- Détails
- Catégorie : Conseils et techniques
Pierre Millet est un ancien Brasseur et Ingénieur Brassicole de 84 ans, à la retraite mais toujours très actif notamment au sein du Musée Français de la Brasserie à St Nicolas, que vous avez pu rencontrer lors de nos LABs. Il est l'un des dernières détenteurs de savoir-faire et d'histoires de brasseries des 60 dernières années. Régulièrement Pierre Millet nous fait part de ses réflexions et recherches sur les techniques et problématiques de Brasseries.
Dans le cas des fûts de bières à plongeurs incorporés (PI), le lavage va se faire d’une façon différente de celui des fûts équipés de plongeurs amovibles (PA), comme ils l’étaient dans un passé récent.
En effet, pour ces derniers le plongeur n’est pas en place pendant le lavage, tandis que pour les plongeurs à PI il reste à demeure pendant le lavage, le remplissage, et le tirage chez le cafetier. De plus, traditionnellement lors du lavage des fûts à P A qui sont débondés, le lavage s’effectue sur une machine de transfert qui transporte le récipient de poste en poste spécifique d’une fonction du lavage, alors que pour les fûts à PI, les fonctions différentes du lavage pourront être groupées sur un même poste qui pourra comporter également la partie remplissage, dans le cas de petites installations d’une cadencer de l’ordre de 50 fûts/heure.
Quand les cadences deviennent plus importantes, la séparation des fonctions impliquera des postes spécifiques à chaque fonction de lavage, de soutirage, ou de stérilisation disposées successivement sur une machine en ligne, et le passage d’un poste à l’autre se fera par poussée ou transport du fût par un système à pas de pèlerin, après désolidarisation de la tête de traitement concernée et escamotage d’une butée de positionnement qui est adaptée aux standards du récipient
Aujourd’hui, il existe pour le conditionnement des fûts de brasserie, des machines de lavage remplissage organisées en carrousel.
Pendant le traitement du fût de bière, et entre deux transferts, celui-ci est maintenu plaqué sur la tête de lavage et de soutirage, ce qui permet aux organes respectifs d’être positionnés sur la bonde du fût et le corps du plongeur. Ces organes fonctionnent comme des têtes de débit analogues à celles qu’utilise le cafetier pour débiter le fût au comptoir, mais de dimensions et de mise en service différents. En particulier, le piston creux de mise en service est solidaire d’une commande mécanique ou pneumatique. Une ébauche de tulipe de centrage est toujours présente sur la tête de conditionnement ; elle permet de corriger les petits défauts de dimensions des récipients, et autorise l’embectage même si le positionnement prédéterminé par des taquets de guidage, n’est pas parfait. Le plaquage du fût s’escamote pour permettre le transfert d’un poste de traitement à un autre, pour les machines en lignes. Pour l’organisation en carrousel, les différentes fonctions s’effectuent sur la même tête qui se déplace avec le fût sur une trajectoire circulaire ; les sélections de fluides se réalisent grâce à un jeu de taquets et de cames qui commandent des robinets en relation avec la tête de soutirage, puis de lavage ou de soutirage-lavage ; ces robinets sont alimentés par un joint tournant. Ces carrousels de fûts deviennent vite très volumineux, on attribue alors un carrousel par fonction avec transfert après rotation des fûts d’un carrousel à l’autre en cinématique continue ou sur convoyeurs libres.
Avant de décrire les procédés de lavage des fûts à P I, il convient de mener une réflexion sur les contraintes nouvelles rencontrées par ce conditionnement.
Le temps de passage est très court sur une laveuse de fûts (de 4 à 5 minutes). Si on le compare à celui d’une laveuse de bouteilles, pour laquelle il est voisin de la demi-heure, on verra que dans le cas du fût, la surface à nettoyer est 200 fois plus grande que celle d’une bouteille de 25 cl par exemple. Il est donc très difficile d’obtenir par un traitement aussi rapide, des récipients propres physiquement et bactériologiquement. Cela devient plus grave avec les fûts à P I pour lesquels le simple mirage à l’œil n’est plus possible.
*Aussi pour sécuriser le brasseur, certaines pratiques se sont généralisées, comme celle principalement qui consiste à remplir le fût bouillant après passage de la vapeur pendant près d’une minute en fin de cycle de nettoyage. La bière va perdre pendant ce remplissage quelques dixièmes de grammes de CO2 que le brasseur sait compenser en modifiant son bondonnage en cave de garde. Mais ce qui est un peu plus gênant, c’est que les joints du plongeur vont souffrir de ce traitement thermique violent.
*Une autre pratique sécuritaire va consister à faire subir au fût de bière avant son lavage proprement dit, un trempage de la partie située près de l’anneau de bonde qui est la plus sujette à collecter les dépôts de salissure et bierstein, qui peuvent créer dans l’espace situé entre l’anneau de bonde du fût le corps du plongeur, des sites et micros climats qui protègeront les bactéries et autres microorganismes qui s ‘y trouvent, de l’action détergente et thermique du lavage.
*De plus, pendant le lavage qui est réalisé par une amenée des fluides par le tube plongeur, il est certain qu’avec un débit constant et suffisamment important, les parois externes du plongeur risquent de ne pas être sollicitées par les fluides de nettoyage. A cet effet, on alternera pendant le déroulement du programme de nettoyage, des jets haute pression et des jets basse pression, pour atteindre les parties latérales du fût ou la partie externe du tube plongeur, en réalisant un ruissellement tout du long de ce dernier. Cette alternance permettra en outre, qu’entre deux injections différentes, les surfaces soient débarrassées des films de liquides qui risqueraient d’empêcher l’injection suivante d’être au contact direct du métal des parois concernées. (ce que l’on améliore encore, en pratiquant une aide à la vidange totale du récipient après chaque injection par une chasse avec de l’air comprimé ou de la vapeur)
Une remarque s’impose : Le jet de détergent haute pression qui traverse le tube plongeur se répartit sur le fond du fût avant de ruisseler sur les parois et de réaliser un nettoyage de type ruissellement qui développera un effet vagues nécessaire à l’efficacité du nettoyage.. Mais le fût de bière est toujours lavé bonde en bas et la vitesse d’écoulement des solutions détergentes ou de rinçage sera maximum sur la paroi verticale du fût mais largement diminuée sur le fond ou se trouve l’anneau de bonde, il se forme alors une zone de freinage ou la vitesse d’écoulement est diminuée et donc propice à la sédimentation des particules de salissures détachées de la paroi par le ruissellement. Ces particules ne seront pas entraînées par le flot du lavage. Au bout d’un certain nombre de rotations du fût en clientèle puis au lavage, on observera un dépôt important de salissures plus ou moins incrustantes au niveau de l’anneau de bonde et du corps du plongeur.
Ce constat justifie le trempage du fût pendant son transfert jusqu'à la laveuse (déjà évoqué). Pour cela on introduit, après dépressionnage du fût, une quantité réduite (2 à 3 litres) d’une solution sodée à 7 ou 8% qu’on laisse agir sur la partie du fût portant l’anneau de bonde pendant tout son transfert jusqu'à la laveuse. L’opération d’injection se fait sur un poste à une tête qui aura également pour mission, le dépressionnage, le rinçage éventuel, et la vérification de l’intégrité et de l’étanchéité du système fût-plongeur. Pour être efficace, le temps d’action de cette solution sodée devra être important, et le sera d’autant plus, que le transfert jusqu'à la laveuse est long. (ce traitement n’est valable que pour les fûts en inox , l’aluminium est attaqué par les alcalins). En sortie de laveuse, après l’injection de vapeur, on réserve parfois sur la machine deux ou trois postes fictifs pour maintenir l’action thermique plus longtemps avant le remplissage.
Pour le lavage des fûts à PI, un détergent acide peut être envisagé, et se substituer au lavage alcalin traditionnel qu’il faudra quand même reprendre périodiquement pour éliminer d’éventuels gros dépôts organiques qui auraient pu s’accrocher aux soudures par exemple.
Le lavage acide se justifie, car le fût sale et en retour à la brasserie est un milieu fermé, qui évitera que les parois du récipient se dessèchent, et on observera beaucoup moins de dépôts organiques comme c’était le cas avec les fûts à PA. D’autre part, le lavage acide favorise l’action de la température sur la plupart des microorganismes. Il convient cependant de s’assurer que les matériaux au contact avec le détergent acide sont compatibles avec cette utilisation. En contrepartie, on remarquera que si une contamination du récipient est installée par des germes de la bactériologie de la bière, (lactiques, levures sauvages…) elle sera plus difficile à éliminer, car le retour du fût vide à la brasserie et qui est resté sous pression de gaz carbonique, favorise l’anaérobiose et la prolifération de ce type de contamination dans les zones du fût , prés de l’anneau de bonde , ce qui n’existait pas auparavant avec les fûts à P A. Avec cette constatation, il s’avère qua dans le cas des fûts à P I le détergent à privilégier est un détergent oxydant, dont le principe actif sera l’eau oxygénée, sachant que les germes de contamination en brasserie sont catalase moins et ne savent pas décomposer l’eau oxygénée. Aussi, tout détergent acide ou alcalin associé a une fonction peroxyde oxydante, convient pour cette application.
On constate de plus, que pour les fûts à P I, une part prépondérante est réservée au traitement par de la vapeur. Une vapeur fluente d’abord qui permettra au moins en partie, de chasser l’air du fût avant son remplissage et ensuite une montée en pression avec de la vapeur bien désurchauffée, de façon à ce qu’elle commence tout de suite à condenser, et assure très rapidement la montée en température (au moins 100°C). A cet effet, il est conseillé de prévoir à l’entrée de la vapeur dans la machine de lavage, un désurchauffeur qui peut se réduire à un simple barbotage de la vapeur dans un récipient fermé, plein d’eau.
Si on utilise la vapeur du réseau de l’usine, il faudra veiller à ce que le générateur de vapeur ne prime pas, c'est-à-dire que le fluide thermique n’entraîne pas avec lui des fractions du plan d’eau du générateur ( toujours alcalines) ; il sera toujours plus sécurisant de produire à partir du générateur principal , une vapeur alimentaire à 2 ou 3 bars, spécifique au conditionnement des fûts et produite via un échangeur de température à partir de la vapeur à 10 bars en provenance de ce générateur.
Dans la pratique, pour le lavage des fûts de bière à P I, le déroulement suivant est recommandé : Après que sur un poste spécifique on a réalisé la décompression, le rinçage, et l’injection de soude caustique concentrée (pour les fûts en inox uniquement), et après un parcours plus ou moins long du fût tête en bas , il arrivera à la laveuse ou on effectuera une chasse à l’air, ou à la vapeur pour récupérer la soude concentrée, et le véritable programme de lavage va alors débuter Ce programme alternera un certain nombre d’injections moyenne et basse pression de détergent, puis de rinçage , entre chacune des injections, une pousse à l’air ou à la vapeur sera pratiquée pour vidanger totalement le récipient entre chaque injection. Les derniers rinçages seront éventuellement récupérés pour assurer le ou les premiers rinçages qui eux, seront mis à l’égout. Certaines machines sont équipées de capteur assurant qu’entre chaque injection suivie d’une poussée, on vérifie que le fût est bien vide.

Ecoulement par ruissellement dans un Fût a PI - Zone de sédimentation des salissures ptés de la bonde

Schématisation des écoulements des solutions injectées dans un fut à PI et Principe de la désurchauffe par barbotage de la vapeur

Schéma de principe d’un poste de lavage de fûts à Plongeur incorporé ( non suivi du remplissage)
D - bac de détergent, EC – bac a eau chaude, H- hydrophore, N – Contacteur de niveau, T- Thermostat
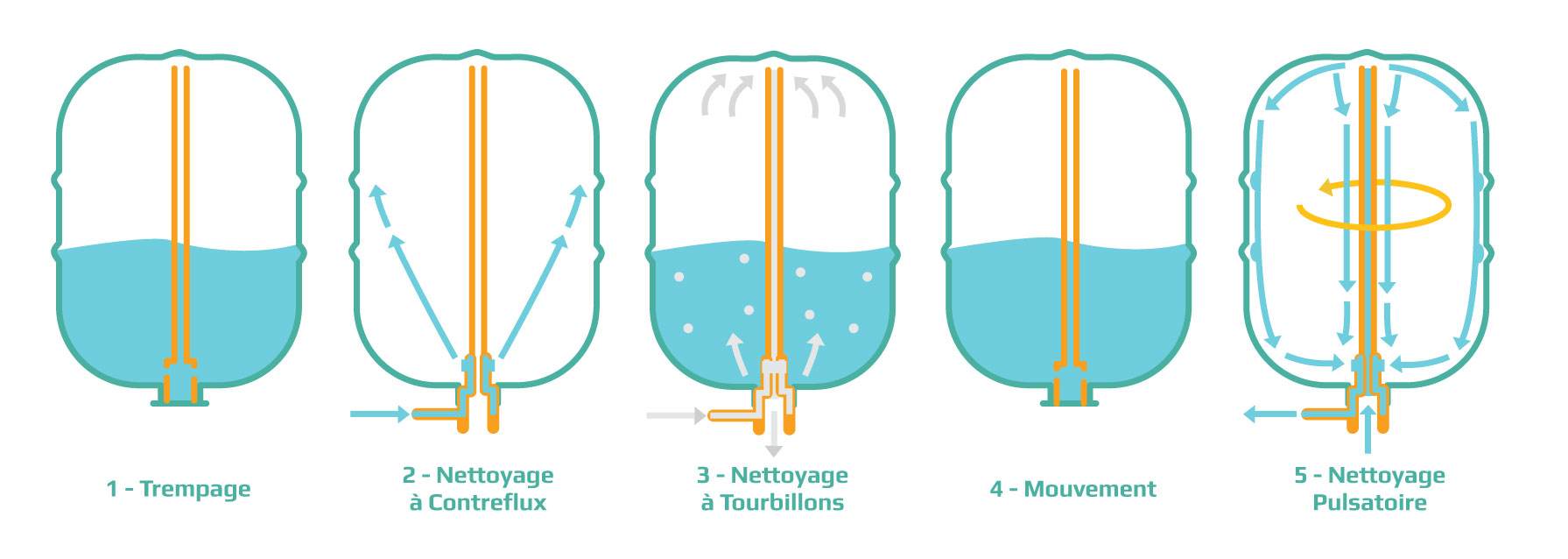
Dans la pratique, on note 5 procédés de nettoyage des fûts ( document K H S)
1) Le trempage
2) Le contreflux : La solution de nettoyage pénètre dans le fut par l’orifice gaz du plongeur
3) Le nettoyage à tourbillon : une fois partiellement rempli de détergent de l’air est envoyé par le circuit gaz du plongeur pour provoquer un tourbillon
4) Le mouvement rotatif d’un fût partiellement rempli
5) L’aspersion du fût. Avec mise en œuvre d’un procédé pulsatoire pour rinçage externe du plongeur
Ces procédés sont fréquemment combinés et utilisés avec jusqu'à trois liquides de nettoyages. La durée de nettoyage prescrite varie fortement, par exemple en cas d’utilisation de liquides de nettoyage entre 15 et 390 secondes et une durée supplémentaire de trempage de 1 à 10 minutes ( K H S )
Le procédé pulsatoire consiste lors de l’injection sous pression dans le fût, d’alterner des périodes de hautes pression qui envoie la solution sur le fond et les parois verticales du fût et des périodes basse pression qui font ruisseler la solution sur le plongeur.
Schéma suivant : les différentes techniques d’apport du détergent dans le fut pendant son lavage:
Outre l’étanchéité du fût par contrôle de la pression résiduelle avant son lavage, sur le fut en retour , il convient de procéder à d’autres vérifications comme la perpendicularité du plongeur par rapport au fond du fut et l’intégrité des galerie
Le contrôle de l’efficacité du lavage des fûts à P I est difficile, le simple contrôle par mirage n’est plus possible. Une étude faite par un stagiaire dans une grande brasserie française avec l’utilisation d’un fût témoins à hublots a montré que plus de la moitié des fûts étaient mal lavés, ce qui justifie encore le fait qu’ils soient soutirés bouillants presque dans toutes les brasseries.
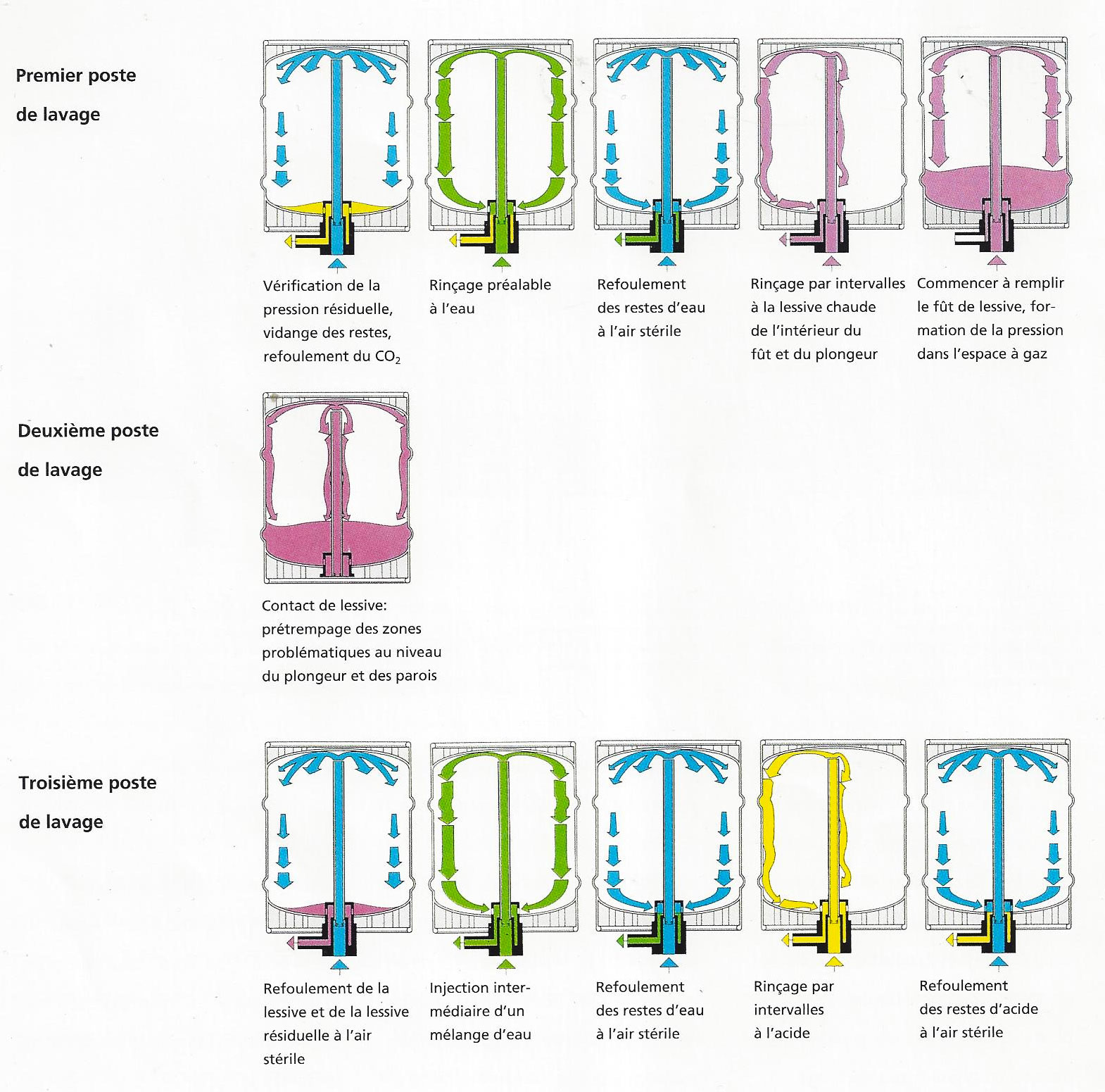
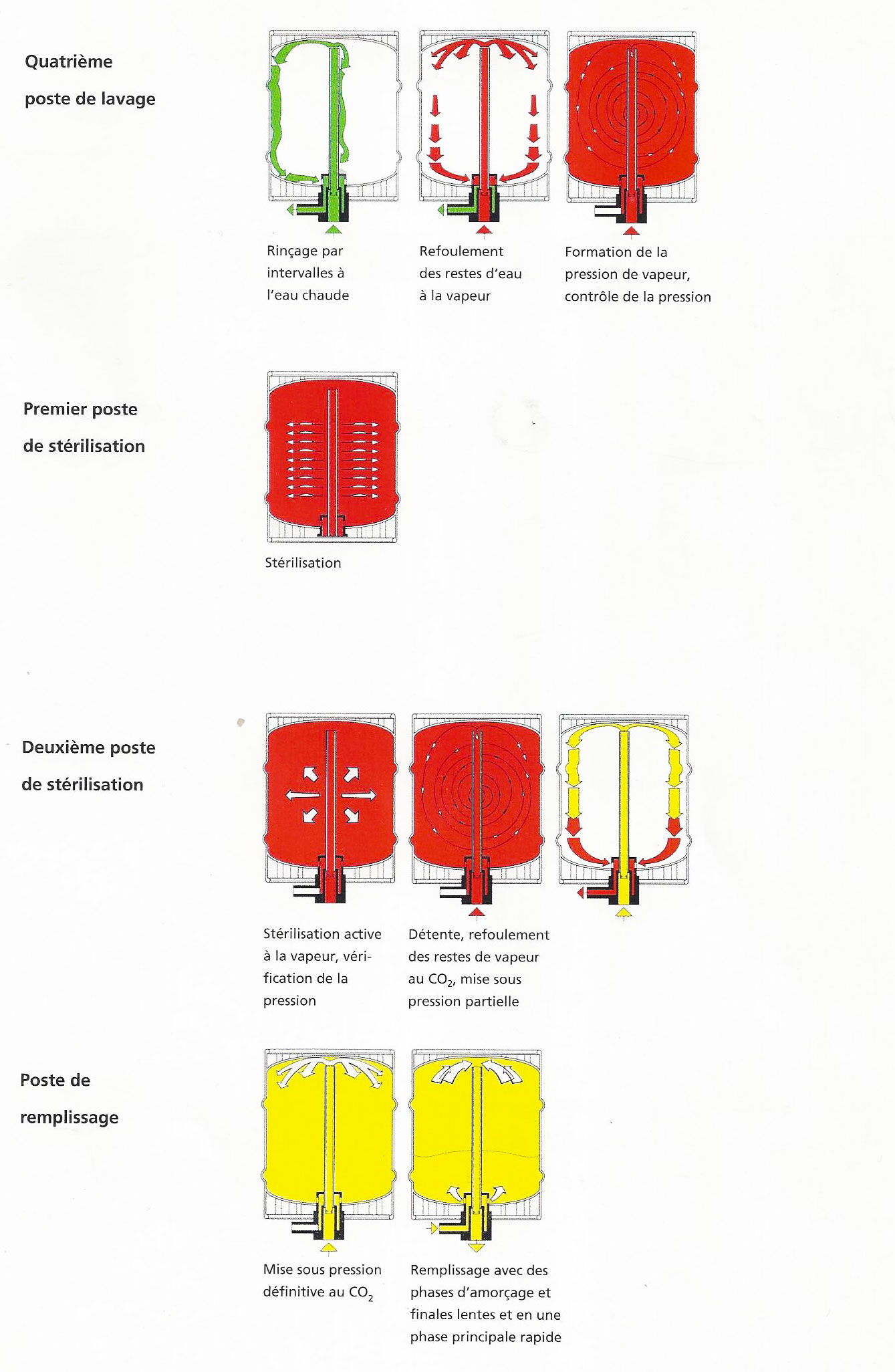
La série de schémas suivants illustre les séquences de lavage, stérilisation et soutirage de la laveuse de fûts à plongeur incorporé Innokeg Sénator de KHS. Il s’agit là d’un procédé extrêmement drastique de lavage de fûts à P I, mais qui se justifie pleinement.
"N'hésitez pas à laisser un commentaire et à échanger avec moi"
Pierre Millet

- Détails
- Catégorie : Conseils et techniques
A- Définition de l'Hygiène
Au sens général, l’hygiène est l’ensemble des règles et des pratiques relatives à la conservation de la santé, de la propreté, et de la salubrité.
Au sens alimentaire, une définition en est donnée par le Codex alimentarus 1868 «Toutes dispositions ou mesures qui sont nécessaires lors de la fabrication, du traitement, du stockage et de la distribution d’un produit, afin de garantir un produit frais, sain, digeste et qui satisfasse au goût du consommateur»
NETTOYAGE ET DESINFECTION PAR VOIE HUMIDE - La condition nécessaire pour que les traitements successifs de stabilisation et/ou de pasteurisation qu’aura à subir la bière soient efficaces va dépendre de l’état de propreté que présenteront le matériel et le produit avant ces opérations . Pour cela un seul moyen, Il faudra conditionner un produit sain élaboré à travers des conditions d’hygiène parfaites.
Le nettoyage ( élimination de toute souiollure physique) et la désinfection (éliminations des bactéries et contaminants biologiques) des équipements et des locaux apparaissent alors comme des fonctions essentielles au moins aussi importantes que la fabrication et le conditionnement
Le nettoyage et la désinfection par voie humide sera concerné par 4 facteurs que sont :
- Le niveau de contamination initial
- La concentration des solutions détergentes utilisées
- La température d’application.
- La durée du traitement.
La chronologie du déroulement du nettoyage et de la désinfection par voie humide est le suivant :
- Pré-rinçage : Elimination des souillures n’adhérant pas aux parois des installations
- Nettoyage : Elimination des souillures adhérant aux parois.- Utilisation d’un détergent
- Rinçage : Elimination du détergent
- Désinfection : Destruction des micro-organismes résiduels.- Utilisation d’un désinfectant
- Rinçage : du désinfectant
Les différentes séquences seront inscrites dans des temps prédéfinis et figés.
Remarque : Actuellement une recherche se fait, qui permettra de définir du point de vue physico-chimique l’état de propreté et qui permettra de réaliser un capteur qui donnera le signal de l’arrêt du nettoyage et de la désinfection quand il ne sera plus utile de nettoyer encore. Les différentes techniques testées aujourd’hui (dont L’ATP-métrie, la néphélométrie , la mesure de la DCO ) ne sont pas totalement satisfaisantes pour pouvoir être généralisées en toute sécurité.
B- Surfaces et matériels a nettoyer en brasserie et caractéristiques des salissures rencontrées :
B1 -Rappel : L’EBC dans sa monographie XXI de Mars 1994. a identifié les parties de matériel offrant une difficulté particulière à leur nettoyabilité.
Il a été dressé des liste, bien sur non limitatives des matériels et accessoires réputées difficilement nettoyable. Que l’on rencontre fréquemment dans le domaine de l’agroalimentaire. Dans l’ordre d’importance croissante de difficulté on cite :
- Les coudes de tuyauterie à fort rayon de courbure.
- Les angles vifs, les arêtes, les coins de surface.
- Les piquages pour appareils de mesure et contrôle.
- Les surfaces rugueuses.
- Les raccords à doubles joints et zones mortes.
- Les passages d’axes ou d’arbre en mouvement
- Les joints de contact de piston (axe de piston)
B2- Etat de surface
En inox, en acier revêtu ou vitrifié, en aluminium en verre l’état de surface des parois du matériels peuvent présenter des aspérités et des fissures des rugosités qui seront autant de possibilité d’accrochage des salissure que l’utilisation a la longue va accentuer
L’état de surface initial des parois et des soudures concerne surtout aujourd’hui les aciers inoxydables.. Indépendamment des règles de leur montage et assemblage qui vont caractériser leur alimentarité vue sous l’aspect de la nettoyabilité. Cet état de surface se définit en évaluant la rugosité des surfaces. Cette rugosité traduit les aspérités de surface. En règle générales sur des cuves de stockage de produits alimentaires, il est demandé d’avoir des Ra (chiffre qui traduit la rugosité selon DIN 4768 ) compris entre 0,8 et 1,0mm ( 1 à 1,5 ) pour certains constructeurs , et des Ra compris entre 0,6 et 0,8 sur soudure.
Le polissage électrolytique permet d’obtenir un très bel aspect (poli miroir)
Pour la réalisation des soudures le métal d’apport doit être quasi semblable au métal de base avec les particularités suivantes :
- Les teneurs limites en carbone sont plus basses
- Les teneurs en manganèse sont plus élevées
- Les teneurs en Chrome sont plus élevées
Ces valeurs de rugosité sont facilement obtenues sur des tôles laminées à froid , d’épaisseur inférieures ou égale à 6,5 mm à l’état brut ou laminées à chaud après meulage à la bande abrasive grain 220
Dans tous les cas il faudra procéder à l’élimination des traces d’oxydation qui ont pu apparaître sur le métal de base et sur le métal fondu de la soudure, pour ce faire, il faudra décaper la surface en utilisant :
- soit des pâtes décapantes acides appliquées au pinceau ou à la brosse et éliminées après action par rinçageà l’eau.
- Soit un bain de décapage alcalin, suivi après rinçage à l’eau, d’une immersion dans un bain d’acide sulfurique chaud, puis à nouveau rinçage à l’eau.
- Soit des bains fluo- nitriques, avec élimination par rinçage à l’eau.
Il est généralement préférable de passiver le métal décapé afin de lui conférer immédiatement sa meilleure résistance à la corrosion sans attendre sa passivation naturelle, la passivation se terminera par un rinçage à l’eau Cette passivation se pratique en utilisant des pâtes passivantes ou des bains d’acide nitrique froids ou chauds.
B3- Les salissures
Bières, moût, levures , moisissures, tartre, restes de bière, de moût de détergents et de désinfectant dus a un mauvais rinçage, sont des salissures et contaminants potentiels
Plus schématiquement on retiendra que les salissures concernant la brasserie seront de deux natures différentes
- les matières organiques qui sont de loin les plus abondantes
- les matières minérales qui ne se déposent qu’a la longue et qui sont constituées pour la plus part d’oxalates de calcium ou bierstein littéralement « pierre de bière » en allemand
Les Mo seront rapidement éliminées par un détergent alcalin additionné ou non d’un agent tensio actif
Les matières organiques le seront parfois assez difficilement par un agent acide fort.
Dans le domaine de la chimie des eaux usées La charge en matière organique est définie et dosée sous trois aspects qui sont la DBO, La DCO, le COT aux quels on ajoute d’autres mesures comme celle du phosphate
DBO / DCO : Deux mesures d’évaluation de la charge en matières organiques de solutions ou de rejets liquides
La DCO se mesure en oxydant, à l'aide d'un oxydant puissant (bichromate de potassium), à chaud et en milieu acide, toutes les matières organiques présentes dans l'échantillon. La DBO se mesure en laissant respirer les matières organiques biodégradables par une population bactérienne aérobie,pendant 5 jours .
La DBO5 est la masse d'oxygène moléculaire (exprimée en mg) utilisé par les microorganismes pour dégrader en cinq jours à 20°C et à l'obscurité les matières oxydables contenues dans un litre d'eau. Elle varie considérablement selon l'origine de l'eau..
La détermination de la DCO comprend deux étapes :
ETAPE 1 : oxydation chimique de la matière organique réductrice contenue dans l’eau, par un excès de dichromate de potassium. (K2Cr2O7). Cette oxydation se réalise en milieu sulfurique (H2SO4), en présence de sulfate d’argent (Ag2SO4) et de sulfate de mercure (HgSO4), à ébullition à reflux pendant 1h30 dans un ballon muni d’un réfrigérant.
ETAPE 2 : après refroidissement, dosage de l’excès de dichromate de potassium par le sel de Mohr.
Le COT : Carbone organique total est une mesure de la teneur en carbone des matières organiques dissoutes et non dissoutes, présentes dans l'eau. Il ne donne pas d'indication sur la nature de la substance organique.
BIERSTEIN – pour mémoire Dépôt apparaissant sur la paroi des cuves (ou du matériel) après fermentation. Il est composé principalement d’oxalate de calcium et de tannins. Ce dépôt s’élimine difficilement et nécessite une action mécanique et/ou un traitement acide. Il est de nature microporeuse et peut être source de contamination microbiologique.
RONDS DE SEL – Salissure sous forme de dépôts circulaires qui apparaissent sur les récipients en verre qui auront contenu de l’eau chargée en sels minéraux , après que celle ci se soit partiellement ou totalement évaporée lors d’un stockages des récipient sans bouchage avant leur traitement en laveuse . Ces ronds de sel ne pourront pas être éliminés par un traitement alcalin. Un traitement acide sera nécessaire. L’acide le plus efficace est l’acide nitrique, mais il sera proscrit du traitement en laveuses industrielles, à cause des rejets de nitrates qu’il occasionne dans le milieu. On lui substitue l’acide phosphorique ou l’acide sulfurique. Le traitement des ronds de sel est peu présent lors du lavage des bouteilles de bière, celles qui en contiendraient seront éliminées au mirage avant remplissage et traitées à part, par contre il prend toute son importance lors du conditionnement des eaux minérales, ou sont mis en service des laveuses spéciales qui incluent un traitement acide.
BIOFILM ET PILIS pour mémoire,- Les micro-organismes peuvent coloniser toutes les surfaces d’un matériel, des lors qu’ils sont en présence d’eau et de quelques éléments nutritifs. Ils forment alors des biofilms qu’il est difficile d’éliminer, a cause de leur fort pouvoir d’adhérence et leur résistance aux produits de nettoyage et de désinfection. Certains micro-organismes sont capables de développer des « pilis » (structure protéique codée par des plasmides) ou de sécréter des polymères de type capsulaire, qui forment un complexe associant souillure, support et micro-organisme. Si l’on agit directement avec un désinfectant on risque de se heurter à ce biofilm. Le meilleur moyen d’éliminer les biofilms est d’utiliser un effet mécanique pendant le nettoyage : NEP, brossage
.
C- Les agents chimiques du nettoyage et de la désinfection du matériel
C1- Définition : tension superficielle d’un liquide
Energie à fournir par unité de surface pour vaincre les forces qui maintiennent en contact deux parties d’un liquide.
Une autre approche pour définir la tension superficielle d’un liquide apparaît lorsque l’on constate l’aspect d’une goutte d’eau sur une surface de paraffine, ou celui d’une goutte d’huile sur une surface de verre. La forme sphérique des gouttes s’explique par le fait que les molécules du produit exercent entre elles une force qui a tendance à ramener les molécules vers le centre de la goutte, c’est la tension superficielle. Cette tension tends à rendre minimum la surface de la goutte, plus elle est élevée plus la goutte garde une forme sphérique. quand elle décroît la goutte s’étale.
Cette notion de tension superficielle est très importante pour le nettoyage et la désinfection.
Un procédé très simple permet d’évaluer la tension superficielle d’un détergent, pour cela on prend un tube étiré à une extrémité que l’on remplit avec de l’eau à 200C et on laisse s’écouler le liquide, en comptant le nombre de gouttes obtenues. Puis on refait la manipulation avec la même quantité de détergent à la même température. Le rapport du nombre de gouttes obtenu dans les deux cas est le même que celui des tensions superficielles des deux liquides. Sachant que la tension superficielle de l’eau pure est 72,8 mJ/m² on en déduit la tension superficielle du détergent.
Pour mémoire, la tension superficielle de la bière est de + ou - 45mJ/m²
Représentation de la pénétration de l’eau (A), de la bière (B) et des détergents et antiseptiques tensioactifs (C) dans les fissures du matériel en fonction. On voit par ce shema que le rinçage total d’un tensio actif d’une fissure est théoriquement impossible

Remarque : Cette contrainte limitant la possibilité de rinçage va également s’appliquer aux arômes et odeurs, certains matériaux , même les plus nobles peuvent présenter une rétention d’odeur qui disparaît au bout d’un certain temps de circulation de solutions des nettoyage , pour réapparaître après une remise en service . Aussi dans le cas particulier du rinçage du matériel après nettoyage , il est recommandé de pratiquer un rinçage discontinu . Ainsi lorsdu rinçage des soutireuses il serait judicieux de prévoir sur la conduite d’eau d’alimentation une vanne automatique solidaire d’une minuterie qui envoie de l’eau qui remplit l’appareil , purges diverses ouvertes , puis arêt de l’alimentation en eau et égouttage et cela avec une fréquence à déterminer ( par exemple ouverture de la vanne 5 minutes , fermeture 1 heure , sur un total de temps de rinçage de 10 heures).
C2- Tensio-actifs
Corps solubles qui ajoutés en faible quantité à de l’eau ou a une solution de détergent abaissent sa tension superficielle (généralement 4% du poids de soude) La tension superficielle de l’eau pure est de 72,8 mJ /m², l’ajout d’un tensio actif peut l’amener aux alentour de 30, 35 mj /m² ce qui améliore le pouvoir de détergence en facilitant l’introduction du détergent entre la parois souillée et la souillure, on parle aussi de Mouillant par analogie avec une goutte d’eau sur une surface paraffinée qui ne s’étale pas, reste sphérique et ne mouille pas ,et l’étalement qui s’observe dès que l’on introduit un tensio actif, il y a mouillage. A noter que plus une solution détergente a une faible tension superficielle plus elle pénétrera dans les moindres fissures les plus inaccessibles, par contre le rinçage à l’eau obligatoire après l’action du détergent ne pouvant pas pénétrer autant sera (tension superficielle plus élevée) moins efficace et incomplet, d’ou l’intérêt de rincer avec de l’eau chaude qui a une tension superficielle inférieure à l’eau froide.
La concentration en tensioactif d’un détergent est un paramètre important dans le mécanisme de la détersion. Elle doit être suffisante pour diminuer au maximum la tension superficielle de la solution, elle ne doit pas être excessive sinon le produit est perdu, en effet lorsque une couche moléculaire de tensioactif aura entourée une salissure l’excédent n’aura aucune action, les tensioactifs vont alors s’agglomérer entre eux pour former des micelles. La concentration maximale sans qu’il y ai formation de micelles est appelée : CMC = Concentration micellaire critique
Les principaux tensio-actifs sont :
- Les agents anioniques
- Les acides carboxyliques (sels de sodium) sels d’acides gras naturels ou savon .Ils sont intéressants mais sensibles a la dureté de l’eau
- Les esters sulfuriques ou alcoyl sulfates (sels de sodium) Ils représentent les plus commercialisés des tensio-actifs, ces produits sont stables à l’hydrolyse et non sensible a la dureté de l’eau.
- On citera encore les acides alcoylaryl sulfoniques, peu coûteux avec une assez bonne efficacité
- Les agents cationiques dont les plus représentatifs sont l’ammonium quaternaire
- Les agents non ioniques, dont les plus représentatifs sont les condensats d’oxyde d’éthylène, ces composés sont pratiquement insensibles à la dureté de l’eau, parfaitement stables à l’hydrolyse et peuvent être utilisés aussi bien en milieu acide que alcalin
- Les agents ampholytes non utilisés en milieu alimentaire.
Signalons que le sulfate de Sodium employé en très petite quantité peut être utilisé pour réduire la tension superficielle des détergents.
Dispersants ou anti - redéposition : agent chimique intervenant dans le mécanisme du nettoyage des surfaces et qui empêchent les salissures séparées des surfaces de se redéposer et de se maintenir en suspension. Dans le domaine des boissons on utilise le plus souvent les tripolyphosphates et le carboxyméthyl cellulose.
Remarque : Associé a un détergent , un tensio actif représentera quelques 4% en poids de ce détergent
C3- Détergents ou détersifs
Se dit d’un produit permettant d’éliminer d’un milieu solide les salissures qui y adhèrent par leur mise en suspension ou en solution. Composé chimique à réaction alcaline ou acide présentant un pouvoir mouillant utilisé dans le domaine du nettoyage. Les détergents acides ont la propriété de pouvoir laver des récipients ayant contenu du CO2 sans avoir besoin d’éliminer ce gaz avant lavage. Un détergent acide sera apte à éliminer les salissures de nature minérale, tandis qu’un détergent alcalin sera performant vis à vis des salissures de nature organique
Mais la panoplie des détergents présents sur le marché n’est pas limitée aux seuls détergents acides ou alcalin on rencontrera également : des détergents oxydants, des détergents enzymatiques, des produits composés réalisant le nettoyage et la désinfection.
C4- Les différents types de détergent
Un détergent est un produit qui en solution et à une concentration convenable participe à l’élimination des salissures présentes sur une surface sans toutefois prétendre stériliser cette surface. On classe les détergents suivant leurs caractéristiques chimiques. On rencontre différents types de détergents ayant des caractéristiques chimiques différentes et des modes d’action spécifiques.. On distinguera ainsi :
Les détergents alcalins : Ils vont éliminer les salissures d’origine organique et doivent être associés à des tensioactifs
La soude caustique : NaOH : C’est le principal composant des détergents alcalins forts, en solution à 1% la soude a un pH de 13, c’est un composé instable qui forme des carbonates avec le CO2 de l’air, il a le désavantage de précipiter les sels de la dureté de l’eau ( c’est a dire les sels de calcium et de magnésium).
Remarque 1 : On appelle séquestrant Substances qui fixent les ions du type Calcium et magnésium responsables de la dureté de l’eau sous forme de sels complexe et empêchent de précipiter leur carbonates sous forme de tartre. L’EDTA, les polyphosphates et les gluconates sont des séquestrants. Quand un ion est séquestré, il perd la possibilité de réagir avec d’autres substances
Remarque 2 : L’E D T A– éthylène – diamine – tétra acétate : c’est un séquestrant de la dureté de l’eau d’origine organique. Au laboratoire l’EDTA est utilisé pour titrer la dureté de l’eau . La durté de l’eau est essentiellement constituée par les sels de calcium et de magnésium.
De plus, la soude possède un pouvoir mouillant très faible et présente des difficulté au rinçage. La soude attaque fortement l’aluminium, utilisée dans une laveuse qui traite des bouteilles ayant été étiquetées avec des étiquettes en aluminium ou un surbouchage dans cette matière, l’aluminium dans le bain de soude va donner un aluminate de soude NaAlO2 qui est soluble si la concentration en soude est suffisante sinon si la température et la concentration sont insuffisant, il y a dans un premier temps formation d’hydroxyde d’aluminium, puis d’alumine insoluble (Al2O3) Cet alumine va alors se déposer sur les paniers de la laveuse et procéder à une véritable vitrification des surfaces les rendant lourdes et non nettoyables En plus de cela la réaction de l’aluminium avec la soude provoque un dégagement d’hydrogène qui peut provoquer des accidents (cela s’est déjà produit). Des précautions sont à prendre dans le traitement des bains qui ne doivent jamais être laissé en sous concentration et de traiter les bains en les décantant et en accélérant cette décantation par un traitement avec un floculant qui sera du silicate de soude par exemple. C’est un travail qui peut être fait en continu ou en discontinu.
- La potasse caustique : KOH : Composé pratiquement identique à la soude mais très coûteux
- Le carbonate de soude : Na2CO3 : moins agressif que la soude, sa solution à 1% a un pH de 11,4
- Les silicates de sodium : Ils se définissent par un rapport SiO2/ Na2O = q, Les silicates liquides ont un q de 1,6 à 3,3 et leur détergence est d’autant plus forte que q atteint 2. Ils ont un pouvoir inhibiteur qui croit avec q, ils risquent d’attaquer le verre et de former un tartre sur les surfaces nettoyées.
- Les phosphates, les principaux sont :
- le phosphate disodique HNa2PO4, pH à 1% = 8,8
- le phosphate trisodique Na3PO4, pH à 1% = 12
Ils ont un excellent pouvoir émulsifiant et dispersant leur bonne propriété détergente et complexante sont malheureusement contrebalancées par leur hydrolyse à chaud qui les transforme en orthophosphate
Les détergents acides : Ce sont des produits à base d’acide et de tensioactifs. Ils permettent d’éliminer des souillures plus ou moins minérales. Ils sont surtout utilisés lorsqu’on fait un nettoyage en double phase ou en phase unique quand la souillure à éliminer est très fortement minérale. Leur mode d’action : éliminer les dépôts minéraux par désincrustation, désoxydation et détartrage.
Composés utilisés :
- Acide nitrique : HNO3, C’est le plus utilisé, occasionnant peu de risques de corrosion des aciers inoxydables sur lesquels il renouvelle la couche passivante, Il attaque le cuivre et est corrosif à haute température.
- Acide phosphorique : H3PO4, Pas de risque de corrosion des aciers inoxydables, c’est un des meilleurs détergents acides. Il ne détruit pas les tensioactifs, mais en nécessite des concentrations élevées.
- Acide chlorhydrique : HCL, Il est déconseillé sur les aciers inoxydables. Toutefois il peut être utilisé à froid associé à un inhibiteur de corrosion. Sa manipulation est dangereuse et il détruit les tensioactifs.
- Acide sulfurique : H2SO4, Il y a un risque de corrosion des inox, Intermédiaire entre HCL et PO4H3 C’est un nettoyant médiocre mais possède l’avantage de ne pas dégager de vapeur.
Les préparations des détergents acides du commerce contiennent des agents permettant d’améliorer l’efficacité des produits de base et d’étendre leur application aux matériaux sensibles à la corrosion acide.
Les détergents oxydants : On les considère comme des nettoyants sanitants car ils permettent la désinfection simultanée des surfaces. En milieu alcalin on utilise des produits chlorés, en milieu acide des produits iodés ou H2O2, Ils sont très efficaces pour détruire et éliminer la matière organique mais ne respectent pas beaucoup les tensioactifs.
Dans le cas particulièrement difficile du nettoyage des fûts de brasserie du type Bakelor fabriqué à partir de lattes fines de bois compressé et enduits de résines dont La brasserie de l’Espérance en Alsace possédait un grand parc. Ces fûts quand ils sont suffisamment vieux, se fissurent intérieurement et deviennent poreux et difficilement nettoyables. Les services de la brasserie avaient mis au point une formule d’un détergent alcalin et oxydant assez efficace, dont la formule est la suivante :
Tripoliphosphate 1% -
Perborate de soude 0,5 % -
Métasilicate de soude 0,25 % -
Sulfate de soude 0,25 %. (fonction mouillant)
Le mélange est utilisé en solution à 2% à une température de 55 – 60° C.
Pour éviter la décomposition thermique du perborate, on ajoute en permanence dans le bain de détergent de l’eau oxygénée H2O2 en goutte à goutte qui déplace l’équilibre de la décomposition du perborate vers sa formation suivant l’a réaction d’équilibre suivante : :Perborate <-----> borate + soude + H2O2
D’autre part, rappelons que les germes de contamination spécifique a la bière sont catalase moins , c'est-à-dire qu’ils ne savent pas détruire l’eau oxygénée et donc les antiseptiques oxydants sont a privilégier dans le cas du lavage des fûts a P I en retour de clientèle .
Tripoliphosphate 1% -
Perborate de soude 0,5 % -
Métasilicate de soude 0,25 % -
Sulfate de soude 0,25 %. (fonction mouillant)
Le mélange est utilisé en solution à 2% à une température de 55 – 60° C.
Pour éviter la décomposition thermique du perborate, on ajoute en permanence dans le bain de détergent de l’eau oxygénée H2O2 en goutte à goutte qui déplace l’équilibre de la décomposition du perborate vers sa formation suivant l’a réaction d’équilibre suivante : :Perborate <-----> borate + soude + H2O2
Les nettoyants Enzymatiques : Ils se composent d’enzymes protéolytiques, lipolytiques, ou pectinolytiques. Il se pose avec ces composés des problèmes de pH et de température. Ils ne sont pas utilisés dans le cas du lavage des récipients mais le sont dans le cas du nettoyage des membranes de micro ou ultrafiltration
Les produits composés : ils apportent à la fois une fonction nettoyage et une fonction désinfectante
On notera : les alcalins chlorés (les plus utilisés et les plus efficaces) les alcalins oxydants (perborates) les acides oxydants (peroxydes) ces deux derniers sont intéressants contre les microorganismes de la bactériologie acide et notamment les bactéries lactiques qui sont catalase moins, c’est à dire qu’ils ne possèdent pas de catalase qui est une enzyme permettant la décomposition de l’eau oxygénée H202 en H20 et 02.
Remarque : Les détergents, particulièrement les alcalins sont utilisés a une concentration en solution de 0,5 à 3% maximum , surtout lorsqu’il s’agira de laver des bouteilles. Au-delà il y aura un risque de saponification avec les matières grasses composant certaines salissures et la formation de dépôts blanchâtres sur les récipients lavés. Une exception sera faite quand il s’agira de faire subir un prés trempage alcalins aux fûts à P. I en retour de clientèle en vue de nettoyer energiquement la tête de plongeur et son logement qui présentent le maximum de salissures potentielles . Dans ce cas on injectera après dégazage du fut et son rinçage une solution a 7% d’un détergent alcalin qui restera dans le fût durant son transfert jusqu'à la laveuse proprement dite ou la solution sera éliminée ou récupérée avant que soit démarré le traitement du fût ( lavage , stérilisation a la vapeur puis remplissage )
D- Les désinfectants et la désinfection .
Le terme désinfectant est utilisé pour nommer une substance à propriété antiseptique utilisée pour réaliser la destruction des micro-organismes d’un lieu, d’un objet, d’une surface. Les désinfectants mettent en œuvre une stérilisation chimique, sans que ce soit une règle absolue car l’eau chaude ou la vapeur d’eau même à faible pression (quelques 100 g) sont d’excellents désinfectants. La stérilisation par voie chimique avec utilisation d’un désinfectant ou antiseptique est réservée surtout aux parois internes des récipients ne supportant pas de traitement thermique, et cela concerne principalement les corps creux en plastique et les parois et les ambiances de salles propres, ces dernières nécessitant la mise en œuvre d’un générateur d’aérosols. Les agents chimiques les plus utilisés sont les oxydants qui possèdent un large spectre de destruction de micro-organismes et sont à la fois sporicides, fongicides et virucides. On utilise le plus souvent une solution d’eau oxygénée (H2O2 = peroxyde d’hydrogène) en nébulisation ou un mélange acide
peracétique + eau oxygénée, ce mélange appliqué a une concentration de 2,5 à 3,5% en masse par volume est plus stable que l’eau oxygénée pure et a un effet microbicide plus important surtout aux températures basses. L’activité microbicide est due à une oxydation, non spécifique des structures protéiniques et enzymatiques de la cellule. Peuvent être utilisés également le dioxyde de chlore, sauf sur les matériaux en inox et en polycarbonate. Le formaldéhyde longtemps utilisé est évité depuis qu’on lui reconnaît une possibilité carcinogène. L’ozone et H2O2 peuvent être utilisés en mélange avec de la vapeur d’eau. Plus récemment le CTCPA (centre technique de la conservation des produits agricole) a mis au point une décontamination par un mélange de vapeur et de CO²2.
D1 -Désinfection
Opération au résultat momentané, qui permet d’éliminer ou de détruire les micro-organismes et / ou d’inactiver les virus indésirables portés par des milieux inertes en fonction des objectifs fixés. (AFNOR 1981).
D2- Désinfectants physiques autres que thermiques ou chimique :
L’air ionisé, la lumière pulsée, les UV - C ont été largement utilisé en décontamination de partie ou totalité de récipients ( goulots , bouchons , capsules …), Un traitement par Plasma pour la décontamination et la désodorisation des récipients vides avant remplissage et des parties supérieures des récipients ainsi que la partie interne du bouchon qui sera au contact du produit juste avant le bouchage ont été décrits Par KETTNER avant que cette société ne se sépare de son secteur remplissage de liquides alimentaire. D’autres techniques ont été mises au point pour assuter la décontamination et la désinfection de bouchons par de la lumière pulsée
Notons également que dans le domaine du soutirage aseptique (qui dans les conditions de son application stricte ne concerne pas directement le conditionnement de la bière) , la stérilisation de l’intérieur des récipient avant son remplissage peut être réalisée a partir d’une technologie de faisceaux d’électrons compact ; dans ce procédé proposé par l’américain Advanced Electron Beams ( A E B ) les bouteilles sont stérilisées à haute vitesse et ne nécessitent pas d’être rincées , le traitement s’effectue a température ambiante
Remarque : Le remplissage aseptique exige que pendant le remplissage du récipient il n’y ai pas de contact entre l’organe de remplissage et le récipient, ce qui n’autorise que le remplissage volumétrique ou pondéral et exclut le remplissage à niveau et donc le soutirage isobarométrique. Des constructeurs de matériel de conditionnement ( K H S et KRONES ont mis au points des systèmes permettant d’approcher le principe de l’aseptique avec un soutirage isobarométrique )
E- Les procédés physiques mis en œuvres pendant le nettoyage et la désinfection :
La température joue un rôle important dans le nettoyage et la désinfection du matértiel , c’est un agent physique incontournable associé ou non a l’action chimique Comme admis en chimie, une réaction chimique simple, double de vitesse pour chaque augmentation de température de 10°C.. L’action thermique peut être amenée par un chauffage traditionnel , mais on lui préfèrera toujours quand cela est possible l’utilisation de la vapeur saturée seule capable en de refroidissant , par un changement d’état , de libérer une quantité d’energie importante autre que sa chaleur sensible.
Par ailleur, Le procédé physique le plus élémentaire sera le brossage, c’est le procédé qui était le plus utilisé pour le nettoyage de la cuverie de brasserie avant que ne soient généralisé dans l’industrie alimentaire les CIP (cleaning in place) ou NEP( nettoyages en place) . Le brossage impliquait que un agent techniques pénètre dans le tanck ou la cuve muni d’un balai brosse, d’un seau de détergent et et d’un piston d’eau. L’opération était souvent assez dangereuse quand il fallait pénétrer dans un tank fermé de fermentation mal ventilé. Le personnel a cet effet était muni d’une bougie allumée qui lui permettait de contrôler l’absence de CO2 .
Aujourd’hui les moyens physiques dont on dispose pour pratiquer le nettoyage sont :
a) le Trempage très utilisé lors du lavage des récipients en machine
b) L’Injection c'est-à-dire l’envoie d’un jet sous pression ( 2 à 3 bar) sur une parois , elle se pratiques avec comme outil des injecteurs rotatifs qui distribuent le jet toujours vers une partie de surface différente , cela permet au jet de ne jamais rencontrer un film important de liquide car c’est la parois que l’on veut atteindre
c) Le Ruissellement . Il est pratiqué avec des boules de nettoyage qui dispersent une nappe sur les parois. Dans ce cas il convient de développer ce que l’on nomme l’effet vague notamment sur les parois verticales ou inclinées.
Une représentation de l’effet vague peut être donnée en observant une pluie abondante sur une route en pente, on voit l’eau se déplacer en vaguelettes. Ces vagues ont nécessité une certaine énergie pour être formées( frottement , cinétique d’écoulement…) qu’elles vont restituer pour arracher les salissure.
Injection et ruissellement impliquent qu’il n’y ai jamais d’accumulation de liquide sur la parois a traiter pendant le processus , il faudra pour ce faire pratiquer pendant l’opération des arrêts fréquents d’apport de solution pour pratiquer une vidange totale du récipient traité avant toute nouvelle application de l’opération , aidée ou non par un gaz comme dans le cas du lavage de la futaille à Plongeur incorporé.
Notons toutefois que une variante existe qui a été utilisée en lavage de la futaille c’est le trempage dynamique
Il consiste a introduire dans le récipient une canule par laquelle arrive une solution détergente et de pratiquer un débordement constant pendant l’opération ( appelée trempage dynamique, peu pratiquée cependant ) . Dans le cas du lavage des bouteille en laveuse l’injection devra être discontinue et surtout ne doit jamais limiter l’écoulement du liquide qui ne doit jamais s’accumuler dans le col.
d) Le nettoyage par circulation, c’est celui que l’on utilisera pour nettoyer des conduits déterminant des circuits ou des réseaux. La circulation par l’intermédiaire d’une pompe devra se produire sous la forme d’un écoulement turbulent.
Précision sur les régimes d’écoulement des liquides.
Nombre de Reynolds, Re - Il caractérise la nature des écoulements dans des conduites et canalisations.
Il est définit par la formule : Re=VD/v = rVD/n
ou V = Vitesse moyenne du fluide dans la section considérée du tube de circulation (m/s)
D = Diamètre intérieur du tube (m)
v = Viscosité cinématique du fluide (m2 /s)
n = Viscosité dynamique
r = masse volumique du fluide.
En régime laminaire, Re est inférieur à 2400 - En régime turbulent, Re est supérieur à 2400
2400 est la valeur qui définit la zone de transition, c’est à dire le passage d’un écoulement laminaire à un écoulement turbulent
Ecoulement laminaire- Dans une conduite, chaque particule du fluide se déplace parallèlement à l’axe du tube et avec une vitesse constante L’écoulement est stable, les filets de courants sont parallèles et ne se mélangent pas. Le profil des vitesses est parabolique, dans ce cas le frottement visqueux est prépondérant. Voir Nombre de Reynolds. Pour le transport des liquides carbonaté on privilégiera l’écoulement laminaire.
Ecoulement turbulent- Les diverses particules fluides se déplacent dans des directions différentes et à des vitesses variables et il se forme des tourbillons. Ces tourbillons créent des turbulences qui se traduisent par des zones de pression négative, l’écoulement est désordonné de même que le profil des vitesses. Toutefois, en moyenne des valeurs on obtient un profil aplati, qui n’est pas parabolique. Voir nombre de Reynolds. Pour le nettoyage par circulation, ou l’échange thermique dans un échangeur on optera pour l’écoulement turbulent avec un nombre de Reynolds largement supérieur à 2400 (zone de transition laminaire / turbulent), atteignant 20000 ou 30000. Dans le cas des liquides carbonatés et de la bière en particulier, l’écoulement turbulent en créant des zones de pression négative va amorcer un bullage du C02 qui vite se transformera en mousse rendant le transfert délicat. Divers auteurs ont chiffré de façon plus ou moins empirique les vitesses limites de la bière au delà de laquelle la turbulence va s’établir. Pour NIDERMEYER : dans une tuyauterie de 50 mm de diamètre, véhiculant un liquide gazeux à 15 0C la turbulence s’établit à 1, 2 m/s. Pour FENART, la vitesse à ne pas dépasser est de 0,60 m/s à 0,80 m/s pour les boissons gazeuses et 1,0 à 1,2 m/s pour la bière. Il semble que ce soit là une précaution très large et que l’on peut aller jusqu’à 2 m/s.
Ecoulement Piston: Toutes les particules du liquide se déplacent à la même vitesses dans une conduite comme poussée dans celle-ci par un piston de même diamètre qu’elle.
F- Pondération du nettoyage.
Surtout utilisés pour évaluer le nettoyage des petits ou moyens volumes (bouteilles , fûts) , l’évaluation de l’intensité du nettoyage va associer dans le chiffrage de l’opération , les différents facteurs intervenant soit : Action physique, action thermique et action chimique
- HURET - GOCHELY – MOREAU – ont établi des unités de lavage UL qui défini l’efficacité du lavage des récipients, comme les « UP » définissent les unités de pasteurisation. Ces UL dépendent de quatre facteurs qui sont : Le temps, la température, la concentration en NaOH, et le mode d’application physique (trempage ou injection). On définit pour cela
- Cc = efficacité de la concentration = Racine cubique de C3
Exemple : C= O,25 , Cc = 0,4 - C = 0,50 , Cc = 0,6 - C = 0,75 ,Cc = 0,8 - C= 1,0 , Cc = 1,0
C = 1,50 , Cc = 1,3 - C = 2,00 , Cc = 1,6 - C =3,00 , Cc = 2,0 = C = 4 , Cc = 2,5
- Cinj = efficacité d’injection : Il est 10 fois supérieur au simple trempage.
Cinj = 10
- Ct = efficacité due à la température ou coefficient de température. Comme admis en chimie, une réaction chimique simple, double de vitesse pour chaque augmentation de température de 10°C. Nous avons donc pour Ct une progression géométrique de raison r= 1,072 - (racine10eme de 2)
T = 50 , Ct = 1,00 - T = 51 , Ct = 1,07 - T = 52 , Ct = 1,15 - T = 53 , Ct = 1,23 - T = 54 , Ct = 1,32
T = 55 , Ct = 1,41 - T = 56 , Ct = 1,52 - T = 57 , Ct = 1,62 - T = 58 , Ct = 1,74 - T = 59 , Ct = 1, 70
T est en degré centigrade
Puis à partir de ce tableau, sachant que UL double tous les 10°C on calculera les autres valeurs
Exemple : T = 56 , Ct = 1,52 - T = 66 , Ct = 3,03 - T = 76 , Ct = 6,06 .......
- Unité de lavage « UL » : C’est l’effet de lavage obtenu par un trempage de 1 minute à 50°C dans une concentration sodée de 1% .UL = 1min x 1 ( Ct ) x 1 (Cc )
On considère qu’une bonne laveuse doit réaliser 60 UL pour des récipients ayant subi une rotation normale , sinon il faudra atteindre 100 voir 175 UL dans certains cas, par exemple dans des régions chaudes et humides . .
Pratiquement on découpera le diagramme de lavage en minutes d’action et pour chaque minute on déterminera une UL en fonction des caractéristiques de température et concentration, en multipliant par 10 quand il s’agira d’une injection. Dans ce calcul ne seront pas pris en compte les rinçages.
L’efficacité du lavage est représentée par la somme des UL calculés par minute.
G- Contrôle » du nettoyage et de la désinfection
Les principaux tests courants en contrôle discontinu sont :
- Contrôle microbiologique des eaux de derniers rinçages en fin de lavage.
- Contrôle par frottis et écouvillonnage des surfaces, repris par un liquide dont on a abaissé la tension superficielle et neutralisé le Chlore éventuel, puis exploité sur membrane et milieu spécifique
- Le Test à la fuchsine .qui contrôle la propreté des surfaces et en particulier celles des bouteilles après lavage va consister en sortie de laveuse à introduire 2ml de fuchsine basique glycérinée que l’on répartit sur l’ensemble des parois d’une bouteille puis cette dernière est rincée à l’eau du robinet .Si des substances organiques ou minérales subsistent , elles sont colorées en rouge et sont aisément observées Sur verre teinté aider l’observation par une lampe.
Formulation du Réactif de CZABRISWKI pour test à la fuchsine
*composition :10 g de fuchsine basique + 5 ml de phénol, Agiter lentement et ajouter 50 ml de glycérine. Bien mélanger puis ajouter 100 ml d’eau fraîchement distillée.
- Recherche du sucre par la méthode de Molish ; elle permet de déceler 0,5 mg de sucre / litre de liquide.
- Recherche des matières organiques par mesure de l’oxygène cédé à chaud par le permanganate de potasse en milieu alcalin, elle permet de déceler 0,3 mg/l d’oxygène combiné .Le contrôle continu met en œuvre l’ATP-métrie et la turbidimétrie. (Peu fiable encore actuellement comme déjà précisé) Des techniques de mesure de la DCO et COT existent pour rendre compte des salissures organiques
Consultez les Plans d'hygiène Brasserie Diversey
Voir le webinaire sur la Sanitation & l'Hygiène à la Brasserie
- Détails
- Catégorie : Conseils et techniques
Les exigences en matière de conception des procédés de brassage sont spécifiques à la taille et à la production des brasseries. Une qualité de production élevée et constante, des processus de fabrication optimisés sur le plan économique, la sécurité de production, et l'optimisation des processus existants ou nouveaux sont tout aussi décisifs pour le choix de la technologie et de la technique que la flexibilité et la convivialité d'utilisation. L'article suivant montre le rôle joué par le séparateur dans ces processus ces dernières années.
La centrifugeuse à assiettes, aussi connue sous le nom de séparateur, a une longue histoire avec la brasserie. L'utilisation du séparateur dans le processus de brassage n'est donc pas nouvelle. Étant donné les nombreuses applications techniques du séparateur de nos jours, il est intéressant de faire un point sur son évolution. Alors que l'utilisation d'un séparateur n'était intéressante au départ que pour les grandes brasseries d'un point de vue économique, divers développements techniques et technologiques offrent aujourd'hui de nouvelles possibilités d'application en microbrasseries.
Séparateurs pour l'industrie brassicole
Le premier séparateur dans le processus de brassage fut un clarificateur, utilisé pour la séparation des levures. Des innovations techniques telles qu'une turbine pour l'évacuation de liquides, un bol a débourbage automatique des solides, des systèmes d'étanchéité Hydo-hermétique, une alimentation douce des produits, un design hygiénique et surtout, des concepts d'entraînement économes en énergie, ont servi de base à de nouvelles applications en brasserie.
Les progrès techniques en matière d'automatisation ont également permis l'intégration dans des systèmes complets, ce qui a considérablement amélioré leur utilisation et, par conséquent, l'adoption du séparateur.
Le séparateur peut traiter tous les processus de clarification courants des brasseries. En utilisant la différence de densité entre les particules solides et liquides, la force centrifuge est utilisée pour accélérer le processus naturel de sédimentation. Dans ce procédé de séparation solide-liquide, les levures, composants du houblon et les troubles à chaud sont séparés en continu du moût ou de la bière. Le processus de séparation est décrit ci-dessous.
Fonctionnement du séparateur
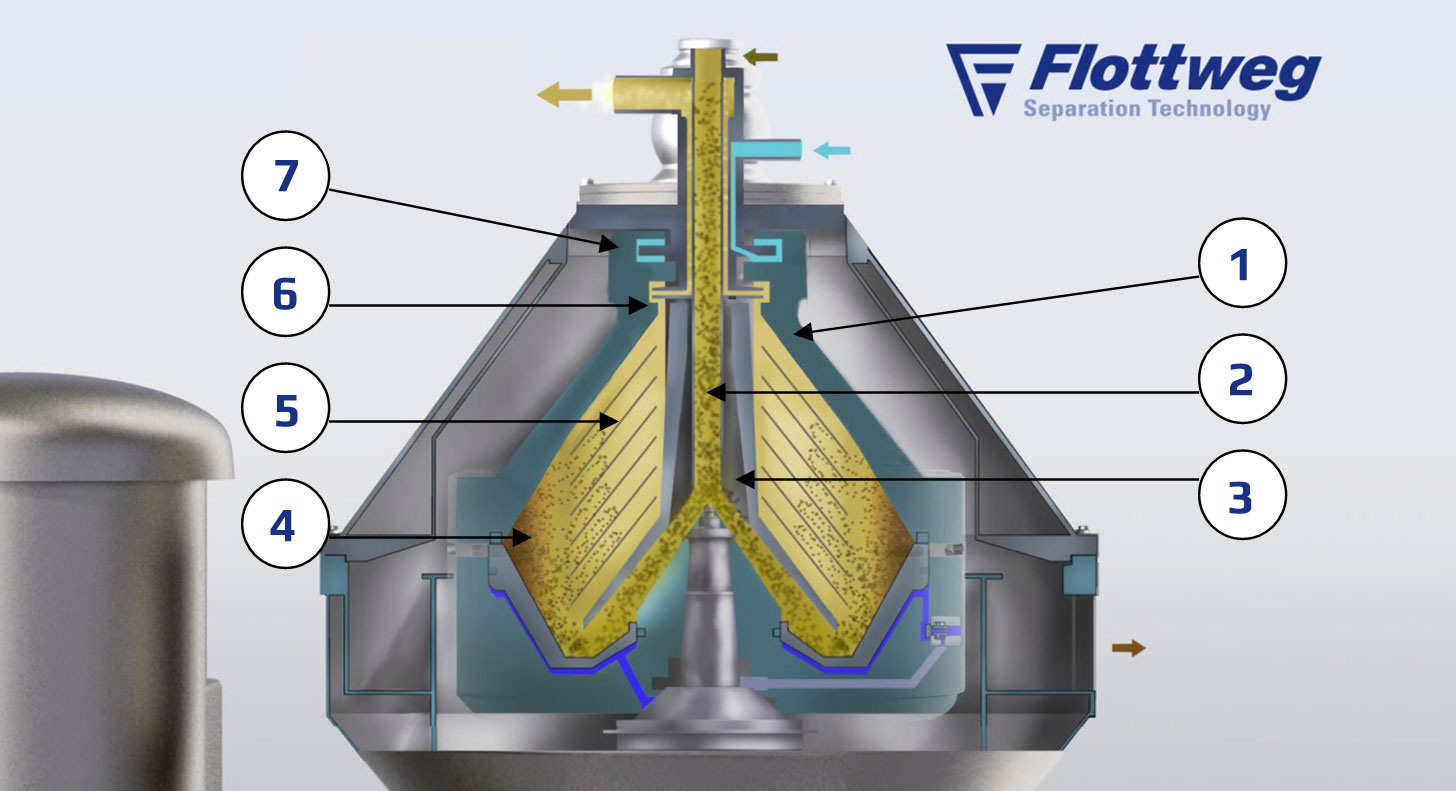
Coupe transversale 1 : Bol du séparateur
Le processus de séparation proprement dit a lieu à l'intérieur du bol du séparateur (1), en particulier dans le système d'assiettes intégré. Le mélange liquide-solide est acheminé vers le bol rotatif à travers le tube d'alimentation fixe (2). À son entrée, son débit est progressivement accéléré par le distributeur (3) pour s'adapter à la vitesse périphérique du bol au moyen d'éléments d'entraînement. Le produit est guidé vers le haut sur le bord extérieur du système d'assiettes. En raison de la force centrifuge agissant sur le produit, une partie des solides se déposent à l'extérieur dans la partie conique double du bol et s'accumulent dans la chambre à boue (4). Le liquide et les résidus de solides sont guidés vers l'intérieur à travers la pile d'assiettes (5). Les fines particules solides sont ensuite séparées entre les assiettes. L'espace entre les assiettes se situe entre 0,4 et 0,5 mm selon l'application. À ce niveau, la très courte trajectoire de sédimentation entre les assiettes permet également de séparer de fines matières turbides. Les solides séparés sont guidés vers la face inférieure de l'assiette suivante par la force centrifuge agissant vers l'extérieur, glissent vers le bas le long de l'assiette et s'accumulent également dans le compartiment des solides. Une petite partie des solides reste dans le liquide et est guidée vers le haut jusqu'à la turbine fixe (6). Ceci est comparable à une roue de pompe, qui transporte le liquide séparé sous pression vers les autres étapes du processus. La garde hydraulique (7) remplie d'eau assure l'hydroherméticité et l'étanchéité du séparateur de l'intérieur, et évite ainsi la prise d'oxygène dans le produit.
Facteurs influant sur la performance de séparation
La conception des séparateurs est réalisée en usine en tenant compte des conditions d'exploitation prévues. Il faut tenir compte de paramètres tels que le débit souhaité et la charge de matières solides en suspension attendue, ainsi que le degré de séparation souhaitée. Différentes propriétés du produit telles que la viscosité ou la différence de densité entre le solide et le liquide sont à la base d'une bonne séparation.
Le tableau 1 ci-dessous donne un bref aperçu des paramètres avec lesquels la performance de séparation (degré de séparation) peut être influencée positivement.
La mesure essentielle de la capacité d'un séparateur est la surface de clarification équivalente, dont le calcul inclut la force centrifuge. Cette dernière est également appelée indice de centrifugation, valeur c ou facteur d'accélération.
  |
Coupe transversale 2 : Bol du séparateur avec boîtier
|
Paramètre |
Facteur influent |
Remarque |
|
|
Temps de Passage |
Débit |
variable dans une certaine mesure |
|
|
Force centrifuge |
Rayon |
prédéterminé à la fabrication |
|
|
Surface de clarification équivalente |
Rayons des assiettes |
prédéterminé à la fabrication |
|
|
Trajectoire de sédimentation |
Distance entre assiettes |
variable jusqu'à un certain point (réglage d'usine) |
Tableau 1 : Vue d'ensemble de l'augmentation théorique de la performance de séparation (degré de séparation)
Les différents domaines d'application du processus de brassage dans lesquels les séparateurs sont utilisés.
Séparation du trouble à chaud
Pour la séparation du trouble à chaud, les séparateurs peuvent être une alternative au whirlpool. Grâce à sa construction simple, le whirlpool est la meilleure alternative en matière de coûts d'exploitation. Cependant, le séparateur présente des avantages en matière d'encombrement et de réduction possible du temps total de refroidissement, ce qui se traduit par une charge thermique plus faible.
Clarification de la bière jeune/verte
L'ajustement de la quantité de levure peut être nécessaire comme base d'une fermentation secondaire et d'une maturation définie et maîtrisée. Il est ainsi possible de contrôler le taux de la levure via l'ajustement du trouble.
Clarification de la bière avant filtration
Le séparateur est le plus souvent utilisé pour réduire la quantité de levure ou pour standardiser le taux de levure (via le trouble) avant la filtration. Ainsi, non seulement la consommation de Terre de diatomé peut être réduite, mais une prolongation de la durée de vie du filtre de parfois plus de 50 % confirmée à maintes reprises est un avantage décisif.
Arrêt de la fermentation
L'élimination de la levure par séparation du moût légèrement fermenté est un moyen rapide et efficace d'arrêter la fermentation dans la fabrication de bières sans alcool.
Ajustement de la turbidité pour les bières troubles
Les exigences du client en matière d'homogénéité des bières naturellement troubles ne se limitent pas au goût, mais concernent également l'aspect. En séparant la levure, le séparateur peut influencer spécifiquement un élément générateur de turbidité, et définir la turbidité restante de la levure dans le produit. Pour cette application, différentes options de commande sont également disponibles, telles que la commande du by-pass, le contrôle de la vitesse de bol (manuel ou automatique) ou l'ajustement du débit.
Clarification de la bière (dernière étape avant la mise en bouteille)
L'utilisation du séparateur comme étape finale avant la mise en bouteille est spécifique au pays de production, et dépend du type de bière ou est basée sur la philosophie de qualité de la brasserie. Il faut toutefois noter que le séparateur ne permet pas une séparation à 100 %, et que certaines levures et particules solides avec une turbidité généralement de < 1µm et des protéines en suspension peuvent rester dans la bière.
Filtration de la bière sans terre de diatomé
Afin de permettre une exploitation rentable, une grande partie des systèmes proposés pour la filtration de la bière sans terre de diatomé nécessite un séparateur en amont pour l'élimination de la levure, des matières en suspension, des adjuvants de filtration et des stabilisants, en partie utilisés dans les étapes précédentes du processus.
Récupération de la bière à partir des levures soutirées
Un séparateur peut également être utilisé pour la récupération de la bière à partir des levures soutirées. Par rapport aux systèmes alternatifs, une dilution de la lie avec de l'eau est nécessaire pour un processus parfait et surtout économique en cas de concentration élevée de levure dans l'alimentation.
Production de cidre
La production de cidre jouit actuellement d'une grande popularité en Amérique du Nord, et de nombreuses brasseries s'en servent comme secteur d'activité supplémentaire. Selon les besoins, la tâche de séparation est similaire à la clarification de la bière ou à l'ajustement du trouble, et peut être prise en charge par des séparateurs à bière classiques.
Nombreuses applications - un seul séparateur
Techniquement, toutes les applications de séparation brièvement décrites précédemment peuvent être réalisées avec la même machine. Il n'est pas possible de faire une déclaration générale sur les cas où l'utilisation multiple a un sens. Pour ce faire, il faut prendre en compte certains facteurs au cas par cas, et notamment les durées de fonctionnement, les combinaisons d'applications, les exigences et les attentes des différentes applications.
Le choix d'une solution de séparation
Si les intervalles d'entretien recommandés sont respectés, il n'est pas rare que les séparateurs soient utilisés plus de 20 ans. À cela s'ajoutent des aspects majeurs, comme un design approprié et l'influence sur la qualité de la bière. Il est donc essentiel de se faire conseiller avant d'effectuer un choix. C'est pourquoi Flottweg propose des machines d'essai de différentes capacités de traitement pour faciliter la prise de décision. Les installations sont conçues de manière à pouvoir être intégrées rapidement aussi bien dans la brasserie que dans les procédés existant, en particulier pour des capacités de traitement faibles (10 à 100 hl/h). La figure 3 montre un exemple d'installation compacte avec armoire électrique, le panel de vannes et le séparateur de bière Flottweg AC 1200-420 hyg. (10 – 70 hl/h). Il suffit de réaliser les raccords électriques et de connecter les conduites d'alimentation et de refoulement à l'aide de tuyaux flexibles.

Figure 3 : Installation pilote AC 1200-420 hyg.
Conclusion :
Même si la bière peut être brassée sans technique de séparation centrifuge, le séparateur est devenu une unité importante dans le procédé de brassage. En effet il n'est pas seulement une alternative pour des raisons économiques et qualitatives, mais il offre également un grand potentiel d'optimisation pour les différents sous-processus. Selon ses besoins, cet outil spécialisé peut également être utilisé comme outil polyvalent. Dans les deux cas, il peut participer à un processus de brassage flexible, de haute qualité et économique.
Consulter le catalogue des centrifugeuses pour Brasseries Flottweg

- Détails
- Catégorie : Conseils et techniques
 Le houblon Barbe Rouge est l'une des dernières variétés de souche Strisselspalt issue du programme de recherche du Comptoir Agricole. Fruité et fin, avec des flaveurs de fruits rouges mais aussi d'épices et d'agrumes, ce houblon surprend très positivement les brasseurs selon les brassins, mais aussi selon les techniques et assemblages employés pendant le brassage. Sa composition chimique ne serait d'ailleurs pas étrangère aux observations faites par les brasseurs que nous avons interrogés.
Le houblon Barbe Rouge est l'une des dernières variétés de souche Strisselspalt issue du programme de recherche du Comptoir Agricole. Fruité et fin, avec des flaveurs de fruits rouges mais aussi d'épices et d'agrumes, ce houblon surprend très positivement les brasseurs selon les brassins, mais aussi selon les techniques et assemblages employés pendant le brassage. Sa composition chimique ne serait d'ailleurs pas étrangère aux observations faites par les brasseurs que nous avons interrogés.
Barbe Rouge et Dry Hopping / Houblonnage à Cru
Le houblon Barbe Rouge possède un profil aromatique original, avec une forte concentration de Terpènes, Alpha-humulene (balsamic, boisé) et Beta-caryophyllene (clou de girofle, poivre noir), Linalool (floral, agrume, fruit) et Citronellol (rose, herbacé), mais aussi d'Esters apportant des notes olfactives de fruits rouges (fraise, cerise), de pommes et de fruits exotiques à la bière.
Si les Terpènes sont déjà reconnus pour leurs rôles dans l'arôme des bières, selon des études récentes il existerait aussi un effet synergique de l'accumulation de Linalool, de Géraniol et de Citronellol qui se traduirait par une accentuation des flaveurs d'agrumes. La technique du houblonnage à cru serait à cet effet la plus efficace pour faire ressortir les flaveurs du Barbe Rouge ; en effet, avec cette technique les composés volatils tels les Terpènes et les Esters sont préservés.
 |
Composés |
Teneur du Barbe Rouge |
|
Acides Alpha |
8-10 % |
|
|
Cohumulone |
26,2% |
|
|
Acides Beta |
3.6-4.6 % |
|
|
Colupulone |
50 % |
|
|
Huiles totales |
3 ml/100 g |
|
|
Myrcène |
55,8 % |
|
|
Humulène |
17,6 % |
|
|
Monoterpène |
69 % |
|
|
Sesquiterpène |
43 % |
|
|
Humulène / Caryophyllène |
3,25 % |
|
|
Xanthohumol |
0,53 % |
|
|
Linalool |
12-16 mg/100g |
La Brasserie La Chargeoise a ainsi obtenu dans sa Pale Ale Jolie Fleur houblonnée à cru, des notes de fraises et de fruits rouges mais aussi de mandarine « la démarche du Comptoir Agricole est très intéressante, et nous essayons régulièrement leurs nouveautés. Les houblons alsaciens apportent autres choses que les houblons américains […] Le Barbe Rouge est fruité mais reste fin ».
Si les propriétés aromatiques sont plus ressorties les dernières années que les propriétés amérisantes, cela est aussi dû aux variations du taux d'alpha de ce houblon, 6,6% en 2015 par exemple, et 8,8% en 2017. Le taux d'alpha de ce houblon a plutôt tendance à se situer entre 8 et 10%.
Le côté fruits rouges a été très apprécié par Fabien Huin d'Univers Bière, « c'est pour moi, pour le moment, le meilleur houblon testé d'Hop France ». Dans sa recette « Hoppy Red Lager », en plus des notes de fruits rouges, ce sont aussi des sensations type « bubble gum » qui sont obtenues « avec une base maltée caramel qui vient renforcer la rondeur et le gourmand». Du houblon Magnum a été utilisé en complément amérisant « mais tout l'aromatique de la recette repose uniquement sur le barbe rouge », dont le brasseur recommande son utilisation en houblonnage tardif, mais aussi à cru, afin de bien conserver les arômes.



« Un houblon riche, pas ennuyant, chaque dégustation apporte des nouvelles notes différentes »
Joli Rouge a essayé ce houblon dans une bière bitter, et a réussi justement à faire ressortir le côté amérisant, le barbe rouge « a un panel de goût assez complexe, il apporte des flaveurs différentes en fonction du brassage. C'est un houblon riche, pas ennuyant, chaque dégustation apporte des nouvelles notes différentes ».
La Brasserie de la Vallée du Giffre a déjà quatre brassins au barbe rouge à son actif, pour des bières de styles assez différents. Si des flaveurs subtiles de fruits rouges se sont révélées sur la Pale Ale, la Saison brassée avec du houblon Simcoe et une bière fumée à la tourbe bien chargée en houblon, des flaveurs d'agrumes type mandarine sont ressorties dans l'IPA. « Comme tous les houblons alsaciens, ce houblon à de la finesse et est distingué ».
Selon une étude menée sur un panel de 32 juges, le Barbe Rouge est perçu au nez comme «agréable», «floral», «fruité» et «épicé ». Au goût, les principales flaveurs décrites, étaient «agrumes / citron», «lavande / savon» et «pomme». Alors que les deux premiers descripteurs sont liés à la teneur en linalool, ce dernier, «pomme», peut être lié à la présence de pentanoate d'éthyle et d'éthyl-2-méthyl butanoate dans cette variété.
|
Bière au Barbe Rouge |
Composés Chimiques Linalool Ethyl isobutanoate 2-methylbutyl-2-methyl butanoate Ethyl-2-methyl butanoate 2-methylbutyl isobutanoate Ethyl heptanoate 1-octanol Butyrolactone |
Flaveurs Floral, Agrume, fruit Fruit, doux, Fraise Fruit Pomme, Fraise Notes Tropicales Fruit, vin Vert Caramel, fruit |
Selon nos retours, les brasseurs utilisent entre 6 à 10g de Barbe rouge par litres, plus l'ajout est important plus les flaveurs fruits rouges se détachent de celles d'agrumes.
La Brasserie du Mont Salève utilise également ce houblon régulièrement « Nous l'aimons parce qu'il est fin et atypique. Il n'est pas exubérant comme certains houblons américains». « Ce houblon apporte cette particularité épicée des houblons alsaciens, des notes fruits rouges et des amers fins. » selon les brasseurs.
Pour la Brasserie Gilberts qui a brassé une bière blonde en single hop et en dry hopping, le barbe rouge est un bon compromis entre les houblons américains et européens, « traditionnel avec un "je ne sais quoi" en plus […] Proches des Houblons de Nouvelle Zélande auxquels il peut être complémentaire, il boost le côté fruité des houblons américains tout en restant subtil et fin, utilisé en dry hopping il n'a pas le côté très houblonné des houblons américains».
Enfin la Brasserie de l'Être qui a produit récemment une double IPA au Seigle, "le bouclier de barbe rouge", comportant également du houblon Columbus comme amérisant et du houblon Bouclier. « Les arômes de fruits rouges sont ressortis et le barbe rouge a également apporté une certaine rondeur à la bière ». Les brasseurs vont prochainement tester le barbe rouge pour une pale ale « nous allons "l'explorer" d'avantage, nous réalisons nos essais avec des brassins de 1000 litres ».
Nous attendons donc avec impatience vos prochaines expérimentations et vos retours sur les techniques de houblonnage du Barbe Rouge!
![]() Consultez la fiche du Barbe Rouge sur le catalogue
Consultez la fiche du Barbe Rouge sur le catalogue
![]() Voir sa disponibilité sur le site Hop France
Voir sa disponibilité sur le site Hop France
Sources/Références
Nathalie Brignier, Damien Steyer (PhD Ing) , Céline Clayeux (PhD), Christophe Marcic (PhD) , Francis Heitz, Bernadette Laugel (Ing) : Effect of hop varieties on beer aroma during dry hopping - Brauwelt (2018)
Takoi, K.; Itoga, Y.; Koie, K. ; Kosugi, T. ; Shimase, M. ; Katayama, Y.; Nakayama, Y. and Watari, J.: "The Contribution of Geraniol Metabolism to the Citrus Flavour of Beer: Synergy of Geraniol and β-Citronellol Under Coexistence with Excess Linalool". Journal of the Institute of Brewing, 116, (2010).
Takoi, D. K.: "Varietal difference of hop- derived flavour compounds in dry-hopped beers". Brauwelt International, 4, (2016).
Liens Brasseries
http://univers-biere.net/rec_hoppy_red_lager.php
http://www.bieres-du-giffre.fr/
http://larenterouge-brasserie.fr/fr/
https://www.labrasseriedumontsaleve.com/
https://www.brasserie-gilberts.com/
http://brasseriedeletre.paris/

- Détails
- Catégorie : Conseils et techniques
La carbonatation d'une bière, sa pétillance, contribue directement à la formation de la mousse et à la perception du corps de la bière. Le dioxyde de carbone (CO2) contenu dans la bière exhauste les flaveurs, les sensations d'acidité et d'amertume, et améliore également sa stabilité et sa durée de vie. Si une première carbonatation se produit naturellement pendant la fermentation, les fermenteurs qui sont généralement ouverts et/ou non pressurisés ne permettent pas d'atteindre ou de maintenir un volume de carbonatation satisfaisant. Une étape de re-fermentation « naturelle » ou de carbonatation « forcée » est ainsi nécessaire.
Les principes de la carbonatation
La Carbonatation, exprimée en volume, représente la quantité de CO2 (Dioxyde de Carbonne) dissout dans un litre de bière, à 20°c et à pression atmosphérique. 1 volume correspond à 1 litre de gaz Co2 dissout dans 1 litre de bière. Elle est fonction de la température et de la pression qui déterminent l'équilibre de sa concentration et donc la durée de refermentation. L'augmentation de la pression et la baisse de la température améliore ainsi la dissolution du CO2 dans la bière qui est maximale lorsque la température est faible avec une pression forte.
La carbonatation répond à la loi de Henry : « À température constante, la quantité de gaz dissout dans un liquide est proportionnelle à la pression partielle qu'exerce ce gaz sur le liquide », c'est pourquoi lorsque l'on ouvre une bouteille, la pression diminue entrainant le retour à l'état gazeux du CO2 qui se matérialise sous forme de bulles. Une boisson gazeuse stockée à pression atmosphérique perd une grande partie du CO2 dissout et donc de sa pétillance.
La loi de Henry est bien connue aussi des plongeurs, qui doivent pour cela respecter des paliers de décompression pour permettre une évacuation progressive de l'azote dissout dans les tissus (contrairement à l'oxygène qui est utilisé par l'organisme) sinon des bulles se formeraient dans les organes pouvant provoquer AVC, paralysies et infarctus.

Des tables et logiciels permettent aux brasseurs de déterminer le volume CO2 au point d'équilibre, le moment où le CO2 ne peut plus se dissoudre, à une pression et une température données. En effet, la carbonatation dépend des caractéristiques du produit (sucres, levures, arômes, alcool…). La quantité de CO2 dans une bière est généralement comprise entre 2 et 3 volumes ce qui équivaut à 4 à 6 g/l.
Le Co2 est également nécessaire à la formation d'acide carbonique dans l'eau qui picote la langue et renforce le goût et donc la perception du corps de la bière. Une carbonatation élevée augmentera ainsi la perception de l'acidité comme c'est le cas avec certaines bières avoisinant 4-5 volumes comme les Sours, les Gueuzes ou bien les Weizens. La carbonatation par styles de bières doit être d'ailleurs respectée notamment lorsque l'on participe à certaines compétitions internationales.
|
Type de Bière |
Volumes de Co2 |
|
|
American Amber Ale |
2.2-2.8 |
|
|
American Brown |
1.5-2.5 |
|
|
American Lager |
2.5-2.7 |
|
|
American Pale Ale |
2.2-2.8 |
|
|
American Pilsener |
2.6-2.7 |
|
|
American Wheat |
2.3-2.6 |
|
|
Bamberg Rauchbier |
2.2-2.6 |
|
|
Barley Wine |
1.3-2.3 |
|
|
Double Belge |
1.9-2.4 |
|
|
Lambic au Fruit Belge |
2.6-4.5 |
|
|
Lambic Belge |
3.0-4.5 |
|
|
Ale Belge |
1.9-2.5 |
|
|
Triple Belge |
1.9-2.4 |
|
|
Blanche belge |
2.1-2.6 |
|
|
Bock |
2.2-2.7 |
|
|
Bohemian Pilsener |
2.3-2.5 |
|
|
California Common |
2.4-2.8 |
|
|
Cream Ale |
2.6-2.7 |
|
|
Doppelbock |
2.3-2.6 |
|
|
Dortmunder Export |
2.6 |
|
|
Dunkelweizen |
3.6-4.5 |
|
|
Düsseldorf Altbier |
2.2-3.1 |
|
|
Eisbock |
2.4 |
|
|
English Bitter |
0.8-1.3 |
|
|
English Brown |
1.5-2.3 |
|
|
English Mild |
1.3-2.0 |
|
|
English Ale |
1.5-2.3 |
|
|
Brune des Flandres |
1.9-2.5 |
|
|
Pilsener Allemande |
2.5 |
|
|
Helles Bock |
2.2-2.7 |
|
|
Imperial Stout |
1.5-2.3 |
|
|
India Pale Ale |
1.5-2.3 |
|
|
Irish Dry Stout |
1.6-2.0 |
|
|
Kölsch |
2.4-2.7 |
|
|
Maibock |
2.2-2.7 |
|
|
Märzen/Oktoberfest |
2.6-2.7 |
|
|
Münchner Helles |
2.3-2.7 |
|
|
Munich Dunkel |
2.2-2.7 |
|
|
Oatmeal Stout |
2.3-2.6 |
|
|
Porter |
1.7-2.5 |
|
|
Schwarzbier |
2.2-2.6 |
|
|
Scottish Ale |
0.8-1.3 |
|
|
Stout |
2.3-2.6 |
|
|
Strong Scotch Ale |
1.5-2.3 |
|
|
Sweet Stout |
2.0-2.4 |
|
|
Weizen/Weissbier |
3.6-4.5 |
|
|
Weizenbock |
3.7-4.7 |
Les Méthodes de carbonatation
Carbonatations Naturelles
Méthode traditionnelle
La méthode traditionnelle de carbonatation s'effectue au moment de la refermentation à la fin de la garde, par l'ajout de sucres fermentescibles qui agissent sur les levures restantes (environ 2 millions de cellules/ml de bière), dans un fût capable de résister à la pression tels les tonneaux en bois (Chêne) ou en acier inoxydable, pour quelques jours (3 à 7).
Kraüsening
Cette variante traditionnelle allemande consiste à ajouter 10% de moûts de fermentation frais appelés le « krausen ». Il apportera les sucres et levures, à une température de 8°c pendant 1 à 3 semaines. Le Co2 est dissout jusqu'à la fin de la fermentation et entraine la disparition des diacétyles (flaveurs beurre/gras/rance) et des aldéhydes (flaveurs verts/herbeux).
Lagering
Même procédé que le Kraüsening à l'exception du moût qui provient de la fermentation originelle.
Refermentation en Bouteille (et en fut)
La méthode la plus utilisée par les microbrasseurs, et l'une des étapes cruciales, la refermentation s'effectue par l'ajout de sucres fermentescibles en bouteille ou en fut scellé pour maintenir la pression contenant encore une partie de ses levures (entre 1 et 5 millions de cellules/ml de bière).
Cette étape qui dure environ 3 semaines doit être bien contrôlée par les microbrasseurs pour éviter tout risque d'explosion des bouteilles ou a contrario de se retrouver avec une bière « plate ».
Quand les levures ont digéré tout le sucre (dextrose) disponible, elles entrent dans une phase de repos et sombrent au fond de la bouteille formant un sédiment appelé "lie".
Les "bières sur lie" sont donc des bières carbonatées en bouteilles (pas d'injection de dioxyde de carbone sous pression).
En fonction des sucres utilisés (sucre de table, candy, miel, dextrose, extrait de malt, moût,…) différents calculs s'appliquent pour déterminer le volume de CO2 final.
Carbonatations par ajout de CO2 ou forcée
La carbonatation forcée est utilisée pour produire les bières de type lager, nécessitant un ajout de CO2 afin de produire des bulles très fines et pétillantes. Cet ajout de CO2 peut être effectué à partir de CO2 en bouteille ou de CO2 issu de la fermentation originelle.
Fermentation sous pression / Spunding
Cette méthode consiste à fermenter la bière sous pression, permettant d’avoir une bière carbonatée en fin de fermentation, qui pourra avoir lieu à des températures plus élevées tout en réduisant les esters.
Carbonatation en cuve
Les systèmes conventionnels utilisent une carbonatation qui s'effectue en cuve, elle consiste à injecter du dioxyde de carbone soit par une céramique soit par une pierre en acier inoxydable frittée immergée au fond de la cuve. Le volume de la cuve dépend du volume de bière et de la quantité de CO2 à dissoudre.
Une autre alternative consiste à injecter du dioxyde de carbone dans la bière au travers d'un saturateur situé entre la sortie du filtre et la cuve de carbonatation sous pression.
Carbonatation en ligne
La carbonatation en ligne consiste à injecter du dioxyde de carbone dans la bière au travers d'un diffuseur en inox fritté entre la sortie du filtre et la cuve.
Par exemple la boucle de carbonatation de notre partenaire Actemium, permet une injection de CO2 à régime variable sans cuve tampon. Ce système permet d'alimenter directement le groupe d'embouteillage tout en garantissant une parfaite dissolution du CO2 et qualité du produit fini. Cette nouvelle génération de système permet ainsi des économies (CO2, encombrement, temps de nettoyage et de changement de produit).

Boucle de Carbonatation Actemium
Remarque : dans le cadre de la Guiness et de bières de types stout, le système peut être combiné avec une injection d'azote, et même de nitrogène !, permettant de diminuer l'acidité et l'amertume, tout en améliorant la tenue en mousse et son onctuosité, grâce à des bulles plus fines et stables.
Le choix de la méthode de carbonatation dépendra avant tout de la structure et de la production de la brasserie. Si la refermentation en bouteille reste la méthode idéale pour les pico et microbrasseurs, le choix de méthodes plus industrielles présente un intérêt pour les brasseries artisanales soucieuses d'un contrôle précis de la carbonatation ou de la réalisation de types de bières spécifiques.
Sources/Références :
Actemium : www.actemium.fr/strasbourg-plant-solutions/solutions
Beer Carbonatation and its effect on Flavor : www.grapesandgrains.org/2017/08/beer-carbonation-and-its-effect-on-flavor.html
Carbonatation Demystified - Brewers Association : www.draughtquality.org/wp-content/uploads/2012/02/Carbonation_PH-Final_1.pdf
Refermentation en Bouteilles et Carbonatation - Bricole Brassicole : www.youtube.com/watch?v=sqF4NOq4XnI
Exploring the German Technique of Krausening : www.homebrewersassociation.org/how-to-brew/exploring-the-german-technique-of-krausening
Fermenting & Dry Hopping Under Pressure : scottjanish.com/fermenting-dry-hopping-pressure
Methode de Carbo (KEG) et mesure du volume de CO2 : http://lacapsuledupanda.com/index.php/2017/05/23/mise-en-keg-dune-ipa-carbonation-forcee/
The role of diacetyl in beer : draymans.com/the-role-of-diacetyl-in-beer
La loi de Henry - Plongée : www.cdp-plongee.com/t_henry.php
Vincent F.
- Détails
- Catégorie : Conseils et techniques
Les Composés Chimiques du Houblon (Humulus Lupulus) pour la bière et leurs propriétés : des acides alphas et bêtas, des résines aux flaveurs des huiles essentielles
Le houblon est un produit de Terroir, avec plus de 250 variétés recensées à travers le monde. Chaque cultivar apporte par sa composition chimique des changements organoleptiques qui influencent le caractère de la bière notamment dans ses arômes. Le taux d'acide alpha et les propriétés organoleptiques sont ainsi différents d'un terroir à un autre, d'un continent à l'autre pour la même variété. Par exemple, la variété de houblon Brewers Gold cultivée aux Etats-Unis est utilisée comme amérisant dans la bière ; cultivée en Alsace elle a perdu en acides alphas et a gagné en parfum et est employée comme aromatique. Les cultivars doivent être ainsi considérés comme distincts. En Europe, les houblons ont un profil épicé et herbeux, quand ceux de Grande Bretagne sont plus boisés et fruités, tandis que les houblons américains sont plutôt résineux et citriques.
Composition du Houblon - Les Résines du Houblon - Les Huiles essentielles du Houblon - Les Polyphénols du Houblon
Depuis les années 1990, les cultures de houblons amérisants sont progressivement supplantées par des houblons avec un taux d'alpha élevé. C'est également depuis cette époque que des centaines de composés aromatiques ont été découverts dans le houblon, et que l'on comprend mieux les phénomènes biochimiques des différentes substances. La grande classification actuelle du Houblon selon ses propriétés Amérisants/Aromatiques tend à être étendue, en se basant sur le contenu d'acides Alphas (amérisant, Alpha élevé, Alpha Très élevé) et la composition en huile (aromatique, arôme fin).
Le choix du houblon en brasserie, s'il est d'abord facteur d'un style de bière et d'un terroir, et donc de variétés (cultivars) associées, devient également relatif aux propriétés chimiques, notamment en ce qui concerne les acides alphas, pour son rôle dans l'amertume, la conservation et la tenue de la mouse, ou bien celles des huiles essentielles qu'il contient, pour les flaveurs que l'on souhaite obtenir.
Mises à jour chaque année, selon la production, ces données de composition qui figurent généralement sur les fiches techniques et paquets de houblon sont ainsi utiles à comprendre.
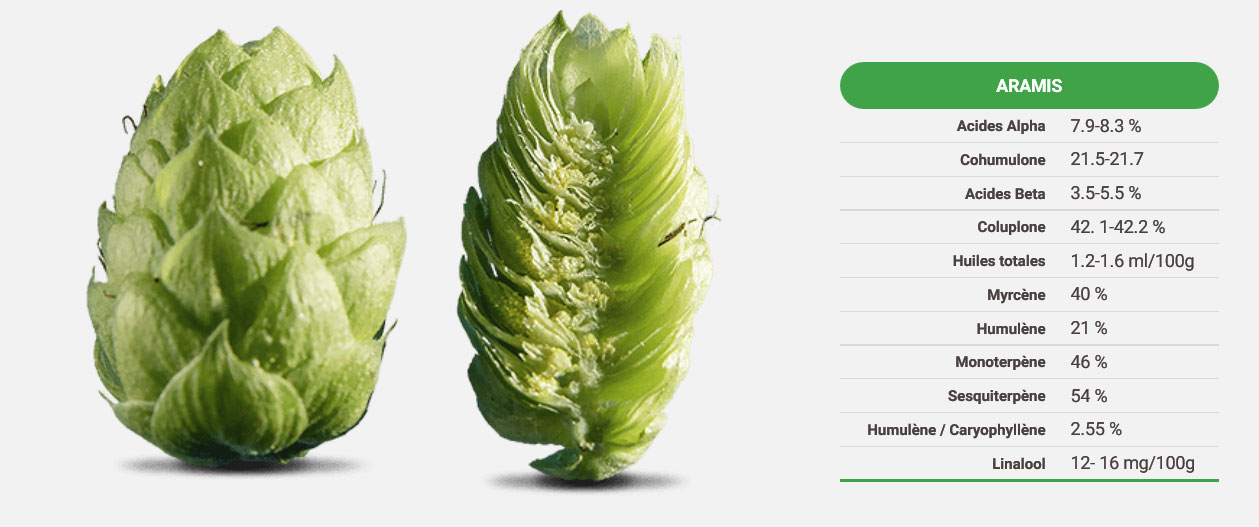
Exemple : Composés chimiques du Houblon Aramis sur le site du Comptoir Agricole.
Composition du Houblon :
Un cône de Houblon femelle séché se compose pour la plus grande partie de cellulose, environ 43%. Les résines contenues dans la lupuline dont sont tirés les acides alphas et bêtas sont présentes à hauteur de 15 à 30% de la masse quand les huiles essentielles responsables des arômes n'en représentent que 0,5 à 3% et les polyphénols 4%.
|
A - Les Résines :
Lors de la phase d'ébullition, les acides alphas et bêtas contenus dans les résines molles et dures sont isomérisées dans le moût à une température d'environ 70°. Ce sont ces acides qui donnent l'amertume à la bière. C'est pourquoi les houblons aux alphas très élevés sont plus utilisés comme amérisants.
A1- Acides Alphas α
Les acides alphas sont considérés comme le constituant le plus important des résines en apportant l'amertume aux moûts. Trois molécules principales se libèrent lorsque le houblon bout puis s'isomérisent : l'humulone (35 à 70%) qui donne une amertume douce, la cohumulone (20 à 65%) apporte une amertume dure et l'adhumulone (10 à 15%) une amertume faible.
L'isomérisation successive de l'humulone par exemple donne l'iso-humulone, puis la cis-isohumulone et la trans-isohumulone. Les acides isoalphas contribuent à la stabilité de la bière et ont un pouvoir antiseptique. Ils sont également responsables de la bonne tenue de la mousse. Mais c'est aussi l'iso-humulone qui, en réagissant à la lumière, peut donner un mauvais goût à la bière et explique ainsi le choix de la couleur brune pour les bouteilles de bière.
Il semble que certains récepteurs du goût réagissent à l'iso-humulone quand d'autres réagissent à l'humulone.
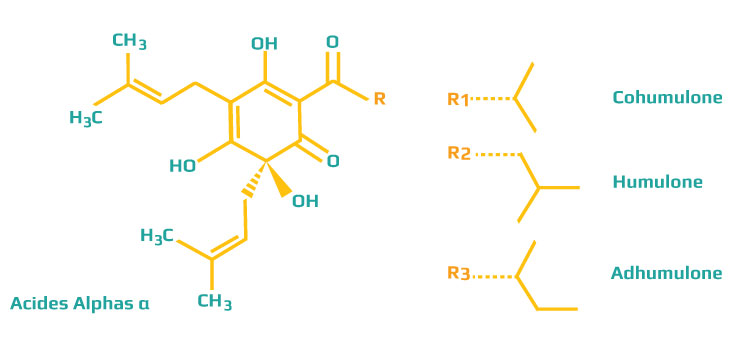
A2 - Acides Bêtas β
Les acides bêtas quant à eux ne s'isomérisent pas durant l'ébullition. Les pouvoirs amérisant et antibactérien des Acides Bêtas ne s'activent que lors de leur oxydation durant la fermentation et le stockage.
Alors que les acides alphas se dégradent avec le temps, la présence d'acides bêtas les contrebalance en garantissant un meilleur taux d'amertume à moyen-long terme.
Les molécules dérivant des acides bêtas sont la lupulone, la colupulone, l'adlupulone, la prelupulone et la postlupulone. L'hulupones est quant à elle le produit de la dégradation (oxydation intermédiaire) de l'acide bêta.
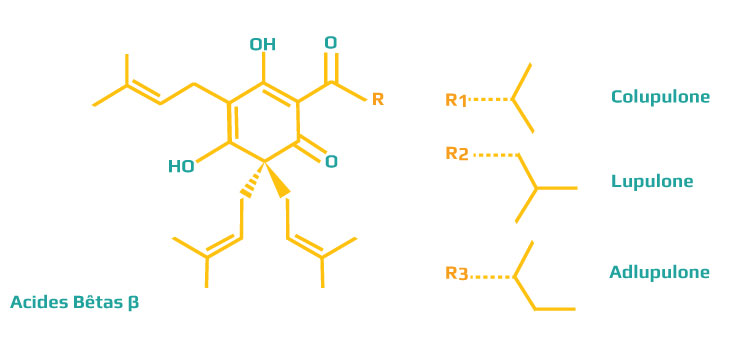
A3 – Xanthohumol
Le Xanthohumol est l'un des composés principal des résines dures bien que l'on en trouve seulement des traces dans la bière. Il a des propriétés anti-oxydantes, anti-inflammatoires et anticancéreuses et stimule la synthèse du collagène et de l'élastine permettant ainsi le retardement du vieillissement de la peau tout en facilitant la cicatrisation. Pour ces raisons, des tests tentent depuis quelques années d'en augmenter la présence dans la bière.
B - Les Huiles essentielles du Houblon
Les huiles essentielles sont très volatiles et résistent peu à l'ébullition, c'est pourquoi les houblons aromatiques sont ajoutés en fin de cuisson, dans le dernier quart d'heure, ou bien tout simplement à froid par le houblonnage à cru / Dry Hopping. C'est d'ailleurs à froid, durant la fermentation secondaire, qu'elles révèlent toutes leurs flaveurs.
Les huiles essentielles se composent d'hydrocarbures et de soufre dont dérivent les composés oxygénés responsables des flaveurs.
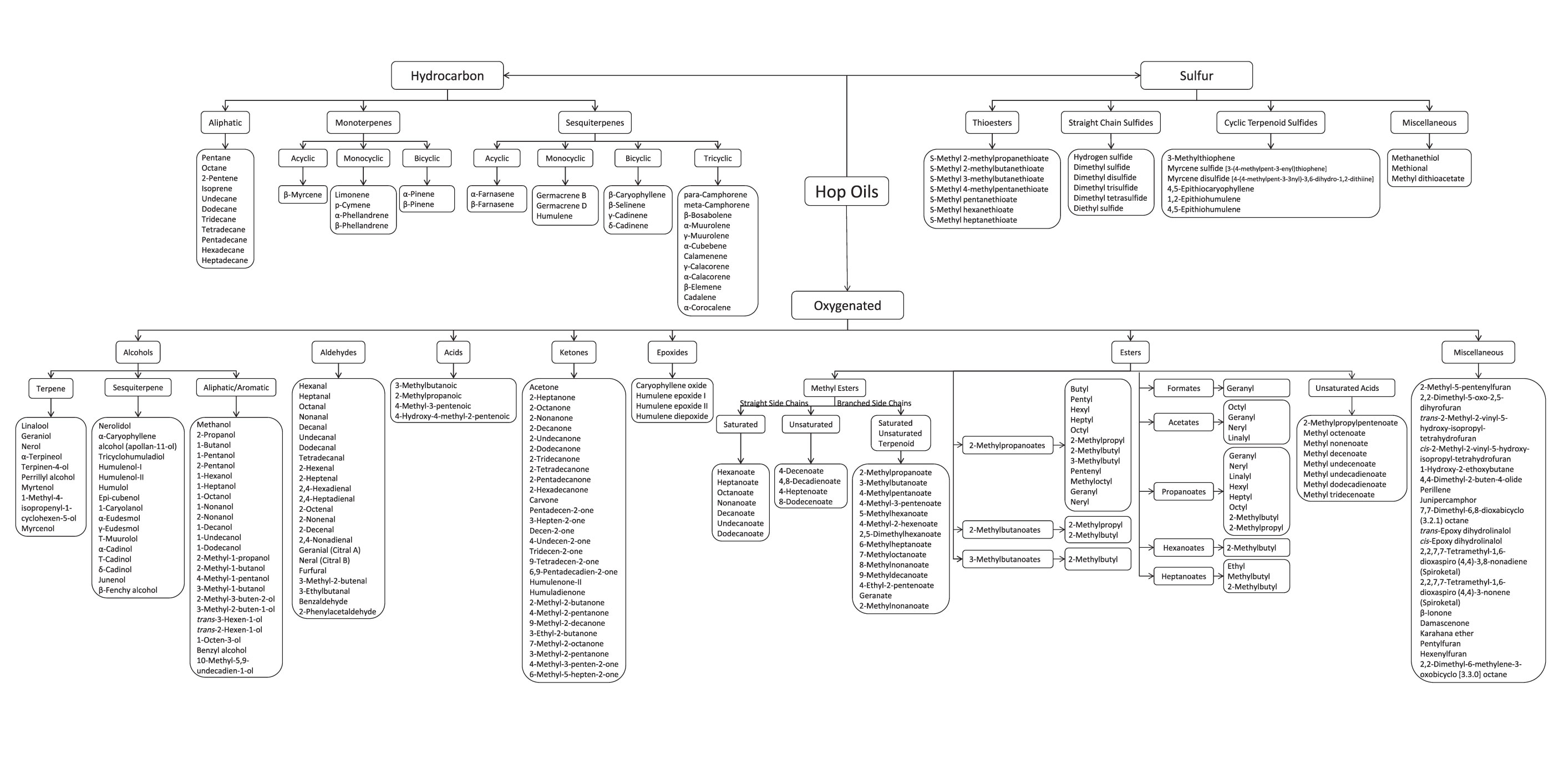
B1 – Hydrocarbures (ou Hydrocarbones)
Ceux sont les huiles essentielles principales, jusqu'à 90% du total, dont proviennent les dérivés oxygénés. Ils sont généralement indiqués sur les fiches techniques et les paquets de Houblon.
Caryophyllène (sesquiterpènes) : Présent dans les houblons nobles comme le Golding ou l'Hallertau, ses arômes sont épicés, poivrés, terreux avec des notes de boisé. Il est produit également par le giroflier, le chanvre cultivé et le romarin.
Farnésène (sesquiterpènes) : Plus ou moins présente selon le cultivar, il apporte de puissantes notes fruitées et florales. On le retrouve également dans des fruits comme la pomme, l'orange, le citron vert, le pamplemousse et la poire.
Humulène (sesquiterpènes) : Avec des arômes épicés et herbacés, on le retrouve surtout dans les houblons aromatiques et « nobles » d'Europe continentale. On retrouve l'humulène également dans la sauge, des espèces de ginseng, la menthe verte, la famille du gingembre (Zingiberaceae), et est l'un des composés chimiques qui contribue au goût de la coriandre vietnamienne et à l'arôme caractéristique du Cannabis sativa.
Myrcène (monoterpènes) : considéré comme très aromatique, il est paradoxalement plus présent dans les houblons amérisants ou au taux d'alphas élevé. Ayant plutôt un arôme de fleurs, ses dérivés ont des caractéristiques fruitées ou florales comme le linalool ou le géraniol mais aussi le citral, le nérol et le limolène. On le retrouve dans les variétés américaines comme l'amarillo, le cascade, le crystal ou bien le simcoe. Il peut être extrait d'autres plantes de la famille des lauracées, ainsi que du pin, du genévrier, de zingiberacées (gingembre, curcuma, cardamome), de menthe, de sauge, de carvi, de fenouil, d'estragon, d'aneth, de persil, d'armoise, d'angélique, de chanvre, d'ylang-ylang, et de serpolet.
B2 - Dérivés Oxygénés et Ester
Des centaines de composés d'huiles essentielles ont été identifiés même si on ne connait pas encore le rôle de chacun. Ce sont de ces dérivés que proviennent les flaveurs, on en distingue une centaine, exemple :
- Linalol (ou linalool) : flaveur de citron et de bergamote pouvant également évoquer le muguet. Le linalol semble agir en synergie avec le géraniol et le citronellol.
- Géraniol : floral, il évoque la rose et le géranium (comme son nom le suggère).
- Citronellol : proche du géraniol, il rappelle le citron mais aussi la pomme et la pêche. Le bêta-citronellol qui évoque le citron vert est produit par l'interaction du géraniol avec la levure.
- l'Hexanal et la famille des Aldehydes donnent des arômes verts et herbeux.
- Limonène : offre des flaveurs d'agrumes.
- Pinène : parfum de résine de pins
- Vanilline : responsable de l'arôme vanille.
- les Esters : ils apportent un goût fruité. Selon l'acétate ils évoquent la banane, l'ananas, la pomme et même l'anis.
Vous trouverez ci-dessous un tableau comprenant les principales substances et leurs flaveurs respectives :
|
Huile Essentielle / Composé |
Arôme Principale |
Flaveurs |
|
|
Linalool/Linalol |
Fruité |
Citron, Bergamote |
|
|
Limonène |
Fruité |
Citron, Vinaigre Balsamique |
|
|
Octanal |
Fruité |
Citron, Agrume |
|
|
Nonanal |
Fruité |
Citron, Agrume, Savon |
|
|
Éthyle-2-méthylpropanoate |
Fruité |
Ananas |
|
|
(3E,5Z)-Undeca-1,3,5-triene |
Fruité |
Ananas |
|
|
(3E,5Z,9E)-Undeca-1,3,5,9-tetraène |
Fruité |
Ananas |
|
|
(+/-)-Éthyle 2-methylbutanoate |
Fruité |
Pomme |
|
|
4-(4-Hydroxyphényle)-2-butanone |
Fruité |
Framboise |
|
|
4-Méthyle-4-sulfanylpentan-2-one |
Fruité |
Cassis |
|
|
Méthyle -2-méthylbutanoate |
Fruité |
Fruité |
|
|
Éthyle-2-méthylbutanoate |
Fruité |
Fruité |
|
|
Farnésène |
Floral |
Floral, Gardénia |
|
|
Myrcène |
Floral |
Géranium |
|
|
(5Z)-Octa-1,5-dien-3-one |
Floral |
Géranium |
|
|
Géraniol |
Floral |
Rose, géranium |
|
|
2-Phénylethyle 3-méthylbutanoate |
Floral |
Menthe |
|
|
Carophyllène |
Epicé |
Poivre noir |
|
|
Anéthol |
Epicé |
Anis |
|
|
3-Hydroxy-4,5-diméthyle-2(5H)-furanone(sotolone) |
Epicé |
Epices mixtes |
|
|
(3Z)-Hex-3-enal |
Végétal |
Herbeux |
|
|
(Z)-3- Hex-1-ol |
Végétal |
Vert, Muscat |
|
|
2-Isopropyle-3-méthoxypyrazine |
Végétal |
Poivron, paprika |
|
|
(2E,6Z)-Nona-2,6-dienal |
Végétal |
Concombre |
|
|
3-(Méthylsulfanyle)-propanal |
Végétal |
Patate cuite |
|
|
3-Méthyle-2-butène-1-thiol |
Fruit à coque |
Amande, grillé |
|
|
Phénylacetaldehyde |
Caramélisé |
Miel |
|
|
Acide Phénylacetique |
Caramélisé |
Miel |
|
|
trans-Cinnamaldéhyde |
Caramélisé |
Sucré, Miel |
|
|
3-hydroxy-2-méthyle-4-pyrone |
Caramélisé |
Sucré, Miel |
|
|
Alpha Humulène |
Boisé |
Vinaigre balsamique |
|
|
Vanilline |
Boisé |
Vanille |
|
|
Oct-1-en-3-one |
Terreux |
Champignon |
|
|
Germacrene |
Terreux |
Champignon, Vinaigre balsamique |
|
|
Dimethyltrisulfane |
Chimique |
Chou |
|
|
3-Mercaptohexan-1-ol |
Chimique |
Chat, Cassis, Thiol |
|
|
Acide Butanoique |
Chimique |
Rance, Fromage |
|
|
Acide (Z)-3-hexénoique |
Chimique |
Rance, Sueur |
|
|
Acide 3-méthylbutanoique |
Microbiologique |
Fromage |
|
|
Acide Pentanoïque |
Microbiologique |
Fromage |
|
|
(2E,4E)-Nona-2,4-dienal |
Microbiologique |
Gras |
source : Universités de Weihenstephan (Allemagne) et de Kyoto (Japon)
Polyphénols (Tannins) :
Les polyphénols, représentants de 1 à 4% du poids du houblon, ont plusieurs rôles : Ils peuvent contribuer à l'amertume et à l'astringence de la bière, ils semblent en effet interagir avec les acides iso-alphas en renforçant l'amertume même lors de leur dissolution au cours d'un houblonnage à cru. Mais les Polyphénols dont les Flavonols et les Flavans, participent aussi à la stabilité des flaveurs grâce à leurs capacités anti-oxydantes, les houblons aromatiques en contiennent d'ailleurs davantage que les houblons amérisants.
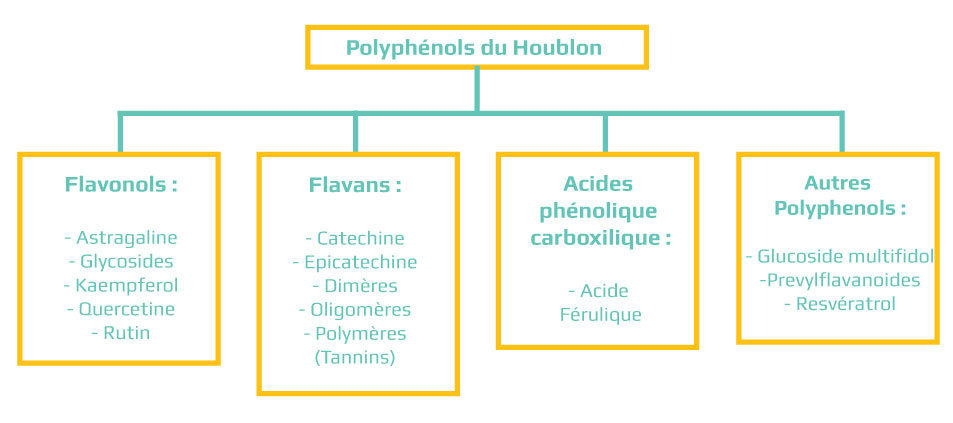
Les Houblons Disponibles :
Choisir un houblon pour une bière est presque alchimique et d'une manière générale lorsque vous substituez ou ajoutez un houblon, mieux vaut en choisir un au profil aromatique similaire ou complémentaire plutôt que de se baser uniquement sur le taux d'acides alphas et de co-humulone. Entre le choix des houblons disponibles et les techniques de brassages (à chaud/à cru, cônes/pellets, ordre d'ajouts), une multitude de possibilité s'offre aux brasseurs, même si le choix du local s'impose souvent comme une évidence.
Sources/références :
Humulus lupulus – a story that begs to be told. A review - Almaguer C., Schönberger C., Gastl M., Arendt E. K. and Becker T. (2014), - J. Inst. Brew., 120: 289–314. DOI: 10.1002/jib.160
125th Anniversary Review: The Role of Hops in Brewing - C. Schönberger et T. Kostelecky - IBD : http://onlinelibrary.wiley.com/doi/10.1002/j.2050-0416.2011.tb00471.x/epdf
Hop Aroma and Hoppy Beer Flavor: Chemical Backgrounds and Analytical Tools-A Review. Rettberg, Biendl & Garbe (2018) : https://doi.org/10.1080/03610470.2017.1402574
Choosing Hops - Larry Lesterud : https://byo.com/mead/item/461-choosing-hops
Preserving Hop Aroma - http://www.homebrewersassociation.org/attachments/presentations/pdf/2013/1715-10%20...Not%20Every%20Beer%20is%20a%20Stone%20Enjoy%20By%20IPA%20-%20Stan%20Hieronymus.pdf
Comparing and Selecting Hops & Grains : http://www.ciltech.com/muggsy/Comparing%20and%20Selecting%20Hops%20&%20Grains.htm
Hop Quality – A Brewer’s Perspective - Thomas H. Shellhammer Ph.D - Oregon State University.
Tout savoir sur le Houblon : http://brasserieduvallon.fr/tout-savoir-sur-le-houblon/
Les saveurs gastronomiques de la bière - David Lévesque Gendron & Martin Thibault - Éditions Druide : https://www.editionsdruide.com/livres/les-saveurs-gastronomiques-de-la-biere
The Oxford Companion to Beer - Oliver Garret - Oxford University Press
Brewing: Science and Practice - D E Briggs,P A Brookes,R Stevens,C A Boulton - CRC Press Book
Flavor, Fragrance, and Odor Analysis, Second Edition - Ray Marsili - CRC Press Book
Beer in Health and Disease Prevention - Victor R. Preedy - Academic Press
Mise à jour de références :
Les composés phénoliques du houblon, Humulus lupulus L. : Lutte contrela résistance microbienne et perspectives industrielle ori-nuxeo.univ-lille1.fr/nuxeo/site/esupversions/84a0d0d3-b5c8-4f10-9b38-735b56783205
Phenolic Compounds from Humulus lupulus as Natural Antimicrobial Products : https://europepmc.org/article/PMC/6472001
Why Humulinones are Key Bitter ConstituentsOnly After Dry Hopping: Comparison With OtherBelgian Style : https://dial.uclouvain.be/pr/boreal/object/boreal%3A227567/datastream/PDF_01/view
Fate of Bitter Compounds through Dry-Hopped Beer Aging. Why cis-Humulinones Should be as Feared as trans-Isohumulones? : https://dial.uclouvain.be/pr/boreal/object/boreal%3A227570/datastream/PDF_01/view
Consultez le catalogue des Houblons Hop France
V.F.

- Détails
- Catégorie : Conseils et techniques
L'IBU (International bitterness unit) permet d'estimer l'amertume des bières, il est facteur de la quantité de houblons et de sa concentration en acides alpha (α) et bêta (β). Formule : IBU = 10/3 x H x (A+B/9) (H:Houblon A:Alpha B:Beta)
Calculez en ligne vos besoins en Houblon en fonction des IBU recherchés, et l'IBU final en fonction des versements en houblon.
Les champs de couleur jaune sont modifiables - une fois complété, cliquez en dehors de la cellule ou sur la touche "Entrer" de votre clavier pour lancer le calcul.
Consultez le Catalogue des Houblons du Comptoir Agricole

- Détails
- Catégorie : Conseils et techniques
La pression interne d’une bouteille résulte de l’action combinée de nombreux paramètres. Chacun d’eux est important lorsqu’il est considéré seul, mais c’est surtout leur interaction qui peut devenir critique, particulièrement lorsque plusieurs facteurs approchent leurs limites maximales.
1. Type de bouteille et résistance mécanique
Toutes les bouteilles ne présentent pas la même tolérance à la pression. La résistance varie selon :
- l’épaisseur et la qualité du verre,
- les conditions de fabrication,
- la présence éventuelle de microfissures,
- l’usure liée au réemploi.
Une bouteille fragilisée peut éclater sous une pression pourtant acceptable dans des conditions normales.
2. Type de fermeture
La manière dont la pression est retenue dépend fortement du système de fermeture :
- capsule couronne,
- bouchon mécanique,
- bouchon liège + muselet.
Certains dispositifs emprisonnent davantage le CO₂, tandis que d’autres laissent s’échapper une très légère déperdition. Cela modifie directement le niveau de pression interne.
3. Variations de température
Une élévation de température augmente la pression interne. Même une variation modérée peut devenir dangereuse si d’autres facteurs sont déjà en limite haute.
4. Niveau de remplissage
Moins il y a d’espace libre dans la bouteille, plus la pression s’accumule rapidement. Le volume de tête joue donc un rôle d’amortisseur essentiel.
5. Taux de carbonatation (g/L)
Plus le niveau de carbonatation est élevé, plus la pression interne augmente. C’est l’un des paramètres les plus directement liés au risque de surpression.
6. Quantité de sucres résiduels ou ajoutés
Des sucres fermentescibles en bouteille entraînent une production complémentaire de CO₂. Une surdose ou un mauvais calcul du sucre de refermentation peut rapidement devenir critique.
7. Profil de fermentation et vitalité de la levure
- Une levure très active ou un surpitching produisent davantage de CO₂.
- Une fermentation arrêtée trop tôt laisse des sucres encore fermentescibles, prêts à relancer une activité en bouteille.
8. Stabilité microbiologique
La présence de micro-organismes indésirables peut déclencher une refermentation incontrôlée :
- levures sauvages,
- Brettanomyces,
- bactéries lactiques.
Elles consomment les sucres résiduels et peuvent augmenter la pression bien après l’embouteillage.
9. Degré d’alcool
Le taux d’alcool influence la dynamique de fermentation et, selon les cas, peut modifier la résistance globale du contenant ou la tolérance des levures.
10. Homogénéité du mélange avant embouteillage
Une mauvaise répartition du sucre, des malts ou du moût entraîne des écarts significatifs entre les bouteilles :
- certaines auront une pression normale,
- d’autres deviendront potentiellement dangereuses.
L’homogénéisation est donc cruciale.
11. Absence de mesures et de contrôles
Sans mesures fiables (densité finale, pesée précise du sucre, taux de carbonatation réel, volume exact), le risque de surpression augmente mécaniquement. Le contrôle analytique est un volet essentiel de la sécurité.
Il est fortement déconseillé de pousser l’un de ces paramètres à sa limite maximale. Lorsque plusieurs éléments sont déjà en zone haute, même une variation minime d’un autre facteur peut suffire à provoquer une surpression ou une explosion de bouteille.
La sécurité en bouteille repose donc sur un équilibre global plutôt que sur un paramètre isolé. Plusieurs facteurs proches de leurs maxima s’additionnent et créent une situation à risque, même si chacun d’eux, pris séparément, semble acceptable.
Précautions d’emploi des bouteilles de bière en verre
Importance du pourcentage de dégarni (espace de tête) et du niveau effectif de remplissage

- Détails
- Catégorie : Conseils et techniques
Le pourcentage de dégarni, c’est-à-dire l’espace de tête laissé entre le niveau du liquide et le haut de la bouteille, joue un rôle essentiel dans la sécurité et la qualité du conditionnement. En théorie, ce paramètre n’est pas critique à condition que la bouteille ait été correctement conçue pour le produit qu’elle doit contenir. Cela implique notamment le respect des spécifications liées au coefficient de dilatation du liquide, à sa teneur en sucre, à son niveau de carbonatation et aux sollicitations mécaniques possibles.
Lorsque le remplissage respecte scrupuleusement le niveau prévu pour le modèle de bouteille, le dégarni assure normalement un tampon suffisant pour absorber les variations naturelles de volume dues à la température ou à la pression interne.
Un niveau de référence défini à 20°C
La plupart des bouteilles dites « Récipient Mesure » couramment utilisées pour les bières, comportent un niveau de remplissage de référence gravé dans le verre. Ce repère est établi pour une température standard de 20°C.

Comme le volume du liquide varie en fonction de la température, le niveau réel doit être ajusté lors de l’embouteillage. On ajoute ou on retire quelques millimètres selon la courbe de dilatation du produit. Cette mesure se fait simplement à l’aide d’une réglette, en partant du buvant de la bouteille.
Une procédure de contrôle indispensable
Pour garantir la régularité du remplissage, il est nécessaire de formaliser un mode opératoire précis, incluant :
- le protocole de vérification du niveau,
- l’enregistrement systématique des résultats,
- la conservation de ces données.
L’embouteilleur doit également s’assurer du bon fonctionnement de l’ensemble des têtes de remplissage afin que chaque bouteille atteigne le niveau défini. Un écart répété sur une ou plusieurs têtes peut entraîner une série de non-conformités, voire des risques de surpression.
Interaction avec le bouchage
Le choix et la longueur du bouchon, notamment pour le liège, doivent être adaptés au volume laissé dans la bouteille. Un espace de tête insuffisant, combiné à la dilatation du liquide, peut provoquer une mise en contrainte mécanique excessive du bouchon. Dans certains cas extrêmes, cela peut aboutir à une expulsion du bouchon ou de la capsule.
Précautions concernant les canules de remplissage
Pour limiter les phénomènes de turbulence, de refus de remplissage ou de détérioration interne du goulot, il est recommandé d’utiliser des canules dont le diamètre ne dépasse pas le diamètre de brochage indiqué sur le plan bouteille, moins 1 mm. Le respect de ce diamètre maximum contribue aussi à éviter l’apparition de micro-particules de verre dans les bouteilles.
Quand le dégarni devient-il critique ?
Le dégarni prend toute son importance lorsque les conditions précédentes ne sont pas correctement respectées. Un espace de tête insuffisant combiné à une élévation de température peut conduire à une quasi-absence de vide d’air. Cela provoque alors une mise en pression hydraulique : dans ce cas, la pression interne n’est plus absorbée par l’espace de tête mais se reporte directement sur le système de bouchage.
Dans les cas extrêmes, cette surpression peut :
- faire sauter les bouchons ou capsules,
- déclencher des fuites,
- créer une instabilité du produit pendant le transport ou le stockage.
Précautions d’emploi des bouteilles de bière en verre
Les différents paramètres pouvant influer sur la pression à l’intérieur des bouteilles





2015-2026 - BtoBeer