur
3) Le nettoyage à tourbillon : une fois partiellement rempli de détergent de l’air est envoyé par le circuit gaz du plongeur pour provoquer un tourbillon
4) Le mouvement rotatif d’un fût partiellement rempli
5) L’aspersion du fût. Avec mise en œuvre d’un procédé pulsatoire pour rinçage externe du plongeur
Ces procédés sont fréquemment combinés et utilisés avec jusqu'à trois liquides de nettoyages. La durée de nettoyage prescrite varie fortement, par exemple en cas d’utilisation de liquides de nettoyage entre 15 et 390 secondes et une durée supplémentaire de trempage de 1 à 10 minutes ( K H S )
Le procédé pulsatoire consiste lors de l’injection sous pression dans le fût, d’alterner des périodes de hautes pression qui envoie la solution sur le fond et les parois verticales du fût et des périodes basse pression qui font ruisseler la solution sur le plongeur.
Schéma suivant : les différentes techniques d’apport du détergent dans le fut pendant son lavage:
Outre l’étanchéité du fût par contrôle de la pression résiduelle avant son lavage, sur le fut en retour , il convient de procéder à d’autres vérifications comme la perpendicularité du plongeur par rapport au fond du fut et l’intégrité des galerie
Le contrôle de l’efficacité du lavage des fûts à P I est difficile, le simple contrôle par mirage n’est plus possible. Une étude faite par un stagiaire dans une grande brasserie française avec l’utilisation d’un fût témoins à hublots a montré que plus de la moitié des fûts étaient mal lavés, ce qui justifie encore le fait qu’ils soient soutirés bouillants presque dans toutes les brasseries.
La série de schémas suivants illustre les séquences de lavage, stérilisation et soutirage de la laveuse de fûts à plongeur incorporé Innokeg Sénator de KHS. Il s’agit là d’un procédé extrêmement drastique de lavage de fûts à P I, mais qui se justifie pleinement.
"N'hésitez pas à laisser un commentaire et à échanger avec moi"
Pierre Millet

- Détails
- Catégorie : Conseils et techniques
A- Définition de l'Hygiène
Au sens général, l’hygiène est l’ensemble des règles et des pratiques relatives à la conservation de la santé, de la propreté, et de la salubrité.
Au sens alimentaire, une définition en est donnée par le Codex alimentarus 1868 «Toutes dispositions ou mesures qui sont nécessaires lors de la fabrication, du traitement, du stockage et de la distribution d’un produit, afin de garantir un produit frais, sain, digeste et qui satisfasse au goût du consommateur»
NETTOYAGE ET DESINFECTION PAR VOIE HUMIDE - La condition nécessaire pour que les traitements successifs de stabilisation et/ou de pasteurisation qu’aura à subir la bière soient efficaces va dépendre de l’état de propreté que présenteront le matériel et le produit avant ces opérations . Pour cela un seul moyen, Il faudra conditionner un produit sain élaboré à travers des conditions d’hygiène parfaites.
Le nettoyage ( élimination de toute souiollure physique) et la désinfection (éliminations des bactéries et contaminants biologiques) des équipements et des locaux apparaissent alors comme des fonctions essentielles au moins aussi importantes que la fabrication et le conditionnement
Le nettoyage et la désinfection par voie humide sera concerné par 4 facteurs que sont :
- Le niveau de contamination initial
- La concentration des solutions détergentes utilisées
- La température d’application.
- La durée du traitement.
La chronologie du déroulement du nettoyage et de la désinfection par voie humide est le suivant :
- Pré-rinçage : Elimination des souillures n’adhérant pas aux parois des installations
- Nettoyage : Elimination des souillures adhérant aux parois.- Utilisation d’un détergent
- Rinçage : Elimination du détergent
- Désinfection : Destruction des micro-organismes résiduels.- Utilisation d’un désinfectant
- Rinçage : du désinfectant
Les différentes séquences seront inscrites dans des temps prédéfinis et figés.
Remarque : Actuellement une recherche se fait, qui permettra de définir du point de vue physico-chimique l’état de propreté et qui permettra de réaliser un capteur qui donnera le signal de l’arrêt du nettoyage et de la désinfection quand il ne sera plus utile de nettoyer encore. Les différentes techniques testées aujourd’hui (dont L’ATP-métrie, la néphélométrie , la mesure de la DCO ) ne sont pas totalement satisfaisantes pour pouvoir être généralisées en toute sécurité.
B- Surfaces et matériels a nettoyer en brasserie et caractéristiques des salissures rencontrées :
B1 -Rappel : L’EBC dans sa monographie XXI de Mars 1994. a identifié les parties de matériel offrant une difficulté particulière à leur nettoyabilité.
Il a été dressé des liste, bien sur non limitatives des matériels et accessoires réputées difficilement nettoyable. Que l’on rencontre fréquemment dans le domaine de l’agroalimentaire. Dans l’ordre d’importance croissante de difficulté on cite :
- Les coudes de tuyauterie à fort rayon de courbure.
- Les angles vifs, les arêtes, les coins de surface.
- Les piquages pour appareils de mesure et contrôle.
- Les surfaces rugueuses.
- Les raccords à doubles joints et zones mortes.
- Les passages d’axes ou d’arbre en mouvement
- Les joints de contact de piston (axe de piston)
B2- Etat de surface
En inox, en acier revêtu ou vitrifié, en aluminium en verre l’état de surface des parois du matériels peuvent présenter des aspérités et des fissures des rugosités qui seront autant de possibilité d’accrochage des salissure que l’utilisation a la longue va accentuer
L’état de surface initial des parois et des soudures concerne surtout aujourd’hui les aciers inoxydables.. Indépendamment des règles de leur montage et assemblage qui vont caractériser leur alimentarité vue sous l’aspect de la nettoyabilité. Cet état de surface se définit en évaluant la rugosité des surfaces. Cette rugosité traduit les aspérités de surface. En règle générales sur des cuves de stockage de produits alimentaires, il est demandé d’avoir des Ra (chiffre qui traduit la rugosité selon DIN 4768 ) compris entre 0,8 et 1,0mm ( 1 à 1,5 ) pour certains constructeurs , et des Ra compris entre 0,6 et 0,8 sur soudure.
Le polissage électrolytique permet d’obtenir un très bel aspect (poli miroir)
Pour la réalisation des soudures le métal d’apport doit être quasi semblable au métal de base avec les particularités suivantes :
- Les teneurs limites en carbone sont plus basses
- Les teneurs en manganèse sont plus élevées
- Les teneurs en Chrome sont plus élevées
Ces valeurs de rugosité sont facilement obtenues sur des tôles laminées à froid , d’épaisseur inférieures ou égale à 6,5 mm à l’état brut ou laminées à chaud après meulage à la bande abrasive grain 220
Dans tous les cas il faudra procéder à l’élimination des traces d’oxydation qui ont pu apparaître sur le métal de base et sur le métal fondu de la soudure, pour ce faire, il faudra décaper la surface en utilisant :
- soit des pâtes décapantes acides appliquées au pinceau ou à la brosse et éliminées après action par rinçageà l’eau.
- Soit un bain de décapage alcalin, suivi après rinçage à l’eau, d’une immersion dans un bain d’acide sulfurique chaud, puis à nouveau rinçage à l’eau.
- Soit des bains fluo- nitriques, avec élimination par rinçage à l’eau.
Il est généralement préférable de passiver le métal décapé afin de lui conférer immédiatement sa meilleure résistance à la corrosion sans attendre sa passivation naturelle, la passivation se terminera par un rinçage à l’eau Cette passivation se pratique en utilisant des pâtes passivantes ou des bains d’acide nitrique froids ou chauds.
B3- Les salissures
Bières, moût, levures , moisissures, tartre, restes de bière, de moût de détergents et de désinfectant dus a un mauvais rinçage, sont des salissures et contaminants potentiels
Plus schématiquement on retiendra que les salissures concernant la brasserie seront de deux natures différentes
- les matières organiques qui sont de loin les plus abondantes
- les matières minérales qui ne se déposent qu’a la longue et qui sont constituées pour la plus part d’oxalates de calcium ou bierstein littéralement « pierre de bière » en allemand
Les Mo seront rapidement éliminées par un détergent alcalin additionné ou non d’un agent tensio actif
Les matières organiques le seront parfois assez difficilement par un agent acide fort.
Dans le domaine de la chimie des eaux usées La charge en matière organique est définie et dosée sous trois aspects qui sont la DBO, La DCO, le COT aux quels on ajoute d’autres mesures comme celle du phosphate
DBO / DCO : Deux mesures d’évaluation de la charge en matières organiques de solutions ou de rejets liquides
La DCO se mesure en oxydant, à l'aide d'un oxydant puissant (bichromate de potassium), à chaud et en milieu acide, toutes les matières organiques présentes dans l'échantillon. La DBO se mesure en laissant respirer les matières organiques biodégradables par une population bactérienne aérobie,pendant 5 jours .
La DBO5 est la masse d'oxygène moléculaire (exprimée en mg) utilisé par les microorganismes pour dégrader en cinq jours à 20°C et à l'obscurité les matières oxydables contenues dans un litre d'eau. Elle varie considérablement selon l'origine de l'eau..
La détermination de la DCO comprend deux étapes :
ETAPE 1 : oxydation chimique de la matière organique réductrice contenue dans l’eau, par un excès de dichromate de potassium. (K2Cr2O7). Cette oxydation se réalise en milieu sulfurique (H2SO4), en présence de sulfate d’argent (Ag2SO4) et de sulfate de mercure (HgSO4), à ébullition à reflux pendant 1h30 dans un ballon muni d’un réfrigérant.
ETAPE 2 : après refroidissement, dosage de l’excès de dichromate de potassium par le sel de Mohr.
Le COT : Carbone organique total est une mesure de la teneur en carbone des matières organiques dissoutes et non dissoutes, présentes dans l'eau. Il ne donne pas d'indication sur la nature de la substance organique.
BIERSTEIN – pour mémoire Dépôt apparaissant sur la paroi des cuves (ou du matériel) après fermentation. Il est composé principalement d’oxalate de calcium et de tannins. Ce dépôt s’élimine difficilement et nécessite une action mécanique et/ou un traitement acide. Il est de nature microporeuse et peut être source de contamination microbiologique.
RONDS DE SEL – Salissure sous forme de dépôts circulaires qui apparaissent sur les récipients en verre qui auront contenu de l’eau chargée en sels minéraux , après que celle ci se soit partiellement ou totalement évaporée lors d’un stockages des récipient sans bouchage avant leur traitement en laveuse . Ces ronds de sel ne pourront pas être éliminés par un traitement alcalin. Un traitement acide sera nécessaire. L’acide le plus efficace est l’acide nitrique, mais il sera proscrit du traitement en laveuses industrielles, à cause des rejets de nitrates qu’il occasionne dans le milieu. On lui substitue l’acide phosphorique ou l’acide sulfurique. Le traitement des ronds de sel est peu présent lors du lavage des bouteilles de bière, celles qui en contiendraient seront éliminées au mirage avant remplissage et traitées à part, par contre il prend toute son importance lors du conditionnement des eaux minérales, ou sont mis en service des laveuses spéciales qui incluent un traitement acide.
BIOFILM ET PILIS pour mémoire,- Les micro-organismes peuvent coloniser toutes les surfaces d’un matériel, des lors qu’ils sont en présence d’eau et de quelques éléments nutritifs. Ils forment alors des biofilms qu’il est difficile d’éliminer, a cause de leur fort pouvoir d’adhérence et leur résistance aux produits de nettoyage et de désinfection. Certains micro-organismes sont capables de développer des « pilis » (structure protéique codée par des plasmides) ou de sécréter des polymères de type capsulaire, qui forment un complexe associant souillure, support et micro-organisme. Si l’on agit directement avec un désinfectant on risque de se heurter à ce biofilm. Le meilleur moyen d’éliminer les biofilms est d’utiliser un effet mécanique pendant le nettoyage : NEP, brossage
.
C- Les agents chimiques du nettoyage et de la désinfection du matériel
C1- Définition : tension superficielle d’un liquide
Energie à fournir par unité de surface pour vaincre les forces qui maintiennent en contact deux parties d’un liquide.
Une autre approche pour définir la tension superficielle d’un liquide apparaît lorsque l’on constate l’aspect d’une goutte d’eau sur une surface de paraffine, ou celui d’une goutte d’huile sur une surface de verre. La forme sphérique des gouttes s’explique par le fait que les molécules du produit exercent entre elles une force qui a tendance à ramener les molécules vers le centre de la goutte, c’est la tension superficielle. Cette tension tends à rendre minimum la surface de la goutte, plus elle est élevée plus la goutte garde une forme sphérique. quand elle décroît la goutte s’étale.
Cette notion de tension superficielle est très importante pour le nettoyage et la désinfection.
Un procédé très simple permet d’évaluer la tension superficielle d’un détergent, pour cela on prend un tube étiré à une extrémité que l’on remplit avec de l’eau à 200C et on laisse s’écouler le liquide, en comptant le nombre de gouttes obtenues. Puis on refait la manipulation avec la même quantité de détergent à la même température. Le rapport du nombre de gouttes obtenu dans les deux cas est le même que celui des tensions superficielles des deux liquides. Sachant que la tension superficielle de l’eau pure est 72,8 mJ/m² on en déduit la tension superficielle du détergent.
Pour mémoire, la tension superficielle de la bière est de + ou - 45mJ/m²
Représentation de la pénétration de l’eau (A), de la bière (B) et des détergents et antiseptiques tensioactifs (C) dans les fissures du matériel en fonction. On voit par ce shema que le rinçage total d’un tensio actif d’une fissure est théoriquement impossible

Remarque : Cette contrainte limitant la possibilité de rinçage va également s’appliquer aux arômes et odeurs, certains matériaux , même les plus nobles peuvent présenter une rétention d’odeur qui disparaît au bout d’un certain temps de circulation de solutions des nettoyage , pour réapparaître après une remise en service . Aussi dans le cas particulier du rinçage du matériel après nettoyage , il est recommandé de pratiquer un rinçage discontinu . Ainsi lorsdu rinçage des soutireuses il serait judicieux de prévoir sur la conduite d’eau d’alimentation une vanne automatique solidaire d’une minuterie qui envoie de l’eau qui remplit l’appareil , purges diverses ouvertes , puis arêt de l’alimentation en eau et égouttage et cela avec une fréquence à déterminer ( par exemple ouverture de la vanne 5 minutes , fermeture 1 heure , sur un total de temps de rinçage de 10 heures).
C2- Tensio-actifs
Corps solubles qui ajoutés en faible quantité à de l’eau ou a une solution de détergent abaissent sa tension superficielle (généralement 4% du poids de soude) La tension superficielle de l’eau pure est de 72,8 mJ /m², l’ajout d’un tensio actif peut l’amener aux alentour de 30, 35 mj /m² ce qui améliore le pouvoir de détergence en facilitant l’introduction du détergent entre la parois souillée et la souillure, on parle aussi de Mouillant par analogie avec une goutte d’eau sur une surface paraffinée qui ne s’étale pas, reste sphérique et ne mouille pas ,et l’étalement qui s’observe dès que l’on introduit un tensio actif, il y a mouillage. A noter que plus une solution détergente a une faible tension superficielle plus elle pénétrera dans les moindres fissures les plus inaccessibles, par contre le rinçage à l’eau obligatoire après l’action du détergent ne pouvant pas pénétrer autant sera (tension superficielle plus élevée) moins efficace et incomplet, d’ou l’intérêt de rincer avec de l’eau chaude qui a une tension superficielle inférieure à l’eau froide.
La concentration en tensioactif d’un détergent est un paramètre important dans le mécanisme de la détersion. Elle doit être suffisante pour diminuer au maximum la tension superficielle de la solution, elle ne doit pas être excessive sinon le produit est perdu, en effet lorsque une couche moléculaire de tensioactif aura entourée une salissure l’excédent n’aura aucune action, les tensioactifs vont alors s’agglomérer entre eux pour former des micelles. La concentration maximale sans qu’il y ai formation de micelles est appelée : CMC = Concentration micellaire critique
Les principaux tensio-actifs sont :
- Les agents anioniques
- Les acides carboxyliques (sels de sodium) sels d’acides gras naturels ou savon .Ils sont intéressants mais sensibles a la dureté de l’eau
- Les esters sulfuriques ou alcoyl sulfates (sels de sodium) Ils représentent les plus commercialisés des tensio-actifs, ces produits sont stables à l’hydrolyse et non sensible a la dureté de l’eau.
- On citera encore les acides alcoylaryl sulfoniques, peu coûteux avec une assez bonne efficacité
- Les agents cationiques dont les plus représentatifs sont l’ammonium quaternaire
- Les agents non ioniques, dont les plus représentatifs sont les condensats d’oxyde d’éthylène, ces composés sont pratiquement insensibles à la dureté de l’eau, parfaitement stables à l’hydrolyse et peuvent être utilisés aussi bien en milieu acide que alcalin
- Les agents ampholytes non utilisés en milieu alimentaire.
Signalons que le sulfate de Sodium employé en très petite quantité peut être utilisé pour réduire la tension superficielle des détergents.
Dispersants ou anti - redéposition : agent chimique intervenant dans le mécanisme du nettoyage des surfaces et qui empêchent les salissures séparées des surfaces de se redéposer et de se maintenir en suspension. Dans le domaine des boissons on utilise le plus souvent les tripolyphosphates et le carboxyméthyl cellulose.
Remarque : Associé a un détergent , un tensio actif représentera quelques 4% en poids de ce détergent
C3- Détergents ou détersifs
Se dit d’un produit permettant d’éliminer d’un milieu solide les salissures qui y adhèrent par leur mise en suspension ou en solution. Composé chimique à réaction alcaline ou acide présentant un pouvoir mouillant utilisé dans le domaine du nettoyage. Les détergents acides ont la propriété de pouvoir laver des récipients ayant contenu du CO2 sans avoir besoin d’éliminer ce gaz avant lavage. Un détergent acide sera apte à éliminer les salissures de nature minérale, tandis qu’un détergent alcalin sera performant vis à vis des salissures de nature organique
Mais la panoplie des détergents présents sur le marché n’est pas limitée aux seuls détergents acides ou alcalin on rencontrera également : des détergents oxydants, des détergents enzymatiques, des produits composés réalisant le nettoyage et la désinfection.
C4- Les différents types de détergent
Un détergent est un produit qui en solution et à une concentration convenable participe à l’élimination des salissures présentes sur une surface sans toutefois prétendre stériliser cette surface. On classe les détergents suivant leurs caractéristiques chimiques. On rencontre différents types de détergents ayant des caractéristiques chimiques différentes et des modes d’action spécifiques.. On distinguera ainsi :
Les détergents alcalins : Ils vont éliminer les salissures d’origine organique et doivent être associés à des tensioactifs
La soude caustique : NaOH : C’est le principal composant des détergents alcalins forts, en solution à 1% la soude a un pH de 13, c’est un composé instable qui forme des carbonates avec le CO2 de l’air, il a le désavantage de précipiter les sels de la dureté de l’eau ( c’est a dire les sels de calcium et de magnésium).
Remarque 1 : On appelle séquestrant Substances qui fixent les ions du type Calcium et magnésium responsables de la dureté de l’eau sous forme de sels complexe et empêchent de précipiter leur carbonates sous forme de tartre. L’EDTA, les polyphosphates et les gluconates sont des séquestrants. Quand un ion est séquestré, il perd la possibilité de réagir avec d’autres substances
Remarque 2 : L’E D T A– éthylène – diamine – tétra acétate : c’est un séquestrant de la dureté de l’eau d’origine organique. Au laboratoire l’EDTA est utilisé pour titrer la dureté de l’eau . La durté de l’eau est essentiellement constituée par les sels de calcium et de magnésium.
De plus, la soude possède un pouvoir mouillant très faible et présente des difficulté au rinçage. La soude attaque fortement l’aluminium, utilisée dans une laveuse qui traite des bouteilles ayant été étiquetées avec des étiquettes en aluminium ou un surbouchage dans cette matière, l’aluminium dans le bain de soude va donner un aluminate de soude NaAlO2 qui est soluble si la concentration en soude est suffisante sinon si la température et la concentration sont insuffisant, il y a dans un premier temps formation d’hydroxyde d’aluminium, puis d’alumine insoluble (Al2O3) Cet alumine va alors se déposer sur les paniers de la laveuse et procéder à une véritable vitrification des surfaces les rendant lourdes et non nettoyables En plus de cela la réaction de l’aluminium avec la soude provoque un dégagement d’hydrogène qui peut provoquer des accidents (cela s’est déjà produit). Des précautions sont à prendre dans le traitement des bains qui ne doivent jamais être laissé en sous concentration et de traiter les bains en les décantant et en accélérant cette décantation par un traitement avec un floculant qui sera du silicate de soude par exemple. C’est un travail qui peut être fait en continu ou en discontinu.
- La potasse caustique : KOH : Composé pratiquement identique à la soude mais très coûteux
- Le carbonate de soude : Na2CO3 : moins agressif que la soude, sa solution à 1% a un pH de 11,4
- Les silicates de sodium : Ils se définissent par un rapport SiO2/ Na2O = q, Les silicates liquides ont un q de 1,6 à 3,3 et leur détergence est d’autant plus forte que q atteint 2. Ils ont un pouvoir inhibiteur qui croit avec q, ils risquent d’attaquer le verre et de former un tartre sur les surfaces nettoyées.
- Les phosphates, les principaux sont :
- le phosphate disodique HNa2PO4, pH à 1% = 8,8
- le phosphate trisodique Na3PO4, pH à 1% = 12
Ils ont un excellent pouvoir émulsifiant et dispersant leur bonne propriété détergente et complexante sont malheureusement contrebalancées par leur hydrolyse à chaud qui les transforme en orthophosphate
Les détergents acides : Ce sont des produits à base d’acide et de tensioactifs. Ils permettent d’éliminer des souillures plus ou moins minérales. Ils sont surtout utilisés lorsqu’on fait un nettoyage en double phase ou en phase unique quand la souillure à éliminer est très fortement minérale. Leur mode d’action : éliminer les dépôts minéraux par désincrustation, désoxydation et détartrage.
Composés utilisés :
- Acide nitrique : HNO3, C’est le plus utilisé, occasionnant peu de risques de corrosion des aciers inoxydables sur lesquels il renouvelle la couche passivante, Il attaque le cuivre et est corrosif à haute température.
- Acide phosphorique : H3PO4, Pas de risque de corrosion des aciers inoxydables, c’est un des meilleurs détergents acides. Il ne détruit pas les tensioactifs, mais en nécessite des concentrations élevées.
- Acide chlorhydrique : HCL, Il est déconseillé sur les aciers inoxydables. Toutefois il peut être utilisé à froid associé à un inhibiteur de corrosion. Sa manipulation est dangereuse et il détruit les tensioactifs.
- Acide sulfurique : H2SO4, Il y a un risque de corrosion des inox, Intermédiaire entre HCL et PO4H3 C’est un nettoyant médiocre mais possède l’avantage de ne pas dégager de vapeur.
Les préparations des détergents acides du commerce contiennent des agents permettant d’améliorer l’efficacité des produits de base et d’étendre leur application aux matériaux sensibles à la corrosion acide.
Les détergents oxydants : On les considère comme des nettoyants sanitants car ils permettent la désinfection simultanée des surfaces. En milieu alcalin on utilise des produits chlorés, en milieu acide des produits iodés ou H2O2, Ils sont très efficaces pour détruire et éliminer la matière organique mais ne respectent pas beaucoup les tensioactifs.
Dans le cas particulièrement difficile du nettoyage des fûts de brasserie du type Bakelor fabriqué à partir de lattes fines de bois compressé et enduits de résines dont La brasserie de l’Espérance en Alsace possédait un grand parc. Ces fûts quand ils sont suffisamment vieux, se fissurent intérieurement et deviennent poreux et difficilement nettoyables. Les services de la brasserie avaient mis au point une formule d’un détergent alcalin et oxydant assez efficace, dont la formule est la suivante :
Tripoliphosphate 1% -
Perborate de soude 0,5 % -
Métasilicate de soude 0,25 % -
Sulfate de soude 0,25 %. (fonction mouillant)
Le mélange est utilisé en solution à 2% à une température de 55 – 60° C.
Pour éviter la décomposition thermique du perborate, on ajoute en permanence dans le bain de détergent de l’eau oxygénée H2O2 en goutte à goutte qui déplace l’équilibre de la décomposition du perborate vers sa formation suivant l’a réaction d’équilibre suivante : :Perborate <-----> borate + soude + H2O2
D’autre part, rappelons que les germes de contamination spécifique a la bière sont catalase moins , c'est-à-dire qu’ils ne savent pas détruire l’eau oxygénée et donc les antiseptiques oxydants sont a privilégier dans le cas du lavage des fûts a P I en retour de clientèle .
Tripoliphosphate 1% -
Perborate de soude 0,5 % -
Métasilicate de soude 0,25 % -
Sulfate de soude 0,25 %. (fonction mouillant)
Le mélange est utilisé en solution à 2% à une température de 55 – 60° C.
Pour éviter la décomposition thermique du perborate, on ajoute en permanence dans le bain de détergent de l’eau oxygénée H2O2 en goutte à goutte qui déplace l’équilibre de la décomposition du perborate vers sa formation suivant l’a réaction d’équilibre suivante : :Perborate <-----> borate + soude + H2O2
Les nettoyants Enzymatiques : Ils se composent d’enzymes protéolytiques, lipolytiques, ou pectinolytiques. Il se pose avec ces composés des problèmes de pH et de température. Ils ne sont pas utilisés dans le cas du lavage des récipients mais le sont dans le cas du nettoyage des membranes de micro ou ultrafiltration
Les produits composés : ils apportent à la fois une fonction nettoyage et une fonction désinfectante
On notera : les alcalins chlorés (les plus utilisés et les plus efficaces) les alcalins oxydants (perborates) les acides oxydants (peroxydes) ces deux derniers sont intéressants contre les microorganismes de la bactériologie acide et notamment les bactéries lactiques qui sont catalase moins, c’est à dire qu’ils ne possèdent pas de catalase qui est une enzyme permettant la décomposition de l’eau oxygénée H202 en H20 et 02.
Remarque : Les détergents, particulièrement les alcalins sont utilisés a une concentration en solution de 0,5 à 3% maximum , surtout lorsqu’il s’agira de laver des bouteilles. Au-delà il y aura un risque de saponification avec les matières grasses composant certaines salissures et la formation de dépôts blanchâtres sur les récipients lavés. Une exception sera faite quand il s’agira de faire subir un prés trempage alcalins aux fûts à P. I en retour de clientèle en vue de nettoyer energiquement la tête de plongeur et son logement qui présentent le maximum de salissures potentielles . Dans ce cas on injectera après dégazage du fut et son rinçage une solution a 7% d’un détergent alcalin qui restera dans le fût durant son transfert jusqu'à la laveuse proprement dite ou la solution sera éliminée ou récupérée avant que soit démarré le traitement du fût ( lavage , stérilisation a la vapeur puis remplissage )
D- Les désinfectants et la désinfection .
Le terme désinfectant est utilisé pour nommer une substance à propriété antiseptique utilisée pour réaliser la destruction des micro-organismes d’un lieu, d’un objet, d’une surface. Les désinfectants mettent en œuvre une stérilisation chimique, sans que ce soit une règle absolue car l’eau chaude ou la vapeur d’eau même à faible pression (quelques 100 g) sont d’excellents désinfectants. La stérilisation par voie chimique avec utilisation d’un désinfectant ou antiseptique est réservée surtout aux parois internes des récipients ne supportant pas de traitement thermique, et cela concerne principalement les corps creux en plastique et les parois et les ambiances de salles propres, ces dernières nécessitant la mise en œuvre d’un générateur d’aérosols. Les agents chimiques les plus utilisés sont les oxydants qui possèdent un large spectre de destruction de micro-organismes et sont à la fois sporicides, fongicides et virucides. On utilise le plus souvent une solution d’eau oxygénée (H2O2 = peroxyde d’hydrogène) en nébulisation ou un mélange acide
peracétique + eau oxygénée, ce mélange appliqué a une concentration de 2,5 à 3,5% en masse par volume est plus stable que l’eau oxygénée pure et a un effet microbicide plus important surtout aux températures basses. L’activité microbicide est due à une oxydation, non spécifique des structures protéiniques et enzymatiques de la cellule. Peuvent être utilisés également le dioxyde de chlore, sauf sur les matériaux en inox et en polycarbonate. Le formaldéhyde longtemps utilisé est évité depuis qu’on lui reconnaît une possibilité carcinogène. L’ozone et H2O2 peuvent être utilisés en mélange avec de la vapeur d’eau. Plus récemment le CTCPA (centre technique de la conservation des produits agricole) a mis au point une décontamination par un mélange de vapeur et de CO²2.
D1 -Désinfection
Opération au résultat momentané, qui permet d’éliminer ou de détruire les micro-organismes et / ou d’inactiver les virus indésirables portés par des milieux inertes en fonction des objectifs fixés. (AFNOR 1981).
D2- Désinfectants physiques autres que thermiques ou chimique :
L’air ionisé, la lumière pulsée, les UV - C ont été largement utilisé en décontamination de partie ou totalité de récipients ( goulots , bouchons , capsules …), Un traitement par Plasma pour la décontamination et la désodorisation des récipients vides avant remplissage et des parties supérieures des récipients ainsi que la partie interne du bouchon qui sera au contact du produit juste avant le bouchage ont été décrits Par KETTNER avant que cette société ne se sépare de son secteur remplissage de liquides alimentaire. D’autres techniques ont été mises au point pour assuter la décontamination et la désinfection de bouchons par de la lumière pulsée
Notons également que dans le domaine du soutirage aseptique (qui dans les conditions de son application stricte ne concerne pas directement le conditionnement de la bière) , la stérilisation de l’intérieur des récipient avant son remplissage peut être réalisée a partir d’une technologie de faisceaux d’électrons compact ; dans ce procédé proposé par l’américain Advanced Electron Beams ( A E B ) les bouteilles sont stérilisées à haute vitesse et ne nécessitent pas d’être rincées , le traitement s’effectue a température ambiante
Remarque : Le remplissage aseptique exige que pendant le remplissage du récipient il n’y ai pas de contact entre l’organe de remplissage et le récipient, ce qui n’autorise que le remplissage volumétrique ou pondéral et exclut le remplissage à niveau et donc le soutirage isobarométrique. Des constructeurs de matériel de conditionnement ( K H S et KRONES ont mis au points des systèmes permettant d’approcher le principe de l’aseptique avec un soutirage isobarométrique )
E- Les procédés physiques mis en œuvres pendant le nettoyage et la désinfection :
La température joue un rôle important dans le nettoyage et la désinfection du matértiel , c’est un agent physique incontournable associé ou non a l’action chimique Comme admis en chimie, une réaction chimique simple, double de vitesse pour chaque augmentation de température de 10°C.. L’action thermique peut être amenée par un chauffage traditionnel , mais on lui préfèrera toujours quand cela est possible l’utilisation de la vapeur saturée seule capable en de refroidissant , par un changement d’état , de libérer une quantité d’energie importante autre que sa chaleur sensible.
Par ailleur, Le procédé physique le plus élémentaire sera le brossage, c’est le procédé qui était le plus utilisé pour le nettoyage de la cuverie de brasserie avant que ne soient généralisé dans l’industrie alimentaire les CIP (cleaning in place) ou NEP( nettoyages en place) . Le brossage impliquait que un agent techniques pénètre dans le tanck ou la cuve muni d’un balai brosse, d’un seau de détergent et et d’un piston d’eau. L’opération était souvent assez dangereuse quand il fallait pénétrer dans un tank fermé de fermentation mal ventilé. Le personnel a cet effet était muni d’une bougie allumée qui lui permettait de contrôler l’absence de CO2 .
Aujourd’hui les moyens physiques dont on dispose pour pratiquer le nettoyage sont :
a) le Trempage très utilisé lors du lavage des récipients en machine
b) L’Injection c'est-à-dire l’envoie d’un jet sous pression ( 2 à 3 bar) sur une parois , elle se pratiques avec comme outil des injecteurs rotatifs qui distribuent le jet toujours vers une partie de surface différente , cela permet au jet de ne jamais rencontrer un film important de liquide car c’est la parois que l’on veut atteindre
c) Le Ruissellement . Il est pratiqué avec des boules de nettoyage qui dispersent une nappe sur les parois. Dans ce cas il convient de développer ce que l’on nomme l’effet vague notamment sur les parois verticales ou inclinées.
Une représentation de l’effet vague peut être donnée en observant une pluie abondante sur une route en pente, on voit l’eau se déplacer en vaguelettes. Ces vagues ont nécessité une certaine énergie pour être formées( frottement , cinétique d’écoulement…) qu’elles vont restituer pour arracher les salissure.
Injection et ruissellement impliquent qu’il n’y ai jamais d’accumulation de liquide sur la parois a traiter pendant le processus , il faudra pour ce faire pratiquer pendant l’opération des arrêts fréquents d’apport de solution pour pratiquer une vidange totale du récipient traité avant toute nouvelle application de l’opération , aidée ou non par un gaz comme dans le cas du lavage de la futaille à Plongeur incorporé.
Notons toutefois que une variante existe qui a été utilisée en lavage de la futaille c’est le trempage dynamique
Il consiste a introduire dans le récipient une canule par laquelle arrive une solution détergente et de pratiquer un débordement constant pendant l’opération ( appelée trempage dynamique, peu pratiquée cependant ) . Dans le cas du lavage des bouteille en laveuse l’injection devra être discontinue et surtout ne doit jamais limiter l’écoulement du liquide qui ne doit jamais s’accumuler dans le col.
d) Le nettoyage par circulation, c’est celui que l’on utilisera pour nettoyer des conduits déterminant des circuits ou des réseaux. La circulation par l’intermédiaire d’une pompe devra se produire sous la forme d’un écoulement turbulent.
Précision sur les régimes d’écoulement des liquides.
Nombre de Reynolds, Re - Il caractérise la nature des écoulements dans des conduites et canalisations.
Il est définit par la formule : Re=VD/v = rVD/n
ou V = Vitesse moyenne du fluide dans la section considérée du tube de circulation (m/s)
D = Diamètre intérieur du tube (m)
v = Viscosité cinématique du fluide (m2 /s)
n = Viscosité dynamique
r = masse volumique du fluide.
En régime laminaire, Re est inférieur à 2400 - En régime turbulent, Re est supérieur à 2400
2400 est la valeur qui définit la zone de transition, c’est à dire le passage d’un écoulement laminaire à un écoulement turbulent
Ecoulement laminaire- Dans une conduite, chaque particule du fluide se déplace parallèlement à l’axe du tube et avec une vitesse constante L’écoulement est stable, les filets de courants sont parallèles et ne se mélangent pas. Le profil des vitesses est parabolique, dans ce cas le frottement visqueux est prépondérant. Voir Nombre de Reynolds. Pour le transport des liquides carbonaté on privilégiera l’écoulement laminaire.
Ecoulement turbulent- Les diverses particules fluides se déplacent dans des directions différentes et à des vitesses variables et il se forme des tourbillons. Ces tourbillons créent des turbulences qui se traduisent par des zones de pression négative, l’écoulement est désordonné de même que le profil des vitesses. Toutefois, en moyenne des valeurs on obtient un profil aplati, qui n’est pas parabolique. Voir nombre de Reynolds. Pour le nettoyage par circulation, ou l’échange thermique dans un échangeur on optera pour l’écoulement turbulent avec un nombre de Reynolds largement supérieur à 2400 (zone de transition laminaire / turbulent), atteignant 20000 ou 30000. Dans le cas des liquides carbonatés et de la bière en particulier, l’écoulement turbulent en créant des zones de pression négative va amorcer un bullage du C02 qui vite se transformera en mousse rendant le transfert délicat. Divers auteurs ont chiffré de façon plus ou moins empirique les vitesses limites de la bière au delà de laquelle la turbulence va s’établir. Pour NIDERMEYER : dans une tuyauterie de 50 mm de diamètre, véhiculant un liquide gazeux à 15 0C la turbulence s’établit à 1, 2 m/s. Pour FENART, la vitesse à ne pas dépasser est de 0,60 m/s à 0,80 m/s pour les boissons gazeuses et 1,0 à 1,2 m/s pour la bière. Il semble que ce soit là une précaution très large et que l’on peut aller jusqu’à 2 m/s.
Ecoulement Piston: Toutes les particules du liquide se déplacent à la même vitesses dans une conduite comme poussée dans celle-ci par un piston de même diamètre qu’elle.
F- Pondération du nettoyage.
Surtout utilisés pour évaluer le nettoyage des petits ou moyens volumes (bouteilles , fûts) , l’évaluation de l’intensité du nettoyage va associer dans le chiffrage de l’opération , les différents facteurs intervenant soit : Action physique, action thermique et action chimique
- HURET - GOCHELY – MOREAU – ont établi des unités de lavage UL qui défini l’efficacité du lavage des récipients, comme les « UP » définissent les unités de pasteurisation. Ces UL dépendent de quatre facteurs qui sont : Le temps, la température, la concentration en NaOH, et le mode d’application physique (trempage ou injection). On définit pour cela
- Cc = efficacité de la concentration = Racine cubique de C3
Exemple : C= O,25 , Cc = 0,4 - C = 0,50 , Cc = 0,6 - C = 0,75 ,Cc = 0,8 - C= 1,0 , Cc = 1,0
C = 1,50 , Cc = 1,3 - C = 2,00 , Cc = 1,6 - C =3,00 , Cc = 2,0 = C = 4 , Cc = 2,5
- Cinj = efficacité d’injection : Il est 10 fois supérieur au simple trempage.
Cinj = 10
- Ct = efficacité due à la température ou coefficient de température. Comme admis en chimie, une réaction chimique simple, double de vitesse pour chaque augmentation de température de 10°C. Nous avons donc pour Ct une progression géométrique de raison r= 1,072 - (racine10eme de 2)
T = 50 , Ct = 1,00 - T = 51 , Ct = 1,07 - T = 52 , Ct = 1,15 - T = 53 , Ct = 1,23 - T = 54 , Ct = 1,32
T = 55 , Ct = 1,41 - T = 56 , Ct = 1,52 - T = 57 , Ct = 1,62 - T = 58 , Ct = 1,74 - T = 59 , Ct = 1, 70
T est en degré centigrade
Puis à partir de ce tableau, sachant que UL double tous les 10°C on calculera les autres valeurs
Exemple : T = 56 , Ct = 1,52 - T = 66 , Ct = 3,03 - T = 76 , Ct = 6,06 .......
- Unité de lavage « UL » : C’est l’effet de lavage obtenu par un trempage de 1 minute à 50°C dans une concentration sodée de 1% .UL = 1min x 1 ( Ct ) x 1 (Cc )
On considère qu’une bonne laveuse doit réaliser 60 UL pour des récipients ayant subi une rotation normale , sinon il faudra atteindre 100 voir 175 UL dans certains cas, par exemple dans des régions chaudes et humides . .
Pratiquement on découpera le diagramme de lavage en minutes d’action et pour chaque minute on déterminera une UL en fonction des caractéristiques de température et concentration, en multipliant par 10 quand il s’agira d’une injection. Dans ce calcul ne seront pas pris en compte les rinçages.
L’efficacité du lavage est représentée par la somme des UL calculés par minute.
G- Contrôle » du nettoyage et de la désinfection
Les principaux tests courants en contrôle discontinu sont :
- Contrôle microbiologique des eaux de derniers rinçages en fin de lavage.
- Contrôle par frottis et écouvillonnage des surfaces, repris par un liquide dont on a abaissé la tension superficielle et neutralisé le Chlore éventuel, puis exploité sur membrane et milieu spécifique
- Le Test à la fuchsine .qui contrôle la propreté des surfaces et en particulier celles des bouteilles après lavage va consister en sortie de laveuse à introduire 2ml de fuchsine basique glycérinée que l’on répartit sur l’ensemble des parois d’une bouteille puis cette dernière est rincée à l’eau du robinet .Si des substances organiques ou minérales subsistent , elles sont colorées en rouge et sont aisément observées Sur verre teinté aider l’observation par une lampe.
Formulation du Réactif de CZABRISWKI pour test à la fuchsine
*composition :10 g de fuchsine basique + 5 ml de phénol, Agiter lentement et ajouter 50 ml de glycérine. Bien mélanger puis ajouter 100 ml d’eau fraîchement distillée.
- Recherche du sucre par la méthode de Molish ; elle permet de déceler 0,5 mg de sucre / litre de liquide.
- Recherche des matières organiques par mesure de l’oxygène cédé à chaud par le permanganate de potasse en milieu alcalin, elle permet de déceler 0,3 mg/l d’oxygène combiné .Le contrôle continu met en œuvre l’ATP-métrie et la turbidimétrie. (Peu fiable encore actuellement comme déjà précisé) Des techniques de mesure de la DCO et COT existent pour rendre compte des salissures organiques
Consultez les Plans d'hygiène Brasserie Diversey
Voir le webinaire sur la Sanitation & l'Hygiène à la Brasserie

- Détails
- Catégorie : Zythologie
L’année 2018 a connu un fort intérêt pour la production et la consommation de Brut IPA. Andrew Paterson, Responsable Technique et Commercial chez Lallemand UK, fait le point sur ce style, sa science et les meilleures pratiques si vous prévoyez d’en brasser une.
Ces dernières années, le marché de la bière artisanale a été dominé tour à tour par certains styles de bière. Nous avons connu successivement la popularité des IPA, des Imperial Stouts, des New England IPA, des IPA aux fruits et des Sours qui déchainent des marées d'enthousiasme sur les réseaux sociaux, amplifiée par les envies des consommateurs de continuellement expérimenter des nouvelles choses. Pour un brasseur, c’est toujours un nouveau défi stimulant, non seulement dans la dégustation de ces styles récents innovants, mais aussi dans l’apprentissage des règles de réussites de leurs brassages.
Nous avons assisté l’année dernière à une vague de popularité de l'IPA dite " Brut ", un style qui n'en est qu'à ses débuts. Initialement brassée à San Francisco par Kim Sturdavant de Social Brewing, ce style est défini par des niveaux extrêmement bas de dextrines non fermentescibles à la fin de la fermentation. Il en résulte une sensation en bouche à la fois croustillante et très sèche (mais pas desséchante).
Ce style est probablement le parfait contraste de la tendance des New England IPA qui se caractérisent par des niveaux extrêmes d’arômes de houblons et par une sensation onctueuse en bouche, due à l’eau chargée en ions de chlorure.
En plus de leur caractère brut, ces bières ont tendance à présenter des niveaux très élevés de carbonatation et d'effervescence ainsi qu'un arôme de houblon modéré à élevé, ce qui les fait souvent être comparées aux vins de style Champenois. La production de l'IPA Brut repose sur l'utilisation d'une classe d'enzyme exogène appelée amyloglucosidase (AMG) dans le processus de brassage (marque de commerce Glucoamylase 400 de Lallemand).
Quelques exemples de Bières Brut IPA :





Les Enzymes, qu'est-ce que l'AMG ?
Les enzymes sont des protéines complexes qui agissent comme des catalyseurs pour accélérer la vitesse d'une réaction. En termes simples, ils décomposent les molécules biologiques en d'autres composés et éléments chimiques plus simples. Plusieurs facteurs peuvent influer sur l'activité enzymatique, notamment la température et le pH. Une augmentation de la température augmente la vitesse de réaction jusqu'à un point, mais au-dessus, et en dehors de la plage optimale, cela peut réduire l'efficacité et même dénaturer l'enzyme.
L'utilisation d'enzymes dans le brassage n'est certainement pas une nouveauté, mais elle suscite de plus en plus d'intérêt et d'applications dans le secteur du brassage artisanal pour repousser les limites et obtenir des profils sensoriels spécifiques. En effet, l’AMG a généralement été utilisée dans le brassage pour créer des bières à faible teneur en glucides et réduire le goût sucré dans les bières à teneur élevée en alcool. La Brut IPA est ainsi un bon exemple d'utilisation d'une enzyme d'une manière nouvelle et différente.
Dans une bière standard, l'eau et l'orge malté sont mélangés pendant le brassage pour produire le mash (moût à la fin de la saccharification). L'objectif principal est de créer du sucre pour la fermentation. Au cours de ce processus, l'orge malté libère des enzymes qui commencent à décomposer en sucres l'amidon présent dans l'endosperme de l'orge. Les deux enzymes les plus importantes sont l'alpha et la bêta-amylase.
L'amidon, un polymère de glucose, est lié par des liaisons glycosidiques et se présente sous deux formes, une variété non ramifiée appelée amylose liée par des liaisons alpha 1,4, et une variété ramifiée appelée amylopectine liée par des liaisons alpha 1,4 avec des liaisons alpha 1,6 (voir fig. 1).

Figure 1 : "L'amidon source de sucre dans le Brassage"
Dans le processus de brassage, les liaisons glycosidiques de l'amidon sont décomposées par des enzymes dans un processus appelé hydrolyse (voir fig. 2). L'alpha-amylase agit comme une endoenzyme en hydrolysant les liaisons glycosidiques 1,4 dans la chaîne de l'amidon pour produire des longueurs plus courtes, tandis que la bêta-amylase agit comme une exoenzyme en hydrolysant la liaison glycosidique 1,4 à deux unités de glucose de l'extrémité de la chaîne libérant le maltose (voir fig. 3).
 Figure 2 - Hydrolise de liason alpha 1.4
Figure 2 - Hydrolise de liason alpha 1.4
Le maltose est un disaccharide composé de deux molécules de glucose, il est le principal sucre utilisé par la levure dans la fermentation d'une bière. L'activité de la bêta-amylase est essentielle à la fermentescibilité d'un moût normal. En effet, ni l'alpha ni la bêta-amylase n'hydrolyse la liaison alpha 1,6 glycosidique aux points ramifiés de la chaîne d’amylopectine, conduisant par conséquence à la présence de dextrines non fermentescibles à la fin de la fermentation des bières produites de manière classique.
Ces dextrines non fermentescibles sont en partie responsables de la sensation en bouche d'une bière, et leur présence ou absence peut produire respectivement une bière jugée douce ou sèche.
Dans un IPA brut, la dextrine non fermentescible responsable de la sensation en bouche et de la gravité résiduelle est absente. Ceci est dû à l'ajout d'une enzyme amyloglucosidase exogène dans le moût ou le fermenteur. L'amyloglucosidase est produite à partir du champignon Aspergillus niger et agit en hydrolysant les liaisons alpha 1,6 et 1,4 à une unité de glucose de l'extrémité de la chaîne de l'amidon libérant du glucose libre en solution (voir fig. 3).

Figure 3 : Mécanisme de l'action de l'amylase
Ce glucose est ensuite utilisé par la levure pendant la fermentation pour produire de l'alcool et du CO2. Ainsi, tout l'amidon disponible de l'orge malté est transformé en sucre et fermenté. L'utilisation classique d'une enzyme telle que l'AMG consiste à augmenter la fermentescibilité des moûts, ce qui permet d'obtenir un meilleur rendement en alcool et une utilisation plus efficace des matières premières.
Comment produire une Brut IPA
Lorsqu'on examine la meilleure façon de produire une Brut IPA, il faut tenir compte des avantages et des inconvénients relatifs aux différentes méthodes. Trois options principales s'offrent à vous. Un ajout d'enzyme AMG au mash, un ajout d'AMG à la cuve de fermentation, ou un ajout aux deux.
Un ajout à la cuve d’empâtage permet de s'assurer qu'il n'y a plus d'enzyme active qui se dirigerait vers la cuve de fermentation car elle va être désactivée lors de l'ébullition. L'inconvénient est que le taux d'addition doit être élevé pour assurer une dégradation complète de l'amidon. Lallemand recommande un ajout de 2 à 4 litres par tonne, bien qu'il faille l'optimiser pour les procédés individuels.
L'enzyme doit être répartie de façon homogène dans tout le volume afin d'assurer une décomposition uniforme de l'amidon ; il est donc recommandé d'ajouter l'enzyme progressivement tout au long du processus de brassage.
L'ajout d'une enzyme à la cuve de fermentation présente l'avantage d'un ajout d’une dose beaucoup plus faible et d'une dégradation complète de toute matière de dextrine restante, mais il présente l'inconvénient de la persistance d'une enzyme active dans la bière finale.
Par conséquent, il faut s'assurer que la fermentation a bien été effectuée complètement avant de conditionner le produit final. S’abstenir de s'assurer que la dégradation de l'amidon et que la fermentation se soient terminées à des niveaux satisfaisants, mènerait à des niveaux résiduels importants de sucrosités dans la bière, et à l'accumulation de pression dans les bières conditionnées en bouteille, qui peuvent devenir alors de véritables bombes. La dose recommandée est un ajout d'AMG dans la cuve de fermentation au début de la fermentation à hauteur de 10 ml/hl.
Lallemand recommande d'ajouter une enzyme à la fois à l’empâtage et dans le fermenteur. Ceci permet d'assurer une fermentation dans les temps requis, en particulier en cas d'utilisation d'une souche de Champagne, ainsi qu'une dégradation complète de l'amidon.
La souche de levure choisie pour la fermentation d’une Brut IPA est le choix du brasseur ; toutefois, le choix doit être fait en connaissance des propriétés physiologiques de la souche de levure concernée.
Les deux options les plus populaires sont une souche de levure de bière neutre comme la LalBrew™BRY-97 (qui réhausse les arômes de houblons) ou une souche Champagne comme la LalBrew™ CBC-1. Une souche de Champagne ne fermente que les sucres simples comme le glucose, le fructose et le maltose, ce qui signifie que la dégradation de l'amidon doit être complète pour assurer un produit final complètement sec.
Une souche de levure de bières de style américain fermentera à la fois le maltotriose et le maltose. Ce sera donc moins risqué pour le brasseur si la dégradation de l'amidon n'est pas complète en raison de mauvaises conditions de brassage, ou d'un manque d'ajout d'enzymes de fermentation. Evidemment les caractéristiques sensorielles finales souhaitées de la bière doivent également être prises en compte à ce stade.
Références : Michael J. Lewis, Tom W. Young, brasserie, 2002
Recette Brut IPA
Le malt d'une brut IPA doit être principalement pâle, avec la possibilité d’ajouter un peu de blé si désiré. L'amertume du houblon doit être faible, de l'ordre de 15-25 IBU. La teneur en alcool tend à se situer entre 4,5% et 6,5%. Lallemand a créé un exemple de recette, ainsi qu’une procédure recommandée (voir fig. 4 - cliquez sur l'image pour télécharger le pdf).

Téléchargez les Recettes de Brut IPA (anglais):
Demandez une information ou un devis à Lallemand Brewing
Consulter le catalogue des Levures
Cet article est une traduction de What is a Brut IPA and how do you brew one publié en novembre 2018 dans le Brewers Journal mis à jour en juin 2019 par BtoBeer et Lallemand (Meilleures pratiques).
Nous serions heureux d'avoir vos retours sur vos expériences de brassage d'une Brut IPA, n'hésitez pas à laisser un commentaire!
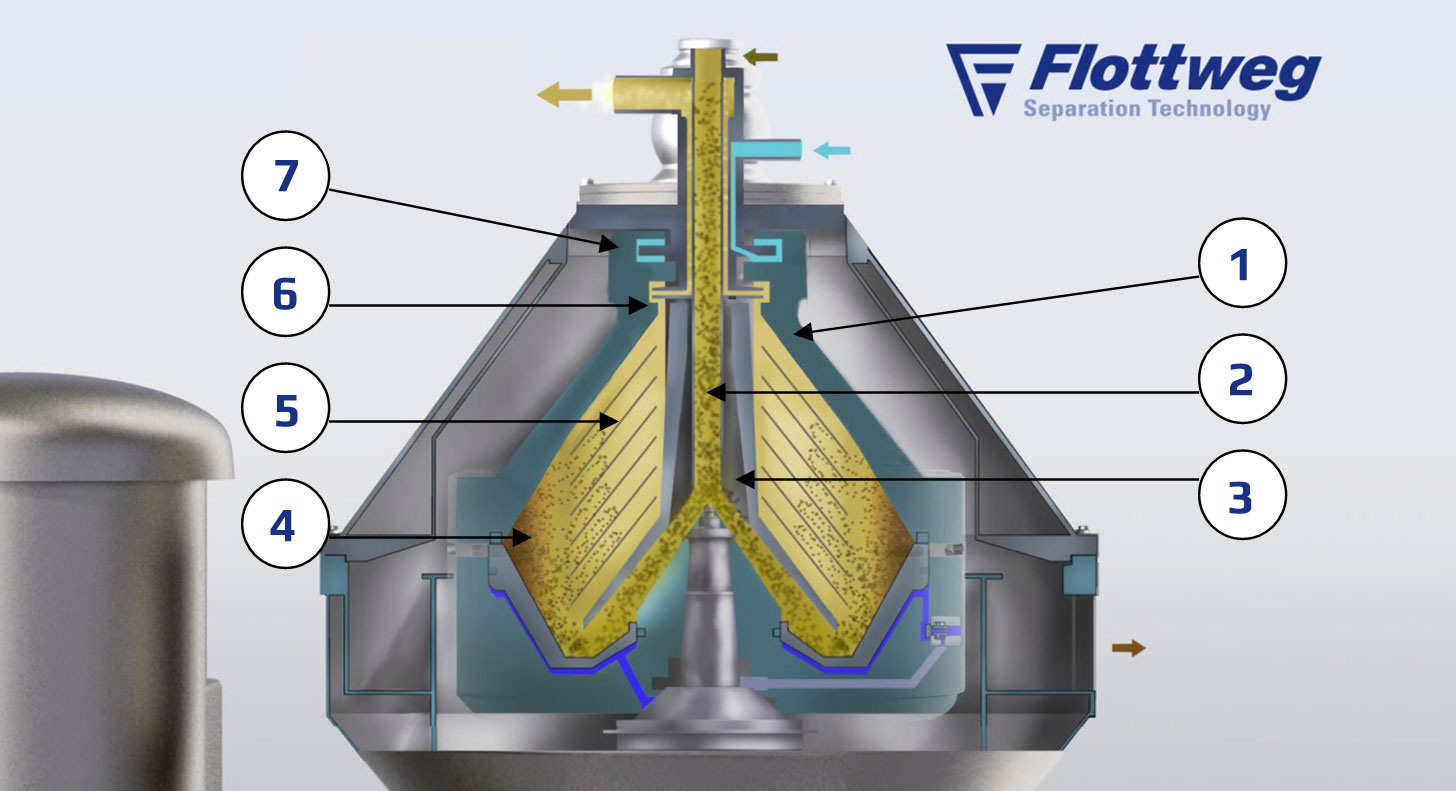
- Détails
- Catégorie : Conseils et techniques
Les exigences en matière de conception des procédés de brassage sont spécifiques à la taille et à la production des brasseries. Une qualité de production élevée et constante, des processus de fabrication optimisés sur le plan économique, la sécurité de production, et l'optimisation des processus existants ou nouveaux sont tout aussi décisifs pour le choix de la technologie et de la technique que la flexibilité et la convivialité d'utilisation. L'article suivant montre le rôle joué par le séparateur dans ces processus ces dernières années.
La centrifugeuse à assiettes, aussi connue sous le nom de séparateur, a une longue histoire avec la brasserie. L'utilisation du séparateur dans le processus de brassage n'est donc pas nouvelle. Étant donné les nombreuses applications techniques du séparateur de nos jours, il est intéressant de faire un point sur son évolution. Alors que l'utilisation d'un séparateur n'était intéressante au départ que pour les grandes brasseries d'un point de vue économique, divers développements techniques et technologiques offrent aujourd'hui de nouvelles possibilités d'application en microbrasseries.
Séparateurs pour l'industrie brassicole
Le premier séparateur dans le processus de brassage fut un clarificateur, utilisé pour la séparation des levures. Des innovations techniques telles qu'une turbine pour l'évacuation de liquides, un bol a débourbage automatique des solides, des systèmes d'étanchéité Hydo-hermétique, une alimentation douce des produits, un design hygiénique et surtout, des concepts d'entraînement économes en énergie, ont servi de base à de nouvelles applications en brasserie.
Les progrès techniques en matière d'automatisation ont également permis l'intégration dans des systèmes complets, ce qui a considérablement amélioré leur utilisation et, par conséquent, l'adoption du séparateur.
Le séparateur peut traiter tous les processus de clarification courants des brasseries. En utilisant la différence de densité entre les particules solides et liquides, la force centrifuge est utilisée pour accélérer le processus naturel de sédimentation. Dans ce procédé de séparation solide-liquide, les levures, composants du houblon et les troubles à chaud sont séparés en continu du moût ou de la bière. Le processus de séparation est décrit ci-dessous.
Fonctionnement du séparateur
Coupe transversale 1 : Bol du séparateur
Le processus de séparation proprement dit a lieu à l'intérieur du bol du séparateur (1), en particulier dans le système d'assiettes intégré. Le mélange liquide-solide est acheminé vers le bol rotatif à travers le tube d'alimentation fixe (2). À son entrée, son débit est progressivement accéléré par le distributeur (3) pour s'adapter à la vitesse périphérique du bol au moyen d'éléments d'entraînement. Le produit est guidé vers le haut sur le bord extérieur du système d'assiettes. En raison de la force centrifuge agissant sur le produit, une partie des solides se déposent à l'extérieur dans la partie conique double du bol et s'accumulent dans la chambre à boue (4). Le liquide et les résidus de solides sont guidés vers l'intérieur à travers la pile d'assiettes (5). Les fines particules solides sont ensuite séparées entre les assiettes. L'espace entre les assiettes se situe entre 0,4 et 0,5 mm selon l'application. À ce niveau, la très courte trajectoire de sédimentation entre les assiettes permet également de séparer de fines matières turbides. Les solides séparés sont guidés vers la face inférieure de l'assiette suivante par la force centrifuge agissant vers l'extérieur, glissent vers le bas le long de l'assiette et s'accumulent également dans le compartiment des solides. Une petite partie des solides reste dans le liquide et est guidée vers le haut jusqu'à la turbine fixe (6). Ceci est comparable à une roue de pompe, qui transporte le liquide séparé sous pression vers les autres étapes du processus. La garde hydraulique (7) remplie d'eau assure l'hydroherméticité et l'étanchéité du séparateur de l'intérieur, et évite ainsi la prise d'oxygène dans le produit.
Facteurs influant sur la performance de séparation
La conception des séparateurs est réalisée en usine en tenant compte des conditions d'exploitation prévues. Il faut tenir compte de paramètres tels que le débit souhaité et la charge de matières solides en suspension attendue, ainsi que le degré de séparation souhaitée. Différentes propriétés du produit telles que la viscosité ou la différence de densité entre le solide et le liquide sont à la base d'une bonne séparation.
Le tableau 1 ci-dessous donne un bref aperçu des paramètres avec lesquels la performance de séparation (degré de séparation) peut être influencée positivement.
La mesure essentielle de la capacité d'un séparateur est la surface de clarification équivalente, dont le calcul inclut la force centrifuge. Cette dernière est également appelée indice de centrifugation, valeur c ou facteur d'accélération.
  |
Coupe transversale 2 : Bol du séparateur avec boîtier
|
Paramètre |
Facteur influent |
Remarque |
|
|
Temps de Passage |
Débit |
variable dans une certaine mesure |
|
|
Force centrifuge |
Rayon |
prédéterminé à la fabrication |
|
|
Surface de clarification équivalente |
Rayons des assiettes |
prédéterminé à la fabrication |
|
|
Trajectoire de sédimentation |
Distance entre assiettes |
variable jusqu'à un certain point (réglage d'usine) |
Tableau 1 : Vue d'ensemble de l'augmentation théorique de la performance de séparation (degré de séparation)
Les différents domaines d'application du processus de brassage dans lesquels les séparateurs sont utilisés.
Séparation du trouble à chaud
Pour la séparation du trouble à chaud, les séparateurs peuvent être une alternative au whirlpool. Grâce à sa construction simple, le whirlpool est la meilleure alternative en matière de coûts d'exploitation. Cependant, le séparateur présente des avantages en matière d'encombrement et de réduction possible du temps total de refroidissement, ce qui se traduit par une charge thermique plus faible.
Clarification de la bière jeune/verte
L'ajustement de la quantité de levure peut être nécessaire comme base d'une fermentation secondaire et d'une maturation définie et maîtrisée. Il est ainsi possible de contrôler le taux de la levure via l'ajustement du trouble.
Clarification de la bière avant filtration
Le séparateur est le plus souvent utilisé pour réduire la quantité de levure ou pour standardiser le taux de levure (via le trouble) avant la filtration. Ainsi, non seulement la consommation de Terre de diatomé peut être réduite, mais une prolongation de la durée de vie du filtre de parfois plus de 50 % confirmée à maintes reprises est un avantage décisif.
Arrêt de la fermentation
L'élimination de la levure par séparation du moût légèrement fermenté est un moyen rapide et efficace d'arrêter la fermentation dans la fabrication de bières sans alcool.
Ajustement de la turbidité pour les bières troubles
Les exigences du client en matière d'homogénéité des bières naturellement troubles ne se limitent pas au goût, mais concernent également l'aspect. En séparant la levure, le séparateur peut influencer spécifiquement un élément générateur de turbidité, et définir la turbidité restante de la levure dans le produit. Pour cette application, différentes options de commande sont également disponibles, telles que la commande du by-pass, le contrôle de la vitesse de bol (manuel ou automatique) ou l'ajustement du débit.
Clarification de la bière (dernière étape avant la mise en bouteille)
L'utilisation du séparateur comme étape finale avant la mise en bouteille est spécifique au pays de production, et dépend du type de bière ou est basée sur la philosophie de qualité de la brasserie. Il faut toutefois noter que le séparateur ne permet pas une séparation à 100 %, et que certaines levures et particules solides avec une turbidité généralement de < 1µm et des protéines en suspension peuvent rester dans la bière.
Filtration de la bière sans terre de diatomé
Afin de permettre une exploitation rentable, une grande partie des systèmes proposés pour la filtration de la bière sans terre de diatomé nécessite un séparateur en amont pour l'élimination de la levure, des matières en suspension, des adjuvants de filtration et des stabilisants, en partie utilisés dans les étapes précédentes du processus.
Récupération de la bière à partir des levures soutirées
Un séparateur peut également être utilisé pour la récupération de la bière à partir des levures soutirées. Par rapport aux systèmes alternatifs, une dilution de la lie avec de l'eau est nécessaire pour un processus parfait et surtout économique en cas de concentration élevée de levure dans l'alimentation.
Production de cidre
La production de cidre jouit actuellement d'une grande popularité en Amérique du Nord, et de nombreuses brasseries s'en servent comme secteur d'activité supplémentaire. Selon les besoins, la tâche de séparation est similaire à la clarification de la bière ou à l'ajustement du trouble, et peut être prise en charge par des séparateurs à bière classiques.
Nombreuses applications - un seul séparateur
Techniquement, toutes les applications de séparation brièvement décrites précédemment peuvent être réalisées avec la même machine. Il n'est pas possible de faire une déclaration générale sur les cas où l'utilisation multiple a un sens. Pour ce faire, il faut prendre en compte certains facteurs au cas par cas, et notamment les durées de fonctionnement, les combinaisons d'applications, les exigences et les attentes des différentes applications.
Le choix d'une solution de séparation
Si les intervalles d'entretien recommandés sont respectés, il n'est pas rare que les séparateurs soient utilisés plus de 20 ans. À cela s'ajoutent des aspects majeurs, comme un design approprié et l'influence sur la qualité de la bière. Il est donc essentiel de se faire conseiller avant d'effectuer un choix. C'est pourquoi Flottweg propose des machines d'essai de différentes capacités de traitement pour faciliter la prise de décision. Les installations sont conçues de manière à pouvoir être intégrées rapidement aussi bien dans la brasserie que dans les procédés existant, en particulier pour des capacités de traitement faibles (10 à 100 hl/h). La figure 3 montre un exemple d'installation compacte avec armoire électrique, le panel de vannes et le séparateur de bière Flottweg AC 1200-420 hyg. (10 – 70 hl/h). Il suffit de réaliser les raccords électriques et de connecter les conduites d'alimentation et de refoulement à l'aide de tuyaux flexibles.

Figure 3 : Installation pilote AC 1200-420 hyg.
Conclusion :
Même si la bière peut être brassée sans technique de séparation centrifuge, le séparateur est devenu une unité importante dans le procédé de brassage. En effet il n'est pas seulement une alternative pour des raisons économiques et qualitatives, mais il offre également un grand potentiel d'optimisation pour les différents sous-processus. Selon ses besoins, cet outil spécialisé peut également être utilisé comme outil polyvalent. Dans les deux cas, il peut participer à un processus de brassage flexible, de haute qualité et économique.
Consulter le catalogue des centrifugeuses pour Brasseries Flottweg

- Détails
- Catégorie : Zythologie
Bière légère au taux d'alcools réduits, entre 1,5 et 3,9°, très prisée dans le Nord de la France et de l'Europe, la bière de table a connu au XXème siècle un désamour chez les consommateurs français résultant de plusieurs facteurs :
- Une qualité inférieure par rapport aux bières de luxe et spéciales plus largement diffusées, la bière de table était perçu comme peu aromatique et pas assez ronde avant que L’EBC et la recherche brassicole n’aient réalisé les progrès que l’article diffuse
- La disparition de la distribution directe de la brasserie au consommateur. Ce service livrait aux particulier des caisses de 12 bouteilles de 1 litre consignés et assurait le retour des vidanges et pratiquait même la vente a la “ chine ”
- La disparition du bouchon mécanique dans les années 1970 (appelé aussi bouchon système) incompatible avec l’emballage perdu, pourtant aujourd’hui réutilisé pour dés produits de luxe ou spéciaux.
Pourtant la Bière de Table pourrait redevenir à la mode, car elle correspond à une recherche chez certains concommateurs de bières moins alcoolisées, et que la densité peut être compensé par les propriétés gustatives de ses ingrédients (Malts, Houblons,....).
Pour la fabrication de la bière de table il n’existe pas de méthode de fabrication particulière, seule la densité régie du moût et la teneur en alcool étaient par le passé imposées par le législateur. Soit 2,0 à 2,2 ° régie, correspondant à 5 à 5,75 % Plato. Beaucoup de ces bières étaient fabriquées par dilution de bières de luxes fabriquées par les brasseries, sans précaution particulière lors de la dilution a l’eau, comme cela se fait aujourd’hui dans toutes les brasseries qui pratiquent le brassage haute densité et l’ajustement a la densité désirée par ajout d’eau désaérée et acidifiée.
Certains brasseurs avaient amélioré le procédé en ajoutant au mélange préparé en cave 3 à 5% de Kraüsen (bière en fermentation en pleine phase « ATPasique » correspondant à la période des hautes mousses) et en laissant la fermentation de l’ajout se faire pendant quelques jours (En tank bondonné). Ce procédé permettait de mettre la bière de coupage en milieu réducteur et d’assurer la carbonatation. Ces bières de coupage étaient réputées avoir une faible structure aromatique et un moelleux inexistant.
Des techniques ont été mises au point à la fin du siècle précédent en se basant sur le fait que :
- La richesse aromatique d’une bière croit de façon quasi exponentielle avec la densité du moût, d’où l’intérêt d’utiliser des bières denses pour réaliser les coupages.
- Peu ou pas d’oxygénation du moût favorise la production d’arômes
- Les moûts de faible densité sont pauvres en azote protéique provenant du malt ou de la levure
- La brasserie Bavaria en Hollande a mis au point un procédé de fabrication basé sur l’utilisation de bières de levures riches en cet élément ( procédé complexe, mais rentable pour la brasserie qui valorise ainsi ses levures résiduelles).
Exemple de Bières de Table Crafts et Traditionnelle :





Suggestion d’une méthode de fabrication d’une bière de faible densité initiale et peu alcoolisée suffisamment aromatique et moelleuse.
Cette méthode est une extrapolation de la méthode de GEOFFREY BARREL et BALLARAT VICTORIA (Australie).
Les auteurs australiens ont mis au point le procédé suivant : Ils brassent une bière normale à 10 Plato et une autre à 2,0 Plato les deux avec le même houblonnage et la seconde étant ajustée en pH. Puis ils réunissent les deux pour obtenir un mélange à 2,5 % en volume sachant que la bière à 10 % Plato a une teneur en alcool de 4,2 % en volume et celle à 2 % Plato 0,8 % en volume.. L’intérêt est qu’en milieu peu dense à faible pression osmotique la levure va secréter des produits organiques complexes qui vont satisfaire le moelleux.
On pourrait suggérer de faire une bière à 16% Plato et une à 2% Plato, cette dernière étant ensemencée avec un taux de levure important (le triple que pour un brassin normal) et d’effectuer le mélange des bières finies, en proportions variables, pour obtenir la densité originelle recherchée ou le taux d’alcool souhaité. Lors de la mise en fermentation, un moût peu oxygéné est recommandé
Justification technique du procédé
1 -Fermentation haute densité :
A partir d’un moût à 15 plato ramené a 20 par évaporation lors de la cuisson, fermenté classiquement par des levures standards, il y aura une synthèse disproportionnée d’esters par rapport a l’éthanol, ils auront une forte incidence sur le goût final de la bière. Et après dilution, la bière aura suffisamment d’ester comparativement a une bière classique.
Muller et Pohl recommandent au brassage : une forte teneur du malt en enzymes amylolytiques, un empâtage avec un rapport eau malt de 3/1, utilisation de malts spéciaux (caramels ) conseillée, palier protéolytique raccourci et saccharification longue pour obtenir le maxi de sucres fermentescibles, cuisson prolongée pour améliorer la floculation protéique.
Les auteurs recommandent de plus une acidification du moût par voie biologique (maische acidifiée spontanément par des bactéries lactiques) ou par de l’acide phosphorique.
- La filtration de la maische sera plus difficile
- Si on pratique une dilution a l’eau de la bière avant ou après filtration , la faire avec une eau désoxygénée a une teneur en O2 inférieure a 1 mg /l et stérilisée.
Voyons ce qui se passe au niveau de la production d’alcools supérieurs pendant la fermentation (source Muller et al (1991)
Une augmentation de la densité de 10 à 20 plato double approximativement la production en éthanol( x1,9). Avec les mêmes conditions, les acétates, les esters augmentent 3 à4 fois , les alcools supérieurs de 1,5 à 2 fois (sauf n-propanol de 3,3 fois) .L’acétaldéhyde quand a lui diminue (x 0,6).Le rapport ester/éthanol est multiplié par 2, ce qui est après dilution de la bière obtenue permet d’ajuster la teneur en alcool tout en gardant une teneur en esters importante.

Effets de la gravité du moût sur les composés aromatiques dans les fermentations de laboratoire. A: huiles et acétaldéhyde (n-propanol / 10, alcool i-butylique, acétaldéhyde, acétate d'i-amyle / 10). B: Esters et éthanol (acétate d'éthyle / 10, acétate de i-butyle x 10, acétate de i-amyle, éthanol / 104). La différence de concentration entre 10 ° C et 20 ° P est indiquée sous forme de multiplicateur.
Les mêmes auteurs conseillent une optimisation du profil organoleptique en :
* Augmentant la température de fermentation de 12 à 18°C en F basse et de 18 à 24 2C en F Haute ce qui augmente la teneur en alcools supérieurs , en acétates d’éthyle et en acétate d’iso amyle , et cela surtout en fermentation basse.
* Pratiquant une faible aération du moût a un effet positif sur les esters formés surtout en Fermentation haute .
2 – Fermentation par contact au froid ou a partir d’un moût très dilué :
Un moût refroidit a une température de moins 0,5°C a+1°C et additionné de levure lavées a l’eau ne consommera pas d’acides aminés mais développera des activités annexes , il y aura consommation du glucose et du fructose, mais ni du maltose, ni du maltotriose et la vitamine B1 sera conservée., de plus les aldéhydes responsables du goût de moût sont en partie catabolysées , d’autres composés responsables de goûts indésirables dont celui d’oxydé sont éliminés , on note également une légères augmentation d’alcools supérieurs qui proviennent des acides aminés du malts formés au maltage ( cette remarque est importante pour qui voudrait fabriquer une bière sans alcool aavec bloquage de ferme,ntatation)
De plus mise dans un milieu osmotique défavorable comme un moût de faible densité initiale, la levure va échanger avec lui de composés cellulaires qui entrent dans la plénitude de bouche de la bière.
Ces différents facteurs évoqués justifient la technique décrite de fabrication de bière de table. Ce procédé a été exploité de nombreuses fois au Musée Français de la brasserie de Saint Nicolas de Port. Et permettrait aux brasseur de renouer avec les bières bock, les bières de table, ou bière de ménage qui par le passé étaient largement produite en France, à l’époque, peut être ou le monde agricole important, allait aux champs et avait besoin de se désaltérer très souvent et raisonnablement et que des marques connues venaient installer la bière bock a la table des consommateur pendant les repas.
Remarque : En fait le phénomène recherché en fabriquant une bière de très basse densité pour but de faire réagir la levure vis-à-vis de la pression osmotique qu’installe le milieu dans lequel elle se trouve .
Osmose - Pression Osmotique
Quand deux solutions de concentration molaire différentes se trouvent séparées par une membrane semi perméable, il y aura passage à travers la membrane du solvant de la solution la moins concentrée vers la plus concentrée.
La pression qu’il faudrait exercer sur la solution la plus concentrée pour empêcher le passage est appelée pression osmotique.
Dans l’expérience figurée dans le schéma ci-après, le tube terminé par une membrane semi perméable et contenant une solution sucrée est plongé dans une bassine d’eau. Le niveau de la solution sucrée dans le tube à l’origine est No, au bout d’un certain temps il va monter jusqu’à Npo, c’est à dire jusqu’à ce que la pression osmotique soit équilibrée par la charge hydrostatique.
Les schémas montrent ce qui se passe avec une solution de sucre concentrée placée dans une membrane sphérique semi- perméable et immergée dans de l’eau.

Pression osmotique : action vis-à-vis de l’état des cellules de levure


Ce phénomène va intervenir avec la levure dans le moût et la bière
- Dans le moût: Si la concentration en matières solubles est plus faible que celle de la levure; deux échanges vont se produire : L’eau va migrer du moût vers la levure et la levure va excréter quelques produits solubles baissant ainsi sa concentration en produit solubles.
- Dans le moût ou la bière: si la concentration en solubles est plus forte que celle de la levure; là encore deux échanges vont avoir lieux. L’eau va migrer de la levure vers le moût ou la bière et la levure va dépolimériser quelques molécules de haut poids moléculaire afin d’augmenter sa concentration interne .Les vacuoles de la levure sont des lieux de stockage pour de telles molécules à haut poids moléculaire.
Les anglais ont établi la pression osmotique des moûts et des bières correspondantes avec une atténuation apparente de 80%. Ces résultats se retrouvent sur le tableau annexe ci après :
| Densité en % Plato | Pression osmotique( Psi) | Concentration en alcool pour 80% d’atténuation | ||
| Moût | Bière | |||
| 8 | 75 | 225 | 2,67 % de l’extrait | |
| 12 | 115 | 330 | 4,00% | |
| 16 | 150 | 450 | 5,45% | |
| 18 | 170 | 510 | 6,20% | |
On a pu évaluer la pression osmotique de la levure située entre 360 et 440 Psi. Dans un moût à 12 % plato la levure doit devoir passer d’une pression osmotique de 115 Psi à 330 Psi dans la bière, et quand elle est réintroduite après fermentation a nouveau dans le moût pour assurer une autre fermentation, elle retombe rapidement à 115 Psi. La chute de pression osmotique va inciter la levure à baisser sa propre pression osmotique en réduisant la concentration des protéines en solution dans son cytoplasme, elle le fait en excrétant quelques molécules de bas poids moléculaire, soit essentiellement des acides aminés et des fragments d’acides nucléiques. Il est à espérer que la levure va les réabsorber au fur et a mesure que la bière se fabrique, car elles sont indésirables dans la bière finie
On a constaté que le protoplasme des cellules est stable dans les solutions qui ont une pression osmotique située entre 190 et 350 Psi et est complètement perturbé à 60 psi et plus bas c’est à dire dans l’eau pure, dans ce cas les cellules vont se gorger d’eau, gonfler jusqu’à éclatement. Mais toutes les cellules ne vont pas éclater, cependant il y aura libération du contenu cellulaire avec des conséquences sur le déroulement de la fermentation et le devenir de la flaveur. Il y a lieu donc d’être prudent avec la pratique du lavage des levures à l’eau pure.
Avec un moût dense (16 % plato et plus), la plus part des levures de brasserie auront du mal à assurer leur fonction normale et notamment à bourgeonner, car pour que cette dernière fonction soit possible, il faut qu’il existe un équilibre entre la pression osmotique du moût et celle de la levure, en aucun cas la pression osmotique de la levure ne doit excéder celle de la bière. Mais il reste la question de savoir si la pression osmotique élevée du milieu est nuisible à cause de ce facteur ou si c’est la teneur en alcool correspondant qui est le vecteur néfaste. En conclusion: Il faudrait théoriquement fermenter des moûts situés entre 11 et 12 % plato (ce qui normalement correspond au type Pils) et ne jamais excéder 16 % plato.

- Détails
- Catégorie : Zythologie
Les liquides alimentaires entrant dans la catégorie des produits de la bactériologie acide doivent avoir un pH inférieur à 4,5. Dans ces produits il ne peut se développer que des micro-organismes non pathogènes, très spécifiques comme les bactéries acétiques, les bactéries lactiques ou les levures.
Il est admis qu'à des pH au-dessous de 3, les levures sont fortement inhibées, alors que certaines espèces de lactobacilles prolifèrent à ce pH et que la croissance des leuconostocs est encore active à un pH de 2,9.
Si ces micro-organismes qui résistent aux bas pH ne sont pas toxiques pour l'homme, ils peuvent gâter les aliments et notamment les boissons en les troublant, les décolorant, ou en leur communiquant des mauvais goûts.
Ces micro-organismes spécifiques du domaine de la bactériologie acide ont la propriété d'être facilement détruits à des températures relativement basses, de l'ordre de 60o à 70 oC, (en tous cas inférieures à 100 oC) avec des temps de traitement relativement courts, de l'ordre de la seconde à la dizaine de minutes, suivant la température de traitement choisie.
A titre indicatif ; dans un flash pasteurisateur le maintien au chambrer de la bière a 72° C pendant 21 seconde suffira à la stabiliser microbiologiquement, dans un pasteurisateur tunnel cette même bière devra subir un traitement à 60 °C pendant 20 minutes, dans les deux cas il s'agira d'une bière préalablement filtrée avec une faible contamination initiale.
Parmi les liquides alimentaires entrant dans le domaine de la bactériologie acide et possédant un pH inférieur a 4,5, on trouvera tous ceux issus des procédés fermentaires et, en particulier, des fermentations acétique, lactique et alcoolique (dont le vin et la bière), mais également, des produits acides naturellement, comme les fruits et leurs jus fraîchement pressés.
Figures ci dessous : Gamme de pH des fruits et températures à mettre en œuvre pour la stabilisation de leur jus pour les traitements thermiques courts (Crédit Tétra pack)

Rappel :Par définition, le pH est le cologarithme de la concentration en ion hydrogène (H+) d'une solution aqueuse. On définit ainsi un degré d'acidité allant de O à 7 et un degré d'alcalinité de 7 à 14 suivant la gradation :
0 (acide) -> 7 (neutralité) -> 14 (base)
Plus un milieu est acide, plus il contient d'ions H+ et plus son pH est faible en valeur numérique.
Avec un pH généralement situé entre 4,2 et 4,4, la bière entre dans le domaine de la bactériologie acide , mais durant le processus de sa fabrication elle passe par différents stades pendant lesquels elle sera caractérisée successivement par un pH voisin de 6 à l'empâtage a un pH de 5,2 dans le moût prêt a être ensemencé en levures et n'atteindra un pH de 4,5 protecteur que vers le 4eme ou 5 eme jour de la fermentation .
C'était pendant l'opération de refroidissement, après ébullition et houblonnage que le moût pouvait être contaminé dans un passé récent, quand on lui faisait subir une station prolongée dans un bac ouvert a fond plat ou un écoulement en nappe sur des échangeurs de température ouverts du type Beaudelot, et cela dans un environnement propice aux contaminations spontanées. Une flore constituée par des bactéries dites « Termo » pouvait s'installer dans le moût. (Le mot Termo venant du latin terminus et signifiant à la limite du visible) Cette flore est peu variée et comprend essentiellement des bâtonnets gram-négatifs, du groupe des « coliformes ». Ces Termos, seront facilement éliminés dès que la levure entrera en action , mais si la contamination est importante, ils pourront communiquer a la bière un goût proche de celui du cèleri. Actuellement avec les échangeurs de température fermés (échangeurs a plaques ou tubulaires) le risque de cette contamination a disparu , mais lors de la fabrication de certaines bières, comme celle des bières sans alcool utilisant le principe de l'interruption précoce du processus fermentaire , il peur réapparaître , surtout si on recherche des valeurs très faibles d'alcool résiduel.
On attirera également l'attention des brasseurs artisans à veiller à limiter la dose de levure nécessaire a introduire à une refermentation en bouteille, pour ne pas avoir a subir les remontées de pH dues à une autolyse des levures en surnombre qu'un excès d'oxygène dissous va également favoriser le bon dosage oxygène et levure qui sera a déterminer par une expérimentation préalable
Le pH intra cellulaire de la levure par la présence des bases puriques contenues dans la cellule est voisin de 6. et l'autolisat sera a l'origine d'une remontée non souhaitée du pH dans la bière.
Critères conjugués de stabilité des boissons rafraîchissantes sans alcool (Crédit Procomac). Ces critères pourront être pris en compte pour les bières sans alcool également :
|
Acidité relative du produit |
pH |
< 2,9 |
2,9 à 3,4 |
3,5 à 3,9 |
4 à 4,6 |
> 4,6 |
|
|
À multiplier par |
1 |
1,5 |
2,5 |
4 |
6 |
||
|
Taux de contamination initiale |
UFC/cc |
< 1 |
1 à 10 |
10 à 100 |
100 à 1 000 |
> 1 000 |
|
|
À multiplier par |
1 |
1,5 |
2,5 |
4 |
6 |
||
|
Taux de carbonatation du produit fini |
gr CO2/L |
> 8 |
8 à 6,1 |
6 à 4,1 |
4 à 2,1 |
< 2 |
|
|
À multiplier par |
1 |
1,4 |
2 |
2,8 |
4 |
||
|
Concentration de jus de fruit et/ou de minéraux |
% |
< 5 |
5 à 10 |
10,1 à 15 |
15,1 à 20 |
> 20 |
|
|
À multiplier par |
1 |
1,5 |
2 |
2,5 |
3 |
||
|
Concentration initiale d'oxygène |
mgr O2/L |
< 1 |
1 à 3,3 |
3,4 à 6,6 |
6,7 à 10 |
> 10 |
|
|
À multiplier par |
1 |
1,2 |
1,4 |
1,7 |
2 |
||
UFC = unit forming colonies = nombre de micro-organismes revivifiables par litre de liquide. C'est donc la contamination initiale du produit alimentaire ou de son emballage. < 5 : très stable,- 5 à 14 : plutôt stable - 15 à 29 : modérément stable - 30 à 50 : instables, > 50 : très instable. UFC = Somme des valeurs obtenues dans chaque catégorie |
|||||||
Autres facteurs intervenant dans la stabilité biologique : notion d'Aw
Les attitudes des micro-organismes acquises en fonction du milieu – notion d'AW
Constitués d'eau à 75 ou 80%, les micro-organismes ont besoin d'eau pour construire leur matière. Il ne suffit pas que l'eau soit présente pour qu'ils puissent la prélever. En effet lorsque l'eau contient des molécules dissoutes (sucre, sel....) des liens s'établissent entre l'eau et les molécules dissoutes, si bien que l'eau est plus
difficile à prélever pour les micro-organismes. Les micro-organismes sont en compétition avec les molécules dissoutes pour la capture des molécules libres dont ils ont besoin pour vivre.
La grandeur qui rend le mieux compte de l'état de liberté des molécules est l'activité de l'eau notée: Aw. Elle est mesurée par le rapport : pression de vapeur de la solution (p) sur la pression de vapeur de l'eau pure ( p0) à la même température :
Aw = p/p0 (à une température fixée et en équilibre) soit Aw=HR/ 100
Si on considère que dans un milieu clos, elle est approximativement égale à l'humidité relative de l'atmosphère en équilibre avec la solution considérée divisée par 100
HR peut être mesuré relativement facilement à l'aide d'un hygromètre. Aw varie de 0 à 1 (eau pure). Chaque micro-organisme est caractérisé par l'Aw en dessous de laquelle il est incapable de croître. De la même façon que pour les solutions, l'eau des aliments est en partie libre (disponible) et en partie liée aux différents composants (minéraux, glucides, protéines)
Les produits alimentaires peuvent être classés en fonction de leur activité de l'eau (Aw).
L'abaissement de l'activité de l'eau entraîne une sortie de l'eau des cellules des micro-organismes, une entrée des solutés et une synthèse de molécules osmoprotectrices. Chez la plus part des micro-organismes, il y a inhibition de la vitesse de croissance dès que l'activité de l'eau devient inférieure à 0,97.Cette vitesse chute jusqu'à devenir nulle pour une valeur minimum de l'activité de l'eau. Cette valeur minimum de l'activité de l'eau varie selon les groupes microbiens, et selon la nature du soluté. Pour une même activité de l'eau, sucres et sels ont des effets différents
.Ci dessous quelques valeurs pour des micro-organismes rencontrés en brasserie et d'activité de l'eau d'aliments :
- La plus part des bactéries d'altération; 0,90 - 0,91
- Saccharomyces cerevisiae: 0,90 - 0,94
- La plus part des moisissures 0,60 - 0,70
- Lait 0,995
- Confiture: 0,80-0,75
- Céréales 0,70
Conclusion :
La bière est un liquide alimentaire bien protégé par son pH mais également par les ingrédients qu'elle contient et qui ont des pouvoirs antiseptiques (houblon, alcool, CO2… ) qui permettent d'éliminer d'autres organismes comme les moisissures et toutes les autres agressions microbiologiques. La bière a aidé très certainement l'humanité a avancer en lui procurant une boisson saine même si elle était fabriquée avec une eau contaminée, et même aujourd'hui dans les pays en voie de développement c'est l'industrie de la brasserie qui s'installe en premier.
Pierre Millet
Ingénieur EBN (Ecole de Brasserie de Nancy)
Promotion 1963

- Détails
- Catégorie : Commercialisation & Services
Mise à Jour - 22 Décembre 2025 - l'augmentation des tarifs de l'accise pour l'année 2026 est plafonnée à hauteur de 1,75%
Les Droits d'Accises nous intéressant se calculent par rapport à l'alcool pur contenu dans une boisson. Plus une boisson est alcoolisée, plus elle sera taxée. Est qualifiée de « boisson alcoolique » toute boisson contenant de l'alcool qui peut être issu de la fermentation (boissons fermentées), ou de la distillation (boissons distillées), ou encore de l'alcool issu du mélange de ces deux premières catégories. Ces boissons de base peuvent être également additionnées à d'autres produits susceptibles de modifier leur définition.
Le terme « accise » tire son origine de l'anglais « excise » qui était un impôt prélevé sur les boissons au XVIIème siècle. C'est un impôt des plus anciens qui soit et des plus généralisé. Aujourd'hui, l'accise est un impôt indirect prélevé sur le commerce de certains produits tels que le tabac, l'alcool, le pétrole ou leurs dérivés. Il s'agit d'une taxe directement liquidée à partir de la quantité de produit et non pas à partir de sa valeur. Politiquement parlant, l'objectif est de dissuader de la consommation du produit imposé. En tant qu'impôt indirect, l'intermédiaire paye l'impôt à l'État et peut le répercuter en tout ou partie sur le prix de vente au consommateur. En somme, l'impôt est indirectement à la charge du consommateur.
A des fins de bonne gestion, tout comme la Taxe sur la Valeur Ajoutée (TVA), les sommes collectées au titre des droits d'accises n'appartiennent pas à l'opérateur les collectant. Il est donc sage de ne pas les intégrer à la trésorerie de l'exploitation et d'être toujours en capacité de pouvoir les verser à l'État.
Préalablement, il convient de comprendre la particularité de la bière au regard de la législation fiscale. Ensuite, une explication du Classement Fiscal s'impose afin de mieux comprendre à partir de quoi sont liquidés les droits d'accises.
La Bière : exception à la réglementation relative aux alcools ?
L'article 401-I-B du Code Général des Impôts (CGI) définit l'alcool comme tous « les produits qui relèvent des codes NC 2207 et 2208 du tarif des douanes et qui ont un titre alcoométrique acquis supérieur à 1,2 % vol., même lorsque ces produits font partie d'un produit relevant d'un chapitre autre que le chapitre 22 du tarif des douanes, ainsi que les produits désignés au a qui ont un titre alcoométrique acquis supérieur à 22 % vol. et les eaux-de-vie contenant des produits en solution ou non ».
La définition fiscale doit être distinguée de la définition applicable en matière tarifaire (règlement CE n° 2658/87) selon laquelle sont considérées comme boissons alcooliques, toutes les boissons dont le titre alcoométrique volumique acquis excède 0,5 % vol.
Plus propre à la bière, selon l'article 520 A du CGI : il s'agit de« tout produit relevant du code NC 2203 du tarif des douanes ainsi que tout produit contenant un mélange de bière et de boissons non alcooliques relevant du code NC 2206 du tarif des douanes et ayant dans l'un ou l'autre cas un titre alcoométrique acquis supérieur (TAV) à 0,5 % vol ».
Pour mémoire, le TAV, aussi appelé degré alcoolique, est la proportion d'alcool dans une boisson. Ce titre est le rapport entre le volume d'alcool (éthanol) contenu dans le mélange et le volume total de ce mélange, à la température de 20 °C. Les instruments utilisés pour mesurer le titre alcoométrique sont les densimètres électroniques, les aréomètres et pycnomètres. Différentes unités sont utilisées : le pourcentage volumique (% vol) ou degré (noté °), le degré Gay-Lussac (° GL), le proof, et le Sikes ou Sykes (Source : Wikipédia).
Cette définition « fiscale » est à garder en mémoire dans le cadre des droits d'accises car seule celle-ci est prise en compte pour la définition du régime fiscal d'une boisson.
Les boissons alcooliques sont soumises aux droits d'accise, cotisation de sécurité sociale ainsi qu'à un taux de 20 % de TVA. Dans son arrêt du 4 mai 2018, n° 417475, le Conseil d'État confirme que le taux normal de TVA s'applique aux bières dont le titre alcoométrique volumique (TAV) est égal ou supérieur à 0,5 %. Concernant les boissons alcooliques dites « premix », une taxe particulière s'ajoute à celles déjà existantes.
Les tarifs des droits sur les alcools, boissons alcooliques et boissons non alcooliques sont fixés chaque année par un arrêté ministériel.
Petit Rappel des Dénominations des Bières
Préalablement aux droits d'accises, petit rappel des différentes dénominations des « bières » selon le décret n° 92-307 du 31 mars 1992 portant application de l'article L. 412-1 du code de la consommation :
« La dénomination « bière » est réservée à la boisson obtenue par fermentation alcoolique d'un moût préparé à partir du malt de céréales, de matières premières issues de céréales, de sucres alimentaires et de houblon, de substances conférant de l'amertume provenant du houblon, d'eau potable. Le malt de céréales représente au moins 50 p. 100 du poids des matières amylacées ou sucrées mises en oeuvre. L'extrait sec représente au moins 2 p. 100 du poids du moût primitif ».
Dans l'éventualité où un arôme typique manque à la bière, il est possible d'ajouter quelques herbes aromatiques ou épices naturelles. Toutefois, ils doivent être mentionnés dans l'étiquetage de la bière tout en veillant à ce que cette adjonction ne confère pas à la boisson de manière perceptible les caractéristiques aromatiques typiques de ces ingrédients.
Tant que la bière ne présente par un titre alcoométrique acquis supérieur ou égal à 1,2 p. 100 en volume, elle est considérée comme une « bière sans alcool ». Cela peut résulter d'un processus de désalcoolisation ou juste d'un début de fermentation.
La dénomination "panaché" est réservée à la boisson présentant un litre alcoométrique inférieur ou égal à 1,2 p. 100 en volume et exclusivement constituée d'un mélange de bière et de boisson gazeuse aromatisée sans alcool.
L'ajout d'autres ingrédients à la bière est aussi encadré. Qu'il s'agisse d'une addition, macération de matières végétales ou d'origine végétale, miel ou boisson alcoolisées : ces ingrédients ne doivent pas excéder 10 p. 100 du volume du produit fini. Plus particulièrement, l'ajout de boisson alcoolisée ne doit pas engendrer une augmentation du titre alcoométrique acquis final supérieur à 0,5 p. 100 du volume. On parle alors d'une « bière à ... ».
Il s'agit aussi de ne pas confondre une « bière à ... » avec une « bière aromatisée à ... » qui est aromatisée par des arômes définis à l'article 3 du règlement CE n° 1334/2008 du 16 décembre 2008. Par ailleurs, les ingrédients d'origine végétale à propriété colorante (ex. : extraits végétaux, concentré de fruits et de légumes, extrait de fleurs) obtenus par extraction non sélective de la couleur peuvent être ajoutés aux « bières à ... » et « bières aromatisée à ... ». La liste de ces ingrédients est fixée par arrêté du ministère chargé de la consommation.
Plus simplement, si la bière a fait l'objet d'une fermentation lactique en cours d'élaboration, elle peut être dénommée « bière de fermentation lactique » ou « Gueuze ».
Une « bière de garde » a subi une période de garde d'au moins 21 jours après sa fermentation primaire. Et enfin, si la bière est obtenue par une fermentation alcoolique d'un moût préparé uniquement à partir de malt de céréales, on parle d'une bière « pur malt ».
Le Préalable du Classement Fiscal nécessaire aux calculs des Droits d'Accises
Selon la Circulaire du 22 février 2018 (NOR : CPAD1805176C), contrairement au classement tarifaire (définissant la nomenclature (code NC) dans le tarif des douanes), le classement fiscal détermine la fiscalité applicable à un produit. Néanmoins, le classement tarifaire reste un préalable indispensable au classement fiscal. En effet, pour certaines boissons, le classement fiscal repose sur une nomenclature spécifique.
Seul un produit disposant d'une dénomination commerciale et d'une recette spécifique peut disposer d'un classement fiscal. Le classement fiscal est acté par un avis de classement fiscal propre à ce produit en particulier. La validité de cet acte s'étend de sa publication jusqu'à l'établissement d'un nouvel avis de classement fiscal qui sera différent. C'est donc de ce document que découlera le taux d'accise applicable si ce produit est soumis à cette contribution indirecte.
La demande de classement fiscal peut être faite sous deux formes :
- une demande papier devant répondre aux critères de détermination du régime fiscal d'une boisson (détaillée ci-dessous). La forme est libre.
- une demande dématérialisée via l'applicatif SOPRANO (SOlution Pour Rationaliser la gestion des Autorisations Numériques des Opérateurs) accessible sur le site douane.gouv.fr.
Une fois la demande achevée, le Pôle d'Action Economique (PAE) instruit la demande et indique à l'opérateur de transmettre directement au Service Commun des Laboratoires compétent, les échantillons de 700 ml minimum accompagnés de la référence générée par l'applicatif (CF-2017-XXXXX…).
L'avis de Classement Fiscal peut être assimilé à une prise de position de l'administration qui l'engage en matière de taxation. En cas de contestation portant sur le classement fiscal, l'usager a la possibilité de solliciter un second examen dans les deux mois en vertu de l'article L. 80 CB du Livre des Procédures Fiscales (LPF).
La Circulaire du 22 février 2018 (NOR : CPAD1805176C) présente les critères de détermination du régime fiscal d'une boisson cités ci-dessous :
« Un avis de classement fiscal permettant de déterminer le régime fiscal applicable aux boissons alcooliques et non alcooliques est établi à partir des éléments suivants :
1 - le descriptif de la boisson (titre alcoométrique volumique, boisson mousseuse ou non mousseuse, etc.) et sa dénomination ;
2 - la liste des ingrédients utilisés pour l'élaboration du produit (composition précise avec indication en pourcentage de la part en volume dans le produit final) en indiquant pour les boissons alcooliques si l'alcool contenu résulte entièrement d'une fermentation ou non ;
3 - en cas d'utilisation d'arômes alcooliques : leur titre alcoométrique volumique acquis et le pourcentage d'augmentation du titre alcoométrique de la boisson alcoolique de base due à l'adjonction des arômes à cette boisson ;
4 - en cas de mélange de plusieurs boissons alcooliques fermentées et/ou distillées : leur titre alcoométrique volumique acquis respectif et la part de chacune de ces boissons (en pourcentage) dans le titre alcoométrique acquis de la boisson finale ;
5 - le processus de fabrication ;
6 - la présentation (dont deux modèles originaux de l'étiquetage) ;
7 - échantillons obligatoires : ils sont envoyés soit au PAE de la direction régionale des douanes et droits indirects territorialement compétente, pour analyse par le laboratoire des douanes territorialement compétent, soit directement à ce dernier par l'opérateur s'il utilise l'applicatif SOPRANO classement fiscal. Les éléments susmentionnés (1° à 7°) devront être adressés au PAE compétent. »
Les Droits d'Accises applicables au 1er janvier en France
Les États membres de l'Union Européenne disposent d'une marge d'appréciation pour adapter leur fiscalité à la réalité économique et sociale de la production et de la commercialisation des produits alcooliques tant que cette liberté ne contrevient pas au cadre communautaire. Les taux et structures du système d'accises applicables à l'alcool et aux boissons alcoolisées, dont la bière, sont transposés dans le CGI. Ils sont initialement définis par les directives communautaires suivantes :
- Directive n° 92/83/CEE du Conseil du 19 octobre 1992 concernant l'harmonisation des structures des droits d'accises sur l'alcool et les boissons alcooliques;
- Directive n° 92/84/CEE du Conseil du 19 octobre 1992, concernant le rapprochement des taux d'accises sur l'alcool et les boissons alcooliques.
L'article 178-0 bis A du CGI prévoit les critères suivants pour l'application des taux réduits du droit spécifique mentionnés du cinquième au huitième alinéa du a du I de l'article 520 A du même code :
« Une petite brasserie indépendante s'entend d'une brasserie établie dans un Etat membre de la Communauté européenne qui respecte cumulativement les critères suivants :
- elle produit annuellement moins de 200 000 hectolitres de bière ;
- elle est juridiquement et économiquement indépendante de toute autre brasserie ;
- elle utilise des installations physiquement distinctes de celles de toute autre brasserie ;
- elle ne produit pas sous licence.
Lorsque deux ou plusieurs petites brasseries coopèrent et que leur production annuelle additionnée ne dépasse pas 200 000 hectolitres, ces brasseries peuvent être traitées comme une seule petite brasserie indépendante ».
Les droits d'accises sur les boissons alcoolisées sont réévalués chaque année sur la base de l'évolution de l'indice des prix à la consommation, soit en moyenne 1 %. Les tarifs des droits sur les alcools et les boissons alcooliques applicables au 1er janvier 2026 ont été augmentés de 1,75% .
|
Catégorie fiscale de produits |
Tarif 2026 | |
|
Vins tranquilles (art 438 2° a et a bis du CGI) |
4,19 €/hl | |
|
Boissons fermentées autres que le vin et la bière (art. 438 2° b et c du CGI) |
4,19 €/hl | |
| 8 |
Vins mousseux (art. 438 1° du CGI) |
10,38 €/hl |
|
Cidres/Poirés/Hydromels (art 438 3° du CGI) |
1,46 €/hl | |
|
VDN et VDL AOP mentionnés aux articles 417 et 417 bis du CGI (art. 402 bis a du CGI) |
52,39 €/hl | |
|
Autres produits intermédiaires (art. 402 bis b du CGI) |
209,53 €/hl | |
|
Bières moins de 2,8 % vol. (art. 520 A I a du CGI) |
4,12 €/degré/hl | |
|
Bières plus de 2,8 % vol. (art. 520 A I a du CGI) |
8,24 €/degré/hl | |
|
petites brasseries ≤ 200 000 hl (art. 520 A I a du CGI) |
4,12 €/degré/hl | |
|
Rhums des DOM (art. 403 I 1° du CGI) |
966,75 €/hlap | |
|
Autres alcools (art. 403 I 12° du CGI) |
1 932,42 €/hlap | |
|
Droit réduit bouilleurs (art. 317 du CGI) |
Supprimé au 1er janvier 2024 |
|
Cotisation sécurité sociale (art. L 245-9 du Code de la Sécurité Sociale (CSS)) |
Tarif 2026 | |
|
Cotisation sur les alcools - Taux plein (applicable aux boissons titrant plus de 18 % vol.) |
620,47 €/hl | |
|
Cotisation sur les produits intermédiaires titrant plus de 18 % vol - Taux plein |
52,39 €/hl | |
|
Cotisation sur les produits intermédiaires - Taux réduit à 40 % |
20,97 €/hl | |
|
Cotisation sur les bières de plus de 18% vol |
52,39 €/hl | |
|
Cotisation sur les rhums et alcools à base d'alcool du cru (article L 758-1 du CSS). Le taux réduit prévu à l'article L758-1 du CSS est abrogé au 1er janvier 2025. |
620,47 €/hlap |
Le Premix
|
Tarif 2026 |
||
| Produits relevant des catégories fiscales des vins ou des autres boissons fermentées au sens de l'article L. 313-15 du CIBS (ex- produits repris à l'article 435 du CGI) | 3 € par décilitre d'alcool pur |
|
|
|
Autres produits (art. 1613 bis du CGI) |
11 € par décilitre |
Le premix est une boisson pré-mélangée à base d'un spiritueux (gin, rhum, vodka, vin, whisky, bière...), additionné d'un tonic, d'un soda (cola) ou d'un jus de fruit. Il contient de l'alcool, même s'il a le goût d'un soda.
En taxant la production de boissons dont le goût alcoolisé est masqué par l'ajout d'autres produits (ex. : le sucre), le législateur affirme sa volonté d'inciter les jeunes à moins consommer d'alcool (article 44 de la loi n° 2004-806 du 9 août 2004 relative à la politique de santé publique).
Les boissons alcooliques d'un TAV compris entre 1,2 et 12 % volume peuvent être soumises à la taxe sur les boissons dites « premix » si elles remplissent cumulativement les deux critères ci-dessous, prévus par la circulaire du 8 février 2017 (NOR : ECFD1703991C) :
1 - «la taxation est applicable à certaines boissons dont le titre alcoométrique acquis est supérieur à 1,2 %/volume et inférieur à 12 %/volume. A cet égard, une boisson issue d'un mélange entre une boisson alcoolique et une boisson non alcoolique, dont le titre alcoométrique final est supérieur à 12 %/volume n'est pas éligible à la taxe dite « prémix ». La limite inférieure en degré permet d'exclure du champ d'application de la taxe additionnelle des produits de très faible degré alcoolique, même si ces boissons sont soumises à la réglementation des contributions indirectes. C'est le cas des « panachés », mélanges de bières et de limonade, qui présentent un titre alcoométrique inférieur à 1,2% volume et supérieur à 0,5 %/volume, qui ne sont pas soumis à cette imposition, mais demeurent soumis au droit spécifique sur les bières, en application des dispositions du a du I du A de l'article 520 du CGI. La limite supérieure en degré vise à exclure du champ d'application de la taxe prémix, des boissons alcooliques, dont le taux d'alcool est élevé et qui ne sont pas, de ce fait, destinées principalement aux plus jeunes consommateurs. 1 (Article 302 E du CGI) »
2 - Ces boissons doivent répondre aux dispositions fixées à l'un ou l'autre des articles suivants : le a du I de l'article 1613 bis du CGI ou le b du I de l'article 1613 bis du même code. Si une boisson alcoolique n'est pas soumise à la taxe au sens du a du I de l'article 1613 bis du CGI, il convient d'examiner son statut au regard de l'alinéa b de ce même article. Les alinéas a et b sont exclusifs l'un de l'autre : si la boisson répond aux critères énoncés à l'alinéa a, il n'est pas utile de regarder l'alinéa b.
Le champ d'application précis de la taxe « prémix » est défini dans la circulaire du 16 mars 2016 relative à la taxe sur certaines boissons dite taxe sur les boissons « prémix ». Cette circulaire précise notamment les redevables, leurs obligations (comptables, administratives) et le champ d'application de la taxe Premix.
Edit Août 2019 : Le ministère de l'économie annonce que les petite braseries françaises bénéficieront désormais du taux réduit d'accise sur l'alcool dès lors que leur production annuelle cumulée ne dépasse pas 200000 hectolitres.
La Déclaration des Droits d'Accise
Le décret n° 2018-206 du 26 mars 2018 relatif à l'obligation de déclaration et de règlement par voie électronique en matière de contributions indirectes, impose la télédéclaration mensuelle et le paiement du droit d'accise de manière dématérialisée.
Les échéances sont :
- le 1er septembre pour les entrepositaires agréés produisant des produits vitivinicoles ;
- le 31 décembre pour les autres cas.
Cette obligation s'adresse entre autres aux :
- entrepositaires agréés qui détiennent, produisent ou transforment des produits alcooliques ;
- destinataires enregistrés ;
- utilisateurs d'alcools dénaturés ;
- autres redevables des contributions indirectes.
La télédéclaration s'effectue sur le téléservice CIEL (Contributions Indirectes En Ligne) accessible depuis l'espace des services en ligne douane.gouv.fr. CIEL s'adapte aux différents profils et besoins des opérateurs. Ainsi, pour les ressortissants d'une interprofession viticole, la déclaration récapitulative mensuelle est pré-remplie sur le portail douane.gouv.fr des données économiques saisies par le viticulteur ou la cave coopérative sur le portail de l'interprofession. Pour les professionnels disposant de nombreux produits à déclarer, la déclaration pourra être remplie directement par l'import d'un fichier informatique.
Taxation des boissons alcoolisées et intérêt général ?
Selon le rapport de la Cour des comptes « Les Politiques de Luttes contre la Consommation Nocive d'Alcool », la fiscalité française s'attache à la production nationale de vin plutôt qu'a des objectifs de santé publique. Aujourd'hui le vin reste l'alcool le plus consommé en France (AlcooInfoService.fr) et se trouve être beaucoup moins taxé que la bière.
Les droits d'accises, en tant qu'impôt, sont donc soumis au principe d'égalité devant la loi fiscale.
Pour autant, ce principe d'égalité n'apparaît pas lésé. Celui-ci comporte deux branches : d'une part, le principe d'égalité devant la loi fiscale et d'autre part, le principe d'égalité devant les charges publiques, respectivement inscrits dans les articles 6 et 13 de la Déclaration des Droits de l'Homme et du Citoyen du 26 août 1789.
En premier, l'égalité devant la loi fiscale oblige à ce que tous les contribuables appartenant à une même catégorie soient traités de manière identique par les normes fiscales en vigueur. En ce sens, il ne s'agit pas d'imposer le même montant d'impôt, ni même que tous les contribuables soient soumis à un même régime fiscal trop impersonnel. En second, l'égalité devant la charge publique s'apprécie en fonction de la capacité contributive de chacun, c'est-à-dire sans que l'impôt ne soit confiscatoire.
Le principe d'égalité dans la loi fiscale n'interdit nullement à ce que le législateur règle de façon différente des situations différentes, ni à ce qu'il déroge au principe d'égalité pour des raisons d'intérêt général. Au cas présent, on retiendra la circulaire du 18 décembre 2018 qui est un acte administratif se devant de respecter la loi. Il n'y a donc rien d'illégal à ce que l'État préfère catégoriser les fabricants d'alcool tant que ceux-ci sont tous traités d'égal à égal au sein d'une même catégorie. D'autant plus que les droits d'accises ne constituent pas une charge pour l'opérateur car il s'agit d'un impôt indirect assis sur la concentration d'alcool par catégorie de boisson dont seul le consommateur final en supporte le coût.
Si l'on s'attache à considérer le droit d'accise comme un impôt assis sur la quantité de produit plutôt que sur sa valeur et si l'on s'attache aussi à retenir que le droit d'accise remplit aussi un rôle politique en ce qu'il sert au financement de la lutte contre les méfaits de l'alcool, il est quand même surprenant de constater que cette différence se fonde sur le breuvage plutôt que sur la concentration en éthanol.
A cela s'ajoute une matière imposable non négligeable si l'on en croit la production française. Bien que les statistiques soient approximatives, notamment du fait de l'essor des brasseries artisanales, il s'avère tout de même que la production viticole surpasse celle des brasseries. Selon Agreste Infos rapides - Viticulture Novembre 2018 - n° 2018-166, la production viticole est estimée, au 1er novembre 2018, à 46,6 millions d'hectolitres (ceci dit, grâce à des conditions climatiques favorables) tandis que la production de bière est de 21 millions d'hectolitres en 2017 (source : Brasseurs de France).
By De£eticide + VF





2015-2026 - BtoBeer