- Détails
- Catégorie : Conseils et techniques
Les Utilités - Dossier Consommation Energie - Partie 2
Afin d'optimiser sa consommation énergétique, des moyens sont à mettre en œuvre au niveau de la chaufferie, du réseau de chaleur, de la production de froid, de la climatisation et de l'électricité.
Dans la première partie nous avons vu les principaux postes de consommations d'énergie dans une brasserie.
LA CHAUFFERIE
A ce stade, on estime qu’une part importante de la production de chaleur se perd sous trois formes :
- Pertes par les fumées
- Pertes par les parois
- Pertes par les purges
Aujourd’hui, les moyens mis en œuvre pour pallier à ces inconvénients sont :
Au niveau des fumées :
Le taux de CO2 doit être maintenu maximal en limitant au maximum l’excès d’air pour se rapprocher de la combustion stœchiométrique) excès d’air de 10 à 15 % avec le gaz naturel). La température des fumées doit être limitée, avec un maximum de 200°C, et un minimum de 150°C pour le gaz. On estime ainsi que les pertes moyennes sur l’année peuvent être réduites de 9%. Un suivi régulier avec des mesures ponctuelles permet le réglage des excès d’air.
Il peut être également conseillé d’installer des récupérateurs sur les fumées. Ce type d’échangeur, aussi appeler économiseur, permet d’abaisser la température des fumées en préchauffant l’air comburant ou l’eau d’alimentation. Le gain sur le rendement de la chaudière est de 3 à 4%.
Au niveau des parois :
- Calorifugeage des installations
- Le maintien en état et l’éventuelle rénovation de l’isolation thermique sont rapidement amortis
- Maintien sous pression des chaudières durant les arrêts de production inférieurs à 24 heures
Au niveau des purges :
La fréquence d’analyse d’eau de chaudière doit permettre de limiter les purges (appareillage de mesure en continu de la salinité en chaudière, ou détermination par analyses (une fois par poste de 8 heures)
L’énergie des purges peut être récupérée dans certains cas :
- Récupérer les eaux dans un ballon d’éclatement avec production d’eau à presque 100°C avec de la vapeur de revaporisation
- L’eau à 100°C peut servir à préchauffer l’eau d’appoint
- La vapeur de revaporisation peut-être réinjectée dans la bâche alimentaire
LE RESEAU DE CHALEUR
a/ Fuites de vapeur
La plupart des fuites de vapeur observées sont liées à l’usure de robinets, conduites et vannes.
Pour une vanne DN 20 laissant circuler une vapeur à 150°C pour une température extérieure de 20°C, et en l’absence de tout calorifugeage, sa déperdition thermique sera d’environ 0.2 kWh/h.
Pour une durée en maintien de 1 000 heures, cela représentera donc 200 kWh.
Il existe aujourd’hui des matériels isolants aisément démontables, sous forme de boîtes ou de matelas sanglés pour les calorifuger. Il est même possible de profiter de CEE (Certificats d’économie d’énergie) pour les financer.
b/ Détente de vapeur
La chaudière produit en général de la vapeur à une pression supérieure à celle admissible dans les échangeurs : la vapeur est alors détendue par un poste de détente.
L’usure de la détente peut se traduire per des surpressions à l’utilisation, avec détérioration des vannes de régulation, des échangeurs et purgeurs. Les conséquences peuvent être :
- Des fuites de vapeur
- Des pertes de condensats
- Des mauvaises régulations de température avec des incidence sur la qualité des produits
- Une usure prématurée des matériels
- Des situations éventuellement dangereuses pour le personnel
Le bon fonctionnement des postes de détente est donc un point important du maintien en état du réseau de vapeur.
La composition d’un poste de détente type est le suivant :
- Une vanne de détente, ou détenteur régulateur de pression, commandée à partir d’une prise d’impulsion en aval de la vanne
Si la régulation de pression doit être fine (pasteurisation par exemple), il est nécessaire de prévoir une vanne avec régulation pneumatique ; mais en général une vanne autonome est suffisante. Comme la plupart des vannes modulantes, la régulation n’est pas précise dans la plage de 0-20 % : pour ne pas surdimensionner la vanne, une bonne connaissance des besoins en vapeur est nécessaire (établie en général sur la montée en température de 1°C par minute sur le volume total du brassin), ou sur le taux d’évaporation maximum désiré en chaudière de houblonnage)
- Deux manomètres, un en amont, un en aval.
Le bon état du manomètre en aval est primordial puisqu’il permet de connaître lebon état de la vanne de détente, et éventuellement de régler le ressort pour ajuster la pression en sortie.
- Une soupape de sécurité, dont l’utilisation est à déterminer en fonction des surpressions admissibles en aval
- Un filtre et séparateur d’eau qui protège la vanne
- Deux robinets d’isolement permettant d’intervenir sur le détenteur sans vidanger les circuits ni faire tomber la pression
- Un bypass permettant de continuer à fournir de la vapeur en cas d’intervention sur le détenteur ; son usage doit être contrôlé, son inconvénient est qu’on oublie régulièrement de le fermer.
- En complément, un poste de désurchauffe est très souvent indispensable (une vapeur produite à 10 bar et détendue à 3 bar sera surchauffée, il faut donc la désurchauffer pour permettre un bon échange thermique)
RETOUR DES CONDENSATS
La température de condensation de la vapeur dans les échangeurs dépend de la pression de la vapeur, généralement comprise entre 2 et 8 bars. Après condensation de la vapeur (ce qui apporte le maximum d’énergie), une partie de la chaleur sensible contenue dans les condensats peut encore être échangée, en fonction du type d’échangeur, de la température du fluide chauffé, du purgeur, etc.
La température de rejet du condensat est donc très variable et difficile à contrôler.
En supposant que cette température soit en moyenne de 120°C, l’énergie perdue dans les condensats est de : 140 – 93 = 47 kWh par t de vapeur produite.
Ces pertes sont décomposées en :
- Condensats non retournés
- Purges de chaudière supplémentaires
- Pertes du réseau de retour des condensats
- Pertes de revaporisation lors de la mise à l’atmosphère
Ces pertes représentent de 6 à 9 % des besoins thermiques.
Pour être sûr de la qualité des condensats retournées, on peut envisager une installation de tri des condensats ; celle-ci sera constituée d’un capteur de conductivité sur le retour, permettant le déclenchement d’une alarme en cas de pollution accidentelle, voire le tri automatique par asservissement à une vanne 3 voies assurant la décharge à l’égout des condensats pollués.
La bâche de retour est généralement la bâche alimentaire. Afin de ne pas perdre l’énergie de revaporisation, correspondant à la chaleur sensible comprise entre 120 et 100°C, nous pouvons réinjecter les condensats directement dans la bâche alimentaire, non pas par le haut, mais en barbotage dans l’eau. Les limites d’une telle action sont :
- Distance entre les points de purge et la chaufferie, pas toujours compatible avec un retour direct en chaufferie ; si un bac tampon est nécessaire, la revaporisation aura lieu dans ce bac, à moins de le prévoir sous pression, avec des contraintes spécifiques ;
- Pressions très diverses et variables dans les conduites de retour, obligeant, pour éviter les coups de bélier et les contrepressions à mettre en place plusieurs réseaux en parallèle ; cette contrainte est d’autant plus forte que les points de purge sont éloignés de la chaufferie
- Limite de la température admissible en bâche alimentaire en fonction des pompes de la chaudière ; il faut en outre prendre garde à ne pas dépasser 100°C.
La récupération des condensats dans un bac sous pression permet de limiter la revaporisation en fonction de la pression choisie.
MOYENS A METTRE EN ŒUVRE
Utiliser une mallette de mesure du CO2 dans les fumées et leur température pour suivre le rendement de la chaudière
Comptabiliser l’énergie : suivre les compteur gaz et électrique de façon journalière ou chaque semaine
Compter l’eau entrant en chaudière ; aux purges près cette indication donne la production de vapeur
Connaître la température de la bâche d’alimentation et compter les volumes d’eau adoucie, permettant de vérifier le retour des condensats
Analyser fréquemment les eaux de chaudière pour déterminer le taux de purge optimal
Utiliser des eaux osmosées pour la chaudière
PRODUCTION DISTRIBUTION DE FROID
Le choix du fluide frigorigène est une donnée importante, compte tenu des températures demandées et celle des contraintes environnementales et réglementaires.
Le choix de ce fluide dépend avant tout de la température minimale de traitement (le meilleur étant à mon avis l’ammoniac, mais il est malheureusement décrié pour des raisons de sécurité, même si la quantité sur le site est limitée)
La consommation d’énergie électrique est liée à la température d’évaporation du fluide. Plus la température du fluide refroidi est basse, plus la consommation électrique pour une même production frigorifique sera élevée.
Le coefficient de performance d’un groupe froid indique la production frigorifique par unité d’énergie consommée. Ce coefficient est inversement proportionnel à l’écart entre la température de condensation et la température d’évaporation. On a donc intérêt à rechercher la température d’évaporation la plus haute possible (3 à 4 °C en dessous de la température minimale du fluide refroidi), et à l’inverse, la température de condensation la plus basse possible (fonction des conditions climatiques).
Un système de régulation sur un groupe de production de froid permettant d’avoir une basse pression flottante ou une haute pression flottante est à privilégier.
Il est important de vérifier de façon régulière :
- Le dimensionnement de l’évaporateur
- La charge en fluide frigorigène
- L’encrassement de l’évaporateur
- La teneur en glycol dans le circuit (ou autre)
- Le débit d’eau glycolée dans l’évaporateur
- Le dimensionnement du condenseur
- Le positionnement des tours de refroidissement : il est possible d’avoir une condensation à eau ou une condensation à air. La performance est meilleure avec de l’eau, mais cela engendre des contraintes liées au risque légionelle, peut-être pas toujours maîtrisable dans les microbrasseries
- La propreté des surfaces d’échange
- Le coefficient de performance donné par le constructeur
En cas de surdimensionnement de l’installation, le fonctionnement des auxiliaires peut être interrompu.
a/Possibilités de régulation
Compresseur à vis
A partir d’un moteur à vitesse variable, un compresseur à vis peut réguler, soit par paliers (de 25 à 33% en général), soit en continu, dans la plage de 10 à 100%.
Ceci est un avantage pour les moteurs de forte puissance, qui ne peuvent pas être arrêtés et démarrer trop souvent.
Un autre intérêt est le maintien d’une température glycolée constante, ce qui peut constituer un avantage pour la précision des refroidissements
Compresseur à pistons
A l’inverse, un compresseur à piston ne se régule généralement pas. Il est possible d’obtenir un fonctionnement par paliers, en jouant sur le nombre de pistons en marche, mais il est préférable de conserver un fonctionnement en tout ou rien., et de limiter les démarrages et arrêts par un volume tampon d’eau glycolée suffisant.
b/ Stockage de froid
Nous avons vu qu’un minimum de stockage d’eau glycolée était nécessaire pour éviter les démarrages et arrêts trop fréquents.
Par ailleurs, le stockage de froid permet de réduire les appels de puissance ; il limite le surdimensionnement de l’installation, ainsi que la puissance souscrite électrique.
Enfin il « efface »la demande électrique lors de périodes à coût élevé.
Le stockage de froid génère peu d’économies ‘énergie (le stockage de froid entraîne souvent une surconsommation d’énergie, en raison des pertes de stockage, mais aussi parce que souvent le stockage se fait à température plus basse, et nécessite donc une température d’évaporation plus basse, ce qui affecte le COP. Parfois, le fait de fonctionner surtout la nuit permet de rattraper en partie la perte de COP : la nuit, la condensation est plus facile, et on peut obtenir un meilleur COP si on a une pression flottante.).
Par contre, ce stockage permet une économie financière par une puissance souscrite plus faible et par l’utilisation de plages tarifaires avantageuses. Il s’agit donc de mener une étude au cas par cas en fonction de la politique tarifaire.
c/ Récupération de chaleur à la condensation
La chaleur évacuée au condenseur d’une installation frigorifique constitue une source de chaleur importante.
Elle peut être utilisée pour produire de l’eau chaude. Si on se limite à l’énergie de condensation, nous pouvons produire malheureusement que de l’eau peu chaude (environ 35 à 40°C) mais avec des volumes importants.
La récupération de la désurchauffe des vapeurs d’ammoniac permet de chauffer à plus haute température (50°C) un volume d’eau plus faible.
Enfin une pompe à chaleur permet éventuellement d’élever le niveau thermique de l’eau, une température de 60°C peut raisonnablement être atteinte, voire plus.
d/ distribution d’eau glycolée
Lors de la distribution, l’eau glycolée se réchauffe
- Par les échangeurs refroidisseurs
- Par les pompages (d’où la recherche de la limitation du temps de marche des pompes)
- Par les déperditions du réseau (inspection fréquente de l’installation et mise en place d’isolants performants)
MOYENS A METTRE EN ŒUVRE
- Compteur horaire sur chaque compresseur
- Comptage électrique des annexes
- Relevés réguliers des manomètres à l’aspiration et au refoulement
- Enregistrement de la température d’eau glycolée
- Température d’eau de condensation avant et après condenseur
PRODUCTION D’AIR COMPRIME
Nous rappelons simplement quelques règles élémentaires :
- Vérifier la pression nécessaire (1 bar de plus que le besoin exprimé = 20% d’énergie consommée en plus)
- Réduire au maximum les fuites du réseau d’air (circuler la nuit ou le week-end pour les détecter au bruit)
- Prévoir une taille de compresseur adaptée aux besoins
- Eviter les marches à vide qui finissent par consommer au final beaucoup d’électricité :
- La consommation en marche à vide représente de 15 à 40% de la puissance en charge
- Le rendement moteur est réduit à faible charge
- Le facteur de puissance est mauvais à vide, ce qui peut entraîner des pénalisations.
L’emploi d’horloges arrêtant complètement le moteur permet de réaliser des économies : ceci nécessite une réserve d’air importante afin de limiter les arrêts et les démarrages trop fréquents. Ceci est d’autant plus vrai que le moteur est de forte puissance (système de gestion avec des temporisations).
Si possible, arrêter complètement les compresseurs durant la nuit et le week-end ; ceci peut passer par une réserve d’air comprimé permettant le fonctionnement de la centrale froid, qui est souvent le seul poste exigeant de l’air comprimé lors de ces périodes.
Les points d’attention sont les suivants
a/ refroidissement des compresseurs
La récupération de la chaleur lors du refroidissement des compresseurs d’air peut être envisagée (nécessite déjà une certaine taille)
b/ qualité de l’air
Choisir de bons filtres (pertes de charge importantes
c/ Autres possibilités
Celles-ci sont indiquées avec une estimation des économies envisageables sur ce seul poste, réduction exprimée en % de la consommation totale
- Optimiser les compresseurs à un compresseur monoétage (15 à 25 % de gains)
- Entretenir de façon soignée les clapets et pistons (voir la notice des constructeurs) (5%)
- Aspirer de l’air froid est plus efficace : chercher de l’air extérieur plutôt que l’air déjà souvent chaud de la salle des compresseurs
- Adapter le type de régulation au fonctionnement (4%)
- Réduire de 0,5 bar la fourchette de régulation par l’utilisation de capteurs sensibles 10 – 15 mbar (3%)
- Choisir un compresseur performant (la consommation normalisée varie de 0.08 à 0.12 kW/m3/mn (30%))
CLIMATISATION ET CHAUFFAGE DES LOCAUX
L’isolation des bâtiments doit être correcte.
Une fois les investissements réalisés, la réduction des consommations est surtout une affaire de sensibilisation et de discipline du personnel :
- Arrêts et démarrages en fonction de l’occupation des locaux (mise en place d’horloges, avec arrêts automatiques)
- Le redémarrage peut s’effectuer en manuel
Le gain de telles mesures est fortement lié au degré de discipline du personnel (10 à 20 % sur ce poste)
- Temps d’ouverture des portes à limiter (portes à tambour)
- Températures de consigne non exagérées
ECLAIRAGE
Lors de la conception, les besoins d’éclairage peuvent être fortement réduits par la présence de fenêtres permettant un bon éclairage naturel.
La mise en place d’horloges peut ici aussi entraîner des économies ; on pourra utilement moduler les puissances appelées en fonction de l’importance de l’éclairage naturel.
La recherche de sources lumineuses à faible consommation est à favoriser.
EAU
La plupart des sources de surconsommation d’eau découle de l’absence de régulation de débit ou de marche -arrêt (voir un simple pistolet si manuel) et de comptage.
D’autre part nous avons pu remarquer qu’une forte consommation d’eau implique généralement une plus forte consommation d’énergie, d’où l’étude de des consommations d’eau systématiquement en même temps que le bilan énergétique de l’entreprise.
Les régulations et les arrêts-démarrages sont souvent manuels ; un minimum d’automatisation ou de moyens pour éviter les dérives peuvent permettre des économies très importantes.
Avec ceci, un certain nombre de mesures à prendre :
MOYENS A METTRE EN ŒUVRE
- Mettre en place de pistolets pour le lavage des sols, des carters des machines et des cuves
- Définir les procédures de lavage et de stérilisation
- Régler les débits
- Mettre en place des automatismes commandant l’admission d’eau
- Mettre en place des compteurs
- Mettre en place des recyclages si possible
- Réutiliser l’eau vers des usages moins nobles après un premier usage
(Voir la gestion des eaux chaudes au brassage)
ELECTRICITE
La réduction des consommations électriques peut prendre trois formes :
- Réduire les besoins : en particulier,
- Réduire les besoins frigorifiques (voir le paragraphe correspondant),
- Réduire les besoins en air comprimé (essentiellement réduction des fuites)
- Réduire les puissances appelées : si l’on excepte l’éclairage, la plupart des consommations électriques proviennent de moteurs ; contrairement à un débit d’eau ou de vapeur, que l’on peut diminuer si on les juge trop élevés, la puissance électrique appelée par un moteur est difficilement réductible même si le moteur est surdimensionné.
Un moteur de pompe surdimensionné se traduira souvent par une surconsommation d’électricité, avec soit un débit trop important, soit une perte de charge créée artificiellement par une vanne pour obtenir un débit voulu.
- Réduire le temps de fonctionnement des moteurs : le moteur est analogue à celui des ouvertures et fermetures des robinets d’eau ; la commande de démarrage et d’arrêt est souvent manuelle, et dans ce cas, les moteurs sont appelés à fonctionner inutilement.
Ici encore, quelques automatismes permettent d’éviter des surconsommations.
Nous avons vu l’exemple des pompes de circulation d’eau des laveuses de bouteilles qui peuvent être arrêtées pendant les arrêts prolongés de la machine.
En effet, il est nécessaire que l’entreprise se pose la question du dimensionnement et de l’utilité de chaque moteur
- Utiliser des moteurs à haut rendement, pour ceux qui ont une durée d’utilisation conséquente.
- Utiliser des variateurs de vitesse, d’autant plus que la baisse de leur coût autorise aujourd’hui un usage très large de ceux-ci.
COMPTABILITE DE L’ENERGIE
a/Objectifs
Les objectifs liés à la mise en place d’une comptabilité de l’énergie sont multiples :
- Etablir des ratios et des consommations spécifiques
- Rendement de machines ; par exemple le rendement de la chaudière, le coefficient de performance du groupe froid
- Coûts spécifiques : par exemple coût de la tonne de vapeur, du m3 d’eau traitée, de la frigorie produite
- Consommations spécifiques d’une opération élémentaire : par exemple consommation de vapeur pour la cuisson du moût, consommation de froid lors du refroidissement du moût…
- Détecter les dérives de fonctionnement des appareils permettant une intervention immédiate pour remédier aux défaillances
Par ailleurs une dérive par rapport aux consignes données peut avoir d’autres conséquences qu’une simple surconsommation énergétique, ainsi par exemple :
- Une mauvaise régulation de la température en laveuse de bouteille peut entraîner des surconsommations de soude ou des casses de bouteilles plus importantes
- Une surconsommation de vapeur au brassage peut traduire une mauvaise régulation de température ou une évaporation trop poussée, avec des incidences sur la qualité du produit
- Un mauvais coefficient de performance des groupes froid peut indiquer un encrassement d’échangeur, précédent souvent une corrosion, ou un problème sur le compresseur ; la détection rapide de tels incidents permet d’allonger la durée de vie des équipements
En fait les consommations d’énergie et certaines valeurs qui leur sont liées (température, pression, débits) sont des paramètres de fonctionnement constituant des indicateurs de bon fonctionnement, leur suivi doit être ainsi intégré dans une « comptabilité analytique », dont l’enjeu va bien au-delà des simples économies d’énergie
Sensibiliser le personnel : ceci est clairement démontré par l’expérience, il suffit de compter pour que les consommations diminuent (souvent vers les 10%) ; la comptabilité démontre et rappelle à tout moment que des économies peuvent être réalisées avec simplement un peu de discipline, et les comportements se modifient en conséquence.
On peut motiver le personnel par la définition d’objectifs, ou tout au moins le rappel périodique de consommations de « référence ».
Il faut cependant prendre garde à ne pas inverser les priorités ; il ne faut pas par exemple que la diminution d’eau lors des lavages se fasse au détriment de la qualité du nettoyage.
b/ Mise en place
La mise en place d’une comptabilité doit être étudiée au cas par cas en fonction des critères suivants :
- Les priorités et d’une façon générale, la « culture » de l’entreprise. Il faut en particulier procéder par étapes et ne pas imposer d’un seul coup une comptabilité détaillée ; d’une part l’investissement serait considéré comme trop élevé, et d’autre part la prise de conscience des enjeux ne peut se faire que petit à petit, à partir des points les plus sensibles
- L’existence de capteurs déjà existants et leur fiabilité. De nombreux capteurs en place sont en effet défaillants ; selon le cas l’information est utilisable ou non ; démarrer par eux limite les investissements
- Les coûts de l’énergie et le ratio coût de l’énergie/prix de revient
- Les compétences du personnel et leur disponibilité
- Par ailleurs, le suivi des informations et la détermination des actions à réaliser doivent être confiés à une personne possédant la responsabilité et les moyens nécessaires ; sans quoi la comptabilité risque de se traduire par une accumulation passive de données, sans réel impact.
MOYENS A METTRE EN ŒUVRE
- Compteurs horaires de fonctionnement des postes les plus importants
- Compteurs électriques
- Les compteurs de vapeur sont actuellement d’un coût prohibitif pour les microbrasseries, mais le bilan peut être réalisé avec un comptage de l’eau d’alimentation de la chaudière
- Compteurs d’eau par atelier
- Voir en complément le guide « Plan de comptage dans les industries agro-alimentaires » , édité par le CETIAT, auquel a participé l‘auteur de cet article : https://www.cetiat.fr/fr/deploiement-de-plans-de-comptage-energetique-dans-les-industries-agroalimentaires
- Etablir un bilan de la consommation d’énergie de la salle à brasser et le comparer au théorique des besoins
- Mesurer ponctuellement la consommation d’eau des lavages, des laveuses et pasteurisateurs, du refroidissement des machines, etc.
- Mesures ponctuelles de diverses consommations électriques par watt-métrie (air comprimé, gros moteurs, …)
- Faire un bilan de la consommation de CO2
FINANCEMENT DES OPERATIONS D’ECONOMIE D’ENERGIE
Certificats d'économies d'énergie (CEE)
Les certificats d’économies d’énergie ont pour but d’inciter les fournisseurs d’énergie à promouvoir les économies auprès de leurs clients. Ces fournisseurs ont l’obligation de réaliser des économies d’énergie et plusieurs moyens sont à leur disposition : faire des économies sur leurs propres installations, inciter leurs clients par de la sensibilisation ou des aides financières ou encore en achetant des certificats d’énergies revendus sur le marché.
Le microbrasseur qui réalisera des économies d’énergie se verra délivrer un certain nombre de certificats en fonction des kWh économisés et pourra les revendre à ces fournisseurs.
Les CEE sont comptabilisés en kWh CUMAC d’énergie finale économisée. L’abréviation CUMAC provient de la contraction de « cumulé » et « actualisés » car le kWh est ramené à la durée de vie du produit et actualisé au marché. L'actualisation consiste à accorder moins d'importance au kWh économisé dans le futur (et ce d'autant plus que le taux d'actualisation est élevé). Cela permet de comparer des mesures qui font économiser beaucoup tout de suite et des mesures qui font économiser peu mais sur une longue durée.
Dans la pratique cela revient à imaginer ce qui aurait été consommé si les actions n’avaient pas été entreprises.
Concrètement il faut multiplier par 8 les économies annuelles pour obtenir l'économie CUMAC sur 10 ans.
Ces informations sont disponibles également sur le site ATEE/rubrique industrie, avec les explications des modes de calcul des kWhcumac (différents pour chaque fiche) : https://atee.fr/efficacite-energetique/club-c2e/fiches-doperations-standardisees/industrie
Le prix du KWhcumac dont dépend le montant de la subvention varie suivant le nombre d'opération effectuées (suit l'offre et la demande entre les obligés qui cotisent et les industriels qui mènent des opérations de sobriété énergétique subventionnées) : https://www.emmy.fr/public/donnees-mensuelles?selectedYearCee=2020&precarite=false&selectedYearCotation=2020#graphic-cotation
Actuellement nous sommes aux alentours de 8€/ MWhcumac, ce qui est très élevé, donc des subventions potentielles importantes pour les microbrasseurs
En ce qui concerne le secteur particulier de la brasserie, je citerai les fiches suivantes comme les plus pertinentes :
Fiche IND-UT-117 - Récupération de chaleur sur groupe froid
Fiches IND-UT-115 et 116 - Régulation HP et BP flottante groupe froid
Fiche IND-UT-104 - Economiseur sur chaudière vapeur
Fiche IND-UT-105 - Brûleur micro modulant sur chaudière industrielle
Fiche IND-UT-125 - Traitement d’eau performant sur chaudière vapeur
Fiche IND-UT-135 - Free-cooling en remplacement de groupe froid
Fiche IND-UT-121 et 131 - Isolation des réseaux vapeur (points singuliers et isolations parois cylindriques)
Fiche IND-UT-114 - Variateur de vitesse sur moteurs asynchrones
L’ensemble des fiches peut se trouver à l’adresse suivante : https://atee.fr/efficacite-energetique/club-c2e/fiches-doperations-standardisees/industrie
Le fonds chaleur
Il est également pertinent de citer le fond chaleur pour les opérations de récupération d'énergie thermique. Attention, ce fond permet une subvention entre 30% et 50% du prix des équipements avec main d'œuvre suivant la taille de l'entreprise. Chaque dossier est étudié par l'ADEME et soumis à un certain nombre de critères (par exemple, la récupération de chaleur d'un procédé sur elle-même ne peut pas être éligible, l'ADEME considère que c'est du bon sens).
Mise à Jour :
Décret n° 2020-1361 du 7 novembre 2020 instaurant une aide en faveur des investissements de décarbonation des outils de production industrielle :legifrance.gouv.fr/loda/id/LEGIARTI000042507596/
Franck Jolibert - Ingénieur Brassicole
N'hésitez pas à contacter l'auteur pour tout conseil relatif -

- Détails
- Catégorie : Conseils et techniques
Dossier Consommation Energie - Partie 1
Maîtriser l’énergie, donc préserver les ressources naturelles et l’environnement (effet de serre notamment) est une priorité pour les industriels et artisans, donc naturellement pour les microbrasseurs. Cela implique en particulier un meilleur suivi de ses consommations, une meilleure efficacité énergétique dans les systèmes et procédés, avec éventuellement la mise en œuvre de certaines technologies.
Cet article a pour objectif le rappel des précautions à prendre dans le domaine des économies d’énergie, à destination principalement des microbrasseurs.
CONSOMMATIONS D’ENERGIE
Le ratio moyen de consommation d’énergie thermique est de 45 kWh/hl de bière (données Franck Jolibert tirées de ses études)
Ce ratio évolue entre 30 et 100 kWh/hl . Cette variabilité est due aux modes de brassage, au choix du type de pasteurisation s’il y a, des équipements utilisés ainsi que des techniques économes en énergie mises en œuvre (notamment la condensation des buées du brassage).
Les niveaux énergétiques dont nous avons besoin est 100°C avec l’ébullition lors de l’houblonnage, 80°C pour l’essentiel des besoins en eaux chaudes.
Le froid nécessite un réseau allant de – 2°C à + 8°C (fermentation haute ou basse, soutirage isobarométrique ou pas …)

Niveaux énergétiques d’une brasserie Source: Opportunities and barriers for efficient energy use in a medium-sized brewery : Barbara Sturm; Stephan Hugenschmidt; Sharon Joyce; Werner Hofacker; Anthony P.Roskilly - Applied Thermal Engineering ; Volume 53, Issue 2, 2 May 2013, Pages 397-404
Par exemple, pour une brasserie de 30 000 hl/an, les consommations réelles d’énergie sont les suivantes :
- Gaz naturel : 1 750 000 kWh PCI soit 58 kWh/hl de bière
- Electricité : 900 000 kWh soit 30 kWh/hl
La répartition des consommations thermiques est ainsi la suivante :
- Salle à brasser : 40 % (entre 20 et 50 % en termes de ratio brasserie) dont souvent la moitié pour l’houblonnage
- Chauffage des locaux : 8% (jusqu’à 10%)
- Conditionnement : 17 % (25 à 30 %)
- Lavages et nettoyage : 15 %
- Pertes chaufferie et distribution : 20 %
Ratios de consommation thermique en fonction des principales opérations unitaires
Pour le brassage : 15 kWh/hl, pouvant être ramené à 7 kWh/hl
Ceci va dépendre du taux d’évaporation à la chaudière d’ébullition ou d’houblonnage (taux pouvant passer de 3 à 10%) :
- La pasteurisation tunnel est un poste de consommation d’énergie thermique élevé (il se développe faiblement dans les microbrasseries) de 10 à 17 kWh/hl
- Le lavage des bouteilles consignées : 4 à 15 kWh/hl
- L’enfûtage (lavage/stérilisation) a besoin de 5 à 7 kWh/hl
Le ratio moyen de consommation d’énergie électrique est de 15 kWh/hl (entre 8 et 30 kWh/hl).
Le premier poste des besoins est la production de froid (30 à 40%), puis les lignes d’embouteillage, (15 à 35%), le brassage (10 à 15 %) puis les utilités (air comprimé, CO2…)
Répartition des consommations électriques
Production de froid : 35 % (30 à 40%)
Embouteillage/conditionnement : 25 % (15 à 35%)
Brassage : 4% (10 à 15%)
Vapeur (pompes, ventilateur) : 5 %
Eaux: 5 à 15 %
Air comprimé : 2 à 8 %
Divers (éclairage, entretien…) : 4% à 20 % (dont la récupération du CO2)
Les principales techniques d’économie d’énergie à mettre en place sont les suivantes :
- Mettre au maximum en œuvre les isolations thermiques
- Récupérer l’énergie sur les vapeurs d’ébullition pour la production d’eau chaude
- Echanges thermiques entre produits sortant chauds et produits entrants
- Optimiser le taux d’évaporation, le traitement de pasteurisation (nombre d’unités de pasteurisation à appliquer), le traitement de lavage (unités de lavage des bouteilles)
- Optimiser les procédures de nettoyage, notamment les eaux chaudes

Source : Opportunities and barriers for efficient energy use in a medium-sized brewery
PROCESS BRASSICOLE
SALLE A BRASSER
Comme nous l’avons vu, le brassage représente la plus grande part des consommations énergétiques, notamment thermiques.
Nous ne détaillerons pas les possibilités d’économie d’énergie électriques, celles-ci étant détaillées au niveau des utilités, que ce soit au niveau des équipements : moteurs économes, variateurs de vitesse, groupes de froid pour le refroidissement du moût, etc.
Il en est de même pour l’étape de fermentation, pour laquelle nous rappelons que l’isolation des cuves permettra une bonne réduction des besoins en frigories.
Nous nous attacherons principalement à celles concernant les aspects thermiques.
Le ratios kWh / hl de moût produit varie de façon très importante d’un site à un autre ; car il dépend essentiellement du mode de process choisi : décoction, infusion, taux d’évaporation, séquençage des fabrications (il vaut mieux produire 5 brassins d’affilé, que 5 fois un brassin par jour nécessitant le réchauffage de toute la masse d’acier des équipements.
Le ratio qui peut être plus parlant pour une comparaison plus juste est le ratio kWh / 100 kg de sucres (approximativement le degré Plato : 1 °P correspond à 1 g de matière sèche soluble (essentiellement le sucre) pour 100 g de moût).
Ceci permet d’introduire les notions de rendement au brassage et surtout à la filtration.
Ainsi un filtre presse comparé à une cuve filtre permet, pour une consommation d’énergie plus faible, un meilleur rendement sucre final (15 % de gains).
Les recettes devront donc être définies pour tenir compte des consommations énergétiques qu’elles nécessitent, ceci en lien direct avec les émissions de gaz à effet de serre. Par contre des conséquences sont possibles sur les caractéristiques physico-chimiques et organoleptiques du moût et de la bière obtenus.
Une simple infusion sera moins énergivore qu’une infusion à paliers multiples, et cette infusion à paliers multiples sera moins énergivore qu’un brassage à décoction.
Le taux d’évaporation et la durée du houblonnage auront également des incidences fortes sur les consommations, sachant que des minima sont à observer pour des raisons qualitatives.
Ce fichier Excel reprend et détaille l’ensemble des points auxquels il faut penser étape par étape. Celui-ci sera mis à jour et complété dans les années à venir.
Le brasseur devra donc assurer ses propres choix en lien avec la bière qu’il souhaite produire.
Sur l’aspect purement énergétique ; le fait de monter en température jusqu’à 100°C, et d’évaporer 3 à 8 % du volume de moût engendre donc forcément une consommation d’énergie. Il faut donc, pour les réduire, optimiser au maximum les récupérations énergétiques :
Refroidisseur de moût
Sur le refroidissement du moût, permettant de produire de l’eau chaude servant à l’empâtage et à la filtration : prévoir suffisamment de plaques d’échangeur et vérifier le dessin de celles-ci pour permettre un échange meilleur
Prévoir un dimensionnement suffisant pour réaliser le refroidissement dans un temps assez court
Le moyen de vérifier le bon ajustement de cet équipement qui est le cœur de la brasserie est de connaître le volume de la bâche à eaux chaudes à 80°C : généralement, il est insuffisant ce qui entraîne une perte d’eaux chaudes. Il faut envisager au minimum un volume correspondant à 3 fois le volume du brassin.
Buées du brassage
Les buées de l’étape d’houblonnage doivent être condensées afin de préchauffer le moût avant l’houblonnage ou pour produire des eaux chaudes complétant celles-obtenues lors du refroidissement du moût.
D’autres techniques existent mais ne sont pas appropriées aux microbrasseurs (nombre de brassins annuels trop faible pour permettre un bon investissement)

Cuve d’ébullition équipée d’un condenseur de vapeur (non pressurisé) ainsi que d’une cuve de stockage d’eau chaude (5) et d’un préchauffeur de moût avant ébullition (3) (Vollhals, 1994) ; 1- cuve collectrice de moût, 2- cuve d’ébullition, 3- échangeur préchauffeur de moût, 4- condenseur de vapeur, 5- cuve de stockage d’eau chaude
Isolation
Les équipements de la salle à brasser sont relativement lourds et avec une surface conséquente, il faut donc prévoir une bonne isolation pour réduire au maximum les déperditions surfaciques, le process étant long.
Plus les cadences baissent, et plus les consommations énergétiques « captives » (déperditions, pertes par mauvais régulation, chauffage des pièces métalliques …) deviennent importantes.
NETTOYAGES
La part du nettoyage dans les consommations thermiques est importante bien que cela soit difficile à déterminer. C’est un process à part mais absolument nécessaire à la qualité des produits.
Les récupérations énergétiques devraient permettre de profiter d’un volume d’eau chaude conséquent. Le choix d’une bonne procédure de nettoyage et de rinçage est nécessaire, utilisant à la fois la température, la durée, la concentration en produit de nettoyage, la pression de nettoyage…
Une régulation permettant de s’assurer de la bonne durée (en général 20 minutes), et d’un bon recyclage des solutions de nettoyage est à prévoir.
SOUTIRAGE EN ISOBAROMETRIQUE
La température de soutirage est fixée en fonction du taux de saturation souhaitée et de la pression. Elle est en général nettement inférieure à la température ambiante, et entraîne une consommation importante de froid nécessaire pour refroidir l’eau et le sirop.
Plus la pression est basse, plus il est possible de soutirer à température élevée, et donc d’éviter une consommation de froid. La pression est limitée par les risques de moussage, les possibilités de la soutireuse, se traduisant par une usure plus rapide de la machine.
Une fois déterminée la pression admissible, il convient de choisir la température la moins basse possible en fonction du taux de saturation, chaque boisson ayant sa propre consigne.
Or, il arrive que par simplification, une seule consigne soit fixée, nécessairement la plus basse : cette pratique entraîne donc le refroidissement à une température inutilement basse d’une partie des productions.
Autre facteur entraînant des surconsommations de froid : la maîtrise insuffisante de la saturation qui se traduit souvent par une sursaturation en CO2 des boissons, d’où nécessité de soutirer à température encore plus basse.
En outre, la sursaturation se traduit par une perte de CO2.
En résumé, les actions à mener sont :
- Détermination de la pression admissible
- Contrôle de la saturation, limitation des sursaturations
- Détermination pour chaque boisson d’une température de consigne propre
LAVAGE DES BOUTEILLES
La part des consommations d’énergie pour le lavage des bouteilles est importante pour ceux qui le pratiquent ou le pratiqueront. De plus il est consommateur d’eau (de 0,7 à 2,7 hl d’eau /hl de bière).
Les consommations d’eau, de vapeur et d’électricité dépendent directement de la conception de la machine ; il s’agit donc, au moment de l’achat de cette machine, d’inclure dans les critères de choix ces consommations qui représenteront un coût d’exploitation important.
En dehors de la conception de la machine, un certain nombre d’incidents, dysfonctionnements ou difficultés d’exploitation peuvent se traduire par des surconsommations ; il est généralement possible d’y remédier, à condition de pouvoir identifier les causes.
Seuls un minimum de comptages, ainsi qu’un suivi régulier des indications permettent de connaître la machine et de détecter toute dérive ; en l’absence de comptage, des mesures ponctuelles mettront en évidence un fonctionnement anormal, mais ne peuvent pas toujours permettre d’en déterminer l’origine.
a- comptages de base
Un compteur d’eau constitue un équipement minimum ; en effet, tout dysfonctionnement se traduira par une augmentation de la consommation d’eau.
Les relevés de ce compteur doivent se traduire par l’établissement de ratios de consommation par heure et par hl ou pour 1000 bouteilles.
Attention néanmoins à tout fonctionnement à vide de la machine qui est impérativement à proscrire.
Des enregistreurs de température, ou du moins des indicateurs de température sont utiles pour contrôler le respect des températures dans les divers bains.
b- Choix des consignes de température
La température des bains de soude est déterminée en fonction de :
- L’état de propreté des bouteilles
- La présence de stanioles et d’étiquettes à décoller et de la qualité de la colle utilisée
- Des caractéristiques de la laveuse tout en tenant compte du temps de séjour des bouteilles dans chaque bain (efficacité mécanique du mode d’injection ou du trempage)
- Des concentrations de soude dans les bains
Des températures inutilement hautes se traduisent par :
- Une augmentation des déperditions thermiques
- Souvent une augmentation de la consommation d’eau pour maintenir les bains de rinçage à une température permettant un bon refroidissement des bouteilles
- Un effilochage des étiquettes
- Une plus grande case de bouteilles par choc thermique
Par contre une température trop basse se traduira par un lavage moins efficace, risquant d’entraîner une surconsommation de soude.
L’expérience montre qu’une température de 75°C est le plus souvent suffisante : il appartient à chacun de déterminer sa propre consigne optimale en fonction de la machine, des caractéristiques de la colle, de l’état de propreté des bouteilles, et du coût de la soude. La détermination de l’optimum suppose un minimum de suivi des consommations d’énergie, mais aussi une comptabilité de la soude consommée.
Il convient de prendre toutes les dispositions pour protéger les régulateurs en armoire, afin d’éviter toutes dérives de ceux-ci.
Devant la difficulté de calorifuger les laveuses elles-mêmes, il peut être envisager de transférer les solutions de soude dans des cuves isolées pour stockage la nuit ou le week-end.
A noter une autre raison pour le transfert des solutions de soude dans une cuve : la décantation pour récupérer celle-ci et éliminer la plus grande partie des salissures. L’intérêt est alors la récupération de soude.
c- Réduction des consommations d’eau
L’injection d’eau neuve se fait dans les bacs de rinçage ; un certain volume minimum d’eau neuve est nécessaire pour annuler toutes traces de soude dans les bouteilles avant soutirage.
La consommation d’eau influe directement sur la consommation de vapeur. L’eau neuve refroidit les bains de rinçage et limite donc la récupération thermique vers le prélavage ; il faut alors plus de vapeur pour maintenir l’eau de prélavage en température ; en effet un prélavage à trop basse température se traduit par un choc thermique lors de l’arrivée des bouteilles dans les bains de soude à 75°C, et une casse importante.
Par contre certaines machines sont équipées de buses d’aspersion mobiles, qui suivent la bouteille durant son transfert dans la laveuse ; l’eau est ainsi utilisée de façon beaucoup plus efficace et la consommation peut être nettement diminuée.
Lors des nombreux arrêts de production :
- Incidents sur les convoyeurs
- Capacité de la laveuse supérieure à celle de la ligne, d’où un fonctionnement par à-coups de la laveuse
- Changements de boissons ou de format de bouteilles
Il est impératif d’équiper chaque laveuse d’une vanne automatique interdisant l’admission d’eau lors de ces arrêts
L’économie générée est telle par rapport à la faiblesse de l’investissement que cette mesure ne se discute pas.
Certains bacs peuvent en complément être équipés de vannes manuelles. Il convient de s’assurer de leur bonne fermeture.
MOYENS A METTRE EN ŒUVRE
- Noter les températures des bains
- Compter l’eau d’appoint
- Mesurer ponctuellement la température des rejets
PASTEURISATION
La part de la pasteurisation dans les consommations d’énergie de l’entreprise est très dépendante du type de production.
a- Choix des températures de consigne des bains
Il convient de ne pas fixer des consignes inutilement élevées, qui se traduisent par des consommations élevées et un traitement néfaste pour la qualité (revoir le calcul des UP (unités de pasteurisation)
b- Consommation d’eau et de vapeur
La qualité de la récupération thermique dépend en grande partie de la conception de la machine, en particulier des temps de séjour dans chaque bain.
A l’inverse des laveuses de bouteilles où l’eau est une consommation inévitable, puisqu’il faut bien un apport d’eau propre, l’appoint d’eau froide dans un pasteurisateur doit pouvoir être limité.
Une machine bien gérée doit se traduire par un appoint d’eau faible, de 0 à 1 m3/h.
Comme dans le cas des laveuses de bouteilles, le comptage d’eau est un équipement qui devrait être généralisé afin de détecter un grand nombre de dysfonctionnements :
- Régulation défaillante, vanne fuyarde
- Mauvaise orientation des buses d’aspersion
- Echanges croisés entre bains
Dans la seconde partie nous verrons les utilités et les moyens à mettre en oeuvre
Retrouvez ici le Calcul des besoins calorifiques et frigorigiques
Franck Jolibert - Ingénieur Brassicole
N'hésitez pas à contacter l'auteur pour tout conseil relatif -
Téléchargez la check liste (excel)
Sources/ref :
Opportunities and barriers for efficient energy use in a medium-sized brewery : https://doi.org/10.1016/j.applthermaleng.2012.05.006
Energy Usage, GHG Reduction, Efficiency and Load Management Manual - Brewer Association : https://www.brewersassociation.org/attachments/0001/1530/Sustainability_Energy_Manual.pdf
MAJ 2022
Etude d’une modification du processus de brassage de la bière : google.com/file/d/1s218dRW8y3v0YDZplOHDI_KBp-zieZuq/view?fbclid=IwAR0JRFHxwyLYfGgrRBHjZo0Rm0NEJPejOZk_74zi5insspNUg6ecM0BGi1k
Hausse des prix de l’énergie : les dispositifs d’aide aux entreprises : economie.gouv.fr/hausse-prix-energie-dispositifs-aide-entreprises

- Détails
- Catégorie : Conseils et techniques
Florian Antoine présentait le 12 octobre un webinaire dédié aux nouvelles levures Lallemand Brewing pour les bières acides "sour" et IPA, ainsi que les bonnes pratiques de leurs brassages. Retrouvez la vidéo ci-dessous.
Bières acides
La levure WildBrew™ Philly Sour permet d’obtenir des bières acides "sour beers" en produisant de l’acide lactique en fermentation primaire. Cette méthode diffère en termes de procédés et de rendu de l’acidification en cuve d’ébullition, généralement réalisée avec les bactéries WildBrew Sour Pitch™ et WildBrew Helveticus Pitch™. Point sur les bonnes pratiques concernant le brassage de bières acides.
Bières IPAs
Les différentes solutions proposées par Lallemand Brewing pour brasser des IPA avec, notamment la levure LalBrew Verdant IPA™, ainsi qu'un point sur la biotransformation peut améliorer le rendu aromatique des houblons dans vos bières.
Consultez le catalogue Lallemand

- Détails
- Catégorie : Conseils et techniques
Les Micro-Bières ou NABLABs, de l’anglais “Non alcoholic and low alcoholic beers”, bières sans alcool ou faiblement alcoolisées, sont une des tendances en pleine expansion (estimée à 20% du marché en 2025) auprès des consommateurs qui souhaitent des bières goûteuses, sans trop subir les effets de l’alcool. Surnommées « micros » (micro IPA, micro Pale,…), voire « super sessions », apparentées parfois aux bières de table, elles ont un degré d’alcool compris entre 0° et 3°, contre 3° à 5° pour les sessions.
Si certaines techniques industrielles de suppression de l’éthanol nécessitent des investissements conséquents (distillation sous vide, osmose inverse, désalcoolisation…), de nouvelles méthodes sont possibles pour faciliter ces productions dans les brasseries artisanales. La réalisation de bières faiblement alcoolisées dépend des malts utilisés et de leurs températures de brassage, de la densité du moût, des levures et de leur fermentation, afin de pallier certains défauts d’arôme et de flaveur, de corps ou de sucrosité.
Choix des Malts & les aldéhydes
En partant de la littérature et des recherches déjà disponibles sur les températures de brassage, Lallemand Brewing présente une méthode qui vise à maximiser le niveau de dextrines (sucres non-fermentescibles) dans le moût et à limiter le niveau de sucres fermentescibles. Un premier élément très important est le choix des malts :
- Des malts spéciaux (type cara) qui contiennent plus de sucres non fermentescibles et apportent flaveurs et corps à la bière.
- Des malts alternatifs comme l’avoine qui apportent saveurs et contiennent des antioxydants
- Dans les deux cas, des malts contenant peu d’aldéhydes responsables des faux goûts dans la bière et beaucoup plus détectables encore dans les NABLABs : acétaldéhyde mais aussi butanal, hexanal, pentanal, méthylbutanal, méthylpropanal.
C’est pourquoi le bulletin d’analyse des malts doit être lu et interprété.
Brassage à haute température : sucres fermentescibles et non fermentescibles
Afin de modifier la fermentescibilité du moût, un brassage à haute température permet d’inactiver un maximum d’enzymes bêta-amylase, qui génèrent la grande majorité de sucres fermentescibles, bien que les alpha-amylases résiduelles soient nécessaires pour décomposer les molécules d'amidon dans le malt en dextrines et en sucres à chaîne plus longue, et éviter ainsi une trop grande turbidité. La température idéale d’empâtage se situerait entre 82° et 86°.
Un brassage à haute température permet en outre de réduire les aldéhydes.
Quelques bières micro :




Densité & pH
Les moûts créés à l'aide de cette méthode doivent donc avoir une densité initiale basse, comprise entre 1,020 et 1,027, pour éviter un trop grand potentiel en alcool, mais cela peut évidemment aboutir à un manque de corps de la bière, ajustable néanmoins par l’ajout de lactose.
Le pH doit être surveillé et contrôlé tout au long du processus de brassage, en fonction des malts utilisés. Il se situe à un niveau normal entre 5.1 et 5.4. Le fait de ne pas contrôler le pH peut conduire à des bières astringentes et trop amères, en raison de l'extraction de tanins et d'une éventuelle utilisation excessive de houblon. Un ajustement du pH peut être effectué en ajoutant de l'acide phosphorique ou des bactéries lactiques ; attention toutefois à utiliser suffisamment de houblon pour la stabilité microbiologique de votre bière.
Les levures & la fermentation
Les levures utilisées pour produire des NABLABs doivent produire le minimum d’alcool. Les levures Saccharomyces cerevisiae comme les levures Lalbrew® Windsor ou Lalbrew® London en sont capables. Certaines levures ont aussi d’autres avantages comme les non Saccharomyces qui ne métabolisent pas le maltose et le maltotriose : les Saccharomycodes ludwigii, Kazachstania servazzi, Pichia fermentati, Cyberlindnera fabianii qui sont étudiées depuis quelques temps.
De nouveau, les levures peuvent agir sur la réduction des faux goûts dus aux Aldéhydes, mais aussi au diacétyle.
Certaines levures nécessitent également une fermentation à basse température. Il faut néanmoins être très attentif à l’hygiène, afin de se garantir de toutes contaminations.

Post-Traitement
Si toutefois, vous trouvez votre production encore trouble, il est tout à fait possible de la clarifier. Enfin, une stabilisation par pasteurisation peut être effectuée.
Les NABLABs, selon les styles, nécessiteront de réaliser quelques tests, afin de trouver votre recette idéale. Ces nouvelles pratiques ouvrent aussi la voie à de nouvelles générations de bières et de boissons fermentées.
Télécharger la fiche Lallemand des bonnes pratiques pour la production de Nablab (anglais)
Autre Rèf (anglais) : brewersjournal.info/grasp-the-low-and-no-alcohol-opportunity/
The effects of mashing temperature and mash thickness on wort carbohydrate composition : doi.org/10.1002/j.2050-0416.1991.tb01055.x
Alcohol-free Beer: Methods of Production, Sensorial Defects, and Healthful Effects : researchgate.net/publication/254336194_Alcohol-free_Beer_Methods_of_Production_Sensorial_Defects_and_Healthful_Effects
Production and characterisation of non-alcoholic beer using special yeast : doi.org/10.18832/kp2019.66.336
Consulter les fiches des levures Lalbrew® Windsor et Lalbrew® London
V.F.

- Détails
- Catégorie : Conseils et techniques
Comprendre et Interpréter un bulletin d'analyses permet d'optimiser le brassage en appréhendant les phénomènes biochimiques. Ces propriétés dépendent à la fois du type d'orge utilisé et de la façon dont il a été malté. Pour une correcte évaluation, une analyse sensorielle peut être effectuée.
Sommaire : Les Variétés d'Orges Brassicoles - Le Bulletin d'Analyse des Malts - L'Analyse sensorielle
Rappel sur les Variétés d'orges brassicoles
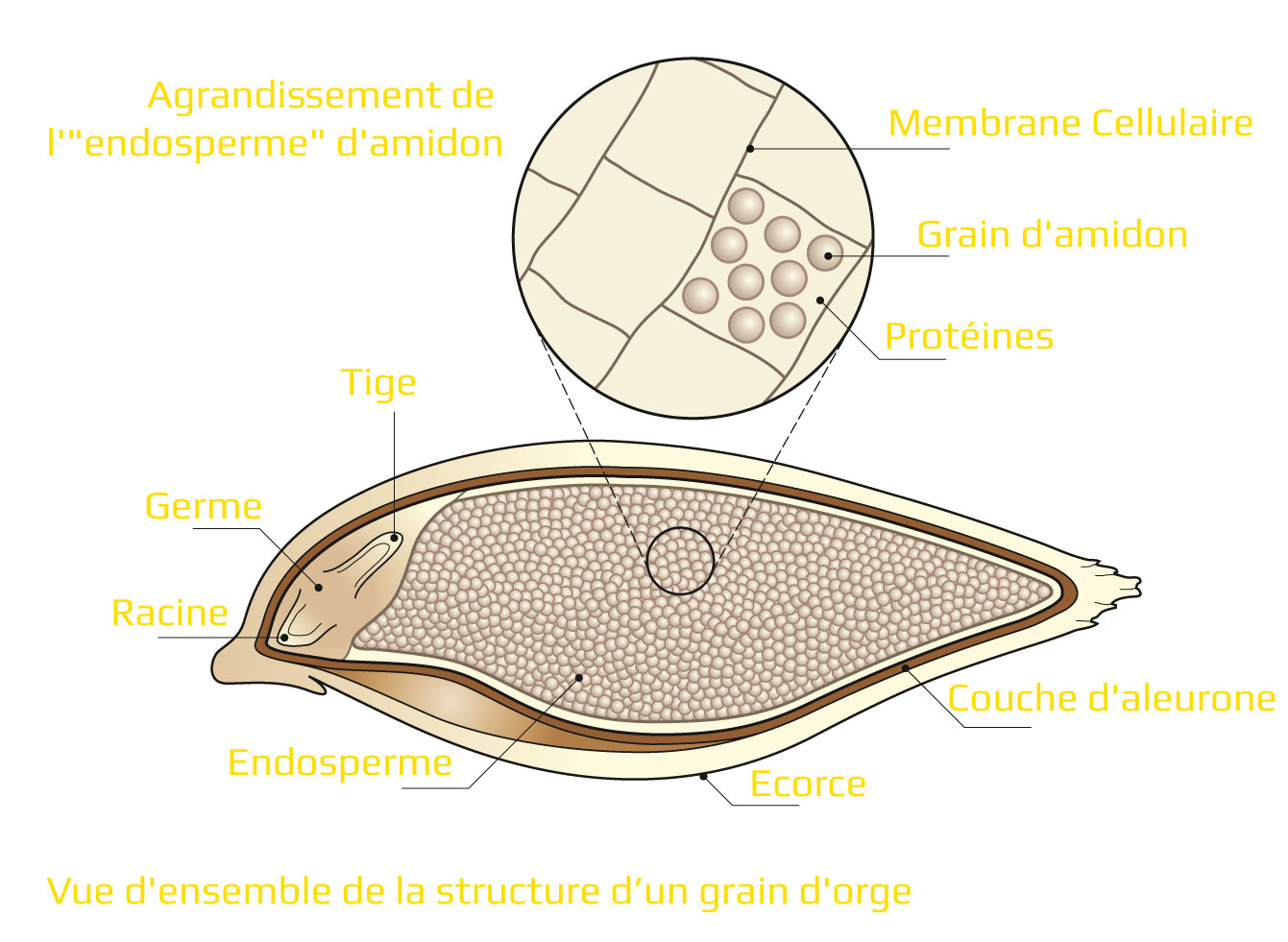
L'orge est utilisée dans la fabrication de la bière du fait de son important énorme potentiel enzymatique et ses réserves d'amidon lorsqu'elle est transformée en malt et pour ses enveloppes qui protègent le grain contre les maladies et qui sont utiles pour la filtration du moût. La température d'empesage d'amidon d'orge qui se situe entre 60 et 65°C, est extrêmement importante pour la gélatinisation d'amidon dégradable par les enzymes en extrait fermentescible (glucose, maltose et maltotriose) et non fermentescibles (dextrines).
Il existe deux grands types d'orges pour la bière : les orges d'Hiver et les orges de Printemps. En France, les microbrasseurs utilisent principalement les 2 rangs de printemps (2RP) car les extraits sont plus importants. Les 6 rangs d'hiver (6RH sont utilisés pour les bières d'abbaye donnant des goûts d'épices à la bière, et par les brasseries industrielles qui utilisent d'autres céréales n'ayant pas les mêmes pouvoirs enzymatiques comme le maïs et le riz, et pour une question de prix (pouvant varier de 10 à 40 € par tonne). À noter que la 6RH est cultivée depuis la préhistoire et qu'elle était la variété la plus cultivée dans l'Antiquité. Pour exemple, aux Etats-Unis, on utilise les 6 rangs de Printemps (6RP) et dans d'autres pays, les 2 rangs d'hiver (2RH). Les rangs correspondent au nombre d'épillets sur l'épi sur lesquels apparaissent les grains, deux épillets produisant entre 25 à 30 grains. Les orges d'hiver sont plantées en automne, les orges de printemps au mois de mars ; elles sont toutes deux récoltées vers juin/juillet successivement.





Les grains d'orges sont laissés en dormance pendant plusieurs semaines (la levée de dormance) pour permettre la germination et initier ainsi le début du maltage des nouvelles récoltes, en général vers septembre. Il existe des méthodes pour réduire la dormance, en laissant les grains à basses températures, mais cette méthode est très onéreuse. Sans dormance, le grain risque par ailleurs de pourrir pendant le maltage. À contrario, les grains de blé n'ont pas besoin d'une aussi longue durée de dormance. Sans maltage, les transformations physicochimique et biochimique de l'orge pour la production de malt donc de la bière ne se produiraient pas. Les enzymes, protéines, acides aminés, amidon et arômes seraient plus difficilement accessibles.

Les objectifs du maltage sont ainsi multiples : rendre le grain friable, activer et produire les enzymes, réduire la teneur en Béta-Glucanes, produire les FAN (Acides aminés libres) pour la fermentation et développer les arômes et la couleur. En fonction de leurs modifications durant le touraillage, on distingue ainsi les malts de bases, qui contiennent la plupart des sucres fermentescibles, et les malts de spécialités. La législation française exige d'ailleurs un minimum de 50% de malt pour qu'une boisson puisse porter l'appellation bière.

Chaque année, le Comité Bière Malt Orge (CBMO), composé des Malteurs de France, l'IFBM et de Brasseurs de France, publie la liste des variétés d'orges de brasserie homologuées, les « variétés préférées », qui ne causent pas de problème pendant le maltage, le brassage et avec un rendement intéressant, mais aussi à la teneur en protéines, en azote aminé libre (FAN) et au pouvoir diastasique attendus par les brasseurs. Une recherche variétale est aussi effectuée, sous la dénomination de variétés « en observation » et « en validation technologique ».

Spécification des Malts de Bases
Le Bulletin d'analyses du malt
Chaque lot de malt est analysé pour permettre de prédire son comportement pendant le brassage. En fonction des analyses de malt on peut toujours apporter des modifications sur le process de maltage ou mélanger les mêmes variétés de malt pour avoir un malt de qualité parfaite.
Le bulletin d'analyse est composé de plusieurs parties, nom de l'entreprise, adresse de fabrication, date de fabrication ; DLUO, variété d'orge utilisée, origine des orges et dénomination du produit (Pilsen, pale ale, vienne, Munich…).
Les variétés sont ainsi testées plusieurs fois pour déterminer leurs qualités, ce qui apparait sur le bulletin d'analyses affiché sur chaque sac. Cette fiche doit vous être systématiquement fournie, même pour les petites quantités achetées par les brasseurs amateurs….

Bulletin d'Analyses des Malts d'Orges - Cliquez pour agrandir
L'Humidité : c'est le pourcentage d'eau dans le malt, elle ne doit pas dépasser les 5% sinon elle peut nuire à la conservation du malt par le développement de moisissure et à la stabilité de la bière. Cela peut fait partie des problèmes de gushing, le surmoussage-giclage des bières à l'ouverture. De plus, le malt peut perdre certaines de ses flaveurs. Attention donc aussi à le conserver dans des conditions appropriées (maximum 18 mois à 18° C). IL ne faut donc pas stocker le malt dans des zones humides, par exemple dans la salle de brassage.
Extrait du malt : il doit être supérieur à 80%, tout ce qui est soluble dans le moût : glucose, maltose, maltotriose, dextrines, minéraux, acides aminés…. Ce qui permet de mesurer la densité du moût (en degré plato °P).

- Extrait fermentescible : extrait utilisé par la levure pour son développement et pour produire l'alcool, les aromes, le CO2… Glucose, maltose, maltotriose, acides aminés…
- Extrait non fermentescible : extrait qui donne le corps à la bière qui n'est pas utilisé par la levure, comme les dextrines et les protéines responsables de la mousse de la bière.
Extraits |
|||||
Extrait Fermentescible |
Extrait Non Fermentescible |
||||
Sucres Simples |
Maltose (+ Maltotriose) |
Bêta-glucanes |
Protéines |
Dextrines |
|
Couleur du malt : la couleur est exprimé en EBC (European brewing convention) la couleur du malt est produite principalement grâce à la réaction de Maillard pendant le touraillage et à la caramélisation des sucres ; attention on peut produire de la couleur pendant la germination pour quelques malts spéciaux ( Munich..).A noter que la couleur peut s'exprimer aussi en degré Lovibond, notamment en Amérique du Nord (1 EBC = 1 ,97° Lovibond). En fonction de la couleur, dépendant du touraillage, on définit les différents malts : Pilsen, pale ale, Vienna, Munich, caramel, black…
Couleur KZ (Kolbach-Zastrow) indique la couleur après ébullition et reflète la couleur réelle du moût. Le brunissement des protéines par les sucres, ce que l'on appelle la réaction chimique de Maillard, est plus significatif que l'indice de couleur des malts en EBC qui exprime uniquement leurs teintes d'origine. La couleur KZ est en étroite relation avec la teneur en FAN (Acides aminés libres). Exemple : un malt Pilsen avec une couleur du malt à 3 EBC avec une teneur de 150ppm de FAN donne une couleur KZ du moût entre 5.5 – 6.5 EBC, le même malt à 3EBC avec une teneur plus élevée en FAN va donner une couleur KZ plus importante. Il faut donc toujours demander et contrôler la couleur KZ des malts.
Friabilité : C'est la dureté et le croquant des grains de malt et sa capacité à libérer un maximum d'enzymes. Elle doit se situer entre 85 et 95%. Si la friabilité est faible on va avoir un mauvais extrait et un mauvais rendement. Si la friabilité est trop élevée, le malt sera farineux donc la mouture sera très fine ; elle va causer des problèmes de filtration de la maiche et donne des malts très poussiéreux.
Protéine: les protéines sont des macromolécules constituées d'une chaîne d'acides aminés, elles sont responsables de la mousse et du trouble dans la bière.
Les Protéines totales : C'est l'ensemble des protéines dans le malt (Azote x 6,25). Elles doivent être comprise entre 9,5% à 11,5% Les protéines totales correspondent à la somme des protéines solubles et insolubles. Une teneur élevée en protéine forme un trouble dans la bière. Un défaut de protéine augmentera le temps de fermentation, pourra nuire à la tenue de la mousse et réduira le taux d'alcool produit. À noter que la teneur en extrait baisse avec l'augmentation de la teneur en protéines.

Protéines Malts d'Orges
Protéine soluble : Le taux optimum se situe entre 3,5 et 4.5%, elle s'agit des protéines solubles dans le moût. Elles assurent à la fois la nutrition des levures, la qualité de la mousse et le moelleux de la bière. Un excès peut engendrer du trouble dans la bière, une instabilité du goût, voire des faux goûts, ainsi qu'une saturation de la couleur finale KZ.
L'indice de Kolbach, qui se calcule en divisant le % de protéines solubles par le % de protéines totales du malt, c'est un ratio indiquant la dégradation du grain d'orge. L'idéal se situe autour de 41%. Au-delà de 45%, le malt peut engendrer du trouble et réduire la tenue de la mousse. Si inférieur à 35% cela est interprété par une mauvaise désagrégation.
Viscosité : Elle doit se situer entre 1,5 et 1,7 Mpa.s ; au-delà, on peut avoir des problèmes de filtration. Elle est corrélée aux bêta-glucanes et à la friabilité. Si les Bêta-glucanes sont élevés (> 250ppm) la viscosité sera élevée et le temps de filtration sera plus important.
Atténuation limite : c'est la quantité d'extrait fermentescible dans le moût, c'est-à-dire le pourcentage de sucres qui sera transformés en alcool et dioxyde de Carbonne par les levures. Les bières insuffisamment atténuées peuvent être très sucrées. Elle doit se situer au-delà de 82%. Ce pourcentage pourra nous donner une idée sur les sucres résiduels dans le moût.
FAN : les acides aminés libres doivent être supérieurs à 140 ppm et permettent la nutrition de la levure. Les FANs sont produits pendant le maltage. La levure de fermentation haute demande plus de FAN que la levure de fermentation basse. Pendant l'ébullition la couleur du moût augmente grâce à la caramélisation des sucres et à la réaction de Maillard (sucre + acides aminés) donc si les % d'acides aminés sont élevés la couleur va augmenter.

Acides Aminés Malts
Pouvoir Diastasique (Windish-Kolbach) : activité des enzymes qui dégradent l'amidon, c'est-à-dire le pouvoir enzymatique du malt à réduire l'amidon en sucre (maltose). Il doit être supérieur à 250 WK. Plus un grain est touraillé –torréfié-, plus son pouvoir diastasique est faible. Dans ce cas, il faut apporter des enzymes avec d'autres malts (c'est pour cela qu'on utilise pas les malts caramélisés et torréfiés à 100%).
pH : il se situe entre 5,5 et 6. Il influence grandement l'activité enzymatique et de ce fait, le rendement du brassin.
Bêta-glucanes (β-glucanes) : C'est une donnée très importante pour les brasseurs, pour éviter notamment les problèmes de filtration, la valeur des Bêta-glucanes doit être inférieure à 250 PPM. Plus les bêta-glucanes sont faibles, plus la friabilité est élevée (selon les variétés d'orge) ; ces derniers pouvant être évités en les dégradant un maximum via un pallier de brassage protéinique préliminaire à 45-48° C pendant 10 à 15 minutes.
"Tous ces paramètres sont étroitement liés nous explique Yahia Chabane des Maltiers:
Si les FAN sont élevés, la couleur KZ sera plus élevée et la levure aura suffisamment d'acides aminée pour son développement et éviter ainsi une floculation de la levure.
Si la Friabilité est faible, on va avoir une faible activité enzymatique (pouvoir diastasique), un faible rendement, une viscosité très élevée ainsi qu'un pourcentage élevée de grains glacés (entiers). Cela va engendrer des problèmes de filtration de la maishe et de la bière.
S'il y a peu de protéines, le brasseur n'effectuera pas le pallier protéolytique, sauf si les bétas-glucanes sont élevés, mais cela entraînera un excès de couleurs et un déficit de mousse. Cela pourra être compensé en partie par l'ajout d'une autre variété d'orge, mais aussi par les houblons et les levures."

Relation Résultats d'Analyses du Malt
Au-delà de l'aspect visuel (présence d'insectes, de corps étrangers ou de moisissures) et de l'odeur (arômes, moisi,…), les brasseurs doivent donc être attentifs à l'ensemble de ces paramètres pour optimiser leurs productions, à commencer par le concassage ou trouver l'origine de certains problèmes de brassage. Et l'on sait que la plupart d'entre vous ne consulte pas les bulletins… Il faut également toujours regarder la date limite d'utilisation optimale (DLUO), car si le malt est très frais (moins de 10 jours, on va avoir une activité enzymatique réduite donc moins d'extrait, et si le malt est vieux plus de 18 mois on va perdre une partie de l'activité enzymatique et développement d'arômes de moisi.
L'Analyse sensorielle des Malts
Vous pouvez également évaluer le profil aromatique des malts et comparer ainsi les différents lots. L'ASBC a développer une méthode d'infusion à chaud "Hot Steep Sensory Evaluation Method", un "thé de malt" qui permet une analyse rapide et peu couteuse dont voici les principales étapes :
- Broyez 52 grammes de Malts (pour les malts de spécialités, faire 50/50 avec un malt de base, et un ration de 15/85 pour les mats très sombres) pendant 10 secondes, prélevez 50 grammes de malts moulus
- Mélangez les 50 grammes à 400 ml d’eau à 65°C dans un thermos, secouez pendant 20 secondes et laisser infuser 15 minutes
- Secouez de nouveau le thermos pendant 20 secondes puis verser le contenu dans un récipient au travers d’un filtre papier
Cela vous permettra d'apprécier et d'évaluer la couleur, les arômes et flaveur et la sensation en bouche.
Pour d'autres explications sur d'autres analyses n'hésitez pas à contacter le responsable des Maltiers qui vous répondra avec grand plaisir :
Vincent Ferrari et Yahia Chabane
Consulter le catalogue des Malts Les Maltiers
Variétés préférées :
Variétés Préférées 2021: https://www.lgseeds.fr/data/medias/1484/style/default/Varietes_preferees_Malterie-Brasserie_20201.pdf
Qualité des Orges de Brasserie Françaises 2019 : https://www.brasseurs-de-france.com/wp-content/uploads/2019/10/Plaquette-Qualit%C3%A9-des-Orges-de-Brasserie-Fran%C3%A7aises-R%C3%A9colte-2019-compressed.pdf
Autres Liens :
Contribution à la modélisation de la qualité de l'orge et du malt pour la maîtrise du procédé de maltage : http://docnum.univ-lorraine.fr/public/DDOC_T_2013_0315_AJIB.pdf
Ingrédients : l'orge malté ou le malt : http://www.brassage.domainepublic.net/spip.php?article21
Biochimie : http://univers-biere.net/bio_brassage.php
A superior prediction of malt attenuation : https://www.researchgate.net/publication/305441805_A_superior_prediction_of_malt_attenuation
Analyse Sensorielle :
ASBC Methods of Analysis : http://methods.asbcnet.org/toc.aspx#SensorySensory Analysis-14: Hot Steep Malt Sensory Evaluation Method : https://www.youtube.com/watch?v=5Xl_6m1E1mQ
Analyse sensorielle des Malts : https://www.youtube.com/watch?v=jrKc-kih0Js

- Détails
- Catégorie : Conseils et techniques
Les flores d’altération de la bière regroupent un ensemble de micro-organismes, principalement des bactéries et des levures, susceptibles d’induire des modifications indésirables des caractéristiques organoleptiques et physico-chimiques du produit final. Ces altérations peuvent affecter la saveur, l’arôme, l’apparence visuelle ou encore la stabilité de la bière.
La capacité de ces micro-organismes à se développer dans la bière est notable, compte tenu du caractère intrinsèquement défavorable de ce milieu : pH relativement bas, faible activité de l’oxygène dissous, présence de dioxyde de carbone et composés antimicrobiens issus du houblon. Néanmoins, certaines espèces présentent des mécanismes d’adaptation leur permettant de persister, voire de proliférer, dans ces conditions.
Origine et voies de contamination
Les micro-organismes responsables de l’altération de la bière peuvent être introduits à différentes étapes du procédé brassicole. Les principales sources de contamination incluent les matières premières (eau, malt, houblon), l’ajout d’ingrédients secondaires ou aromatiques au cours du procédé, ainsi que les équipements et surfaces de contact. Les matériaux poreux, tels que le bois des fûts utilisés pour l’élevage de certaines bières, constituent des réservoirs microbiens particulièrement difficiles à maîtriser.
Par ailleurs, l’environnement de production peut favoriser la persistance de micro-organismes endémiques à la brasserie. Lorsque la contamination est détectée précocement, le brassin est généralement écarté de la commercialisation. En revanche, une détection tardive peut conduire à la mise sur le marché de produits présentant des défauts sensoriels marqués, tels qu’une acidité excessive, des odeurs anormales, une turbidité accrue ou une surproduction de gaz.
Flores du moût et flores de la bière
Bien qu’un recouvrement existe entre les espèces impliquées, il est courant de distinguer les flores d’altération du moût de celles affectant la bière finie. Les micro-organismes présents dans le moût sont généralement sensibles aux conditions générées par la fermentation alcoolique, notamment l’augmentation de la teneur en éthanol, la diminution du pH et l’établissement d’un environnement anaérobie. Ces facteurs contribuent à l’inhibition, voire à l’élimination, d’une large proportion de la flore initiale [Priest, 2003].
Ambivalence des micro-organismes dits « d’altération »
Il convient de souligner que la classification de certains micro-organismes comme agents d’altération dépend fortement du contexte technologique et du style de bière considéré. Des espèces communément associées à des défauts microbiologiques dans les bières de fermentation contrôlée peuvent être volontairement mises en œuvre dans l’élaboration de styles spécifiques.
Les bières à fermentation spontanée, telles que les lambics, reposent sur l’activité conjointe de levures sauvages et de bactéries indigènes. Brettanomyces bruxellensis y joue un rôle central, la fermentation et la maturation pouvant s’étendre sur des périodes allant de un à trois ans. De même, des bactéries lactiques sont intentionnellement utilisées dans des styles tels que les bières acides, les Gose ou certaines bières de blé, tandis que Saccharomyces cerevisiae var. diastaticus est impliquée dans l’élaboration de bières de type Saison.
Ces micro-organismes contribuent alors à la génération de profils sensoriels spécifiques et recherchés, illustrant la dualité entre contamination et maîtrise microbiologique.


Dynamique microbienne de la fermentation spontanée : le cas du lambic
La fermentation spontanée des bières de type lambic constitue un modèle d’étude privilégié de la succession microbienne en milieu brassicole. Selon les travaux de Van Oevelen et al. (1977), cette fermentation peut être divisée en quatre phases distinctes, chacune caractérisée par la prédominance de groupes microbiens spécifiques. Dans le cadre d’une production brassicole conventionnelle, la présence de ces mêmes micro-organismes serait interprétée comme une contamination majeure.
Phase entérobactérienne
La première phase, observée après environ 3 à 7 jours de fermentation, est dominée par des entérobactéries telles que Enterobacter spp., Klebsiella pneumoniae, Escherichia coli et Hafnia alvei. Des levures non-Saccharomyces, notamment Hanseniaspora uvarum, Naumovia (Saccharomyces) dairensis et Saccharomyces uvarum, peuvent également être isolées à ce stade.
Phase Saccharomyces
Après environ 3 à 4 semaines, les levures du genre Saccharomyces deviennent prédominantes. Les espèces principalement impliquées sont Saccharomyces cerevisiae, S. bayanus / pastorianus et S. uvarum, responsables de la majeure partie de la fermentation alcoolique.
Phase d’acidification
La phase suivante, apparaissant après 3 à 4 mois, est caractérisée par une augmentation de la population de bactéries lactiques, principalement Pediococcus spp., et, de manière plus occasionnelle, Lactobacillus spp.. Ces micro-organismes contribuent de manière significative à l’acidification du milieu.
Phase Brettanomyces
Enfin, après 4 à 8 mois de fermentation et de maturation, les levures du genre Brettanomyces deviennent dominantes. Leur activité métabolique est déterminante dans le développement des composés aromatiques complexes caractéristiques des bières de type lambic.
Quel que soit le type de fermentation considéré, la microbiologie constitue un élément central du procédé brassicole. Le brassage repose sur la capacité à contrôler, orienter ou exploiter l’activité de micro-organismes dans un milieu riche en nutriments. L’introduction de ces micro-organismes dans le moût peut conduire soit à des altérations indésirables, traduisant une perte de maîtrise du procédé, soit à l’obtention de profils sensoriels spécifiques, conformes aux objectifs technologiques et organoleptiques définis par le brasseur.
Par ailleurs, certains micro-organismes peuvent interférer avec la fermentation alcoolique en entrant en compétition avec la levure pour l’accès aux nutriments, entraînant des retards ou des perturbations du processus fermentaire.
Partie 2 : les principales bactéries d’altération de la bière
Partie 3 : Les principales levures sauvages d’altération de la bière
References:
Priest, F. G. Brewing microbiology, 3rd ed. New York: Kluwer Academic/Plenum Press, 2003
Van Oevelen, D., Spaepen, M., Timmermans, P., and Verachtert, H. (1977). Microbiological aspects of spontaneous wort fermentation in the production of lambic and gueuze. . J. Instit. Brew. 83, 356–360. doi: 10.1002/j.2050-0416.1977.tb03825.x

- Détails
- Catégorie : Conseils et techniques
Dossier Pasteurisation de la bière- Partie 2
PASTEURISATION – FLASH – ORGANISATION
Ce type de pasteurisation s’effectue dans un échangeur de température généralement ce sera échangeur à plaques, mais on a pu parfois utiliser des échangeurs tubulaires amélioré quand a la turbulence de l’écoulement souhaitée en pasteurisation..

Plaque d'échangeur
A - Echangeurs a plaques
Dans un échangeur a plaques, l’échange thermique est réalisé à travers un ensemble de plaques métalliques en acier inoxydable, maintenues assemblées sur un bâti constitué d'un fond fixe et d'un fond mobile équipé d'un système de serrage des plaques (figure 3a). Les extrémités périphériques de ces plaques, ainsi que le pourtour des lumières destinées au passage des fluides collectés, sont équipés de joints collés ou clipsés. Ces plaques sont réalisées en tôle dont l'emboutissage a permis de déterminer un espace entre plaques et des cheminements de fluides bien précis de part et d'autre de leur surface (figure 3b). Le rapport surface/volume entre plaques est de l'ordre de 200.
D'un côté d'une plaque circule le produit à refroidir ou à réchauffer, de l'autre côté le fluide de refroidissement ou de chauffage. Des cadres inverseurs déterminent les différentes fonctions du pasteurisateur et les changements de fluides de service.
L'avantage des échangeurs à plaques, par rapport aux échangeurs tubulaires, est que, quel que soit le débit des liquides en service, l'écoulement sera toujours suffisamment turbulent et l'échange efficace grâce à l'étroitesse des passages.
Par contre, l'inconvénient, ils supportent difficilement d'être utilisés avec des liquides chargés. Déjà, leur utilisation en refroidisseur et pasteurisateur de jus de fruits pulpeux, demande un certain nombre de précautions pour limiter les encrassements par dépôt de pulpe. Ces dépôts colmatent rapidement l'appareil et nécessitent des nettoyages énergiques et fréquents après chaque cycle de travail.
De plus, les arrêts/marche de l'installation peuvent provoquer une déformation en accordéon des plaques qui se fissurent à la longue, ce qui est très grave pour un pasteurisateur où la partie haute pression est celle du liquide non pasteurisé et la partie basse pression la partie du liquide en fin de pasteurisation. C'est donc toujours le liquide non pasteurisé qui entrera dans le liquide pasteurisé et le contaminera en cas de fissuration de plaques.
Des kits existent qui permettent de tester l'intégrité des plaques. Après démontage de l'appareil, un côté de la plaque est passé au révélateur rouge (Fuchsine), l'autre côté en blanc (chaux en milieux alcoolique). On observe alors si du rouge passe dans le blanc, auquel cas il faut changer les plaques impérativement et, surtout, ne pas essayer de réparer ou de colmater les micro-fissures révélées.
L'échangeur à plaques est très utilisé pour le traitement de pasteurisation des jus de fruit, du lait, des huiles alimentaires et de la bière.
B -Échangeurs tubulaires
Ils peuvent être monotube ou multitubes et, dans ce dernier cas, un faisceau de tubes est rassemblé dans une enveloppe cylindrique qui est, en général, terminée à ses deux extrémités par deux couvercles délimitant deux compartiments :
- admission de fluide à chauffer qui circulera dans les tubes ;
- admission de fluide de chauffage qui circulera à la périphérie des tubes à contre-courant.
Ces échangeurs présentent l'avantage de permettre le traitement de produits chargés, épais, et de justifier d'un faible pouvoir d'encrassement. Des techniques ont été élaborées ces dernières années qui utilisent des tubes corrugés, c'est-à-dire présentant une surface interne et externe, moletée et spiralée, ce qui améliore la turbulence, les frottements et, donc, l'échange thermique. Ils peuvent être utilisés en pasteurisation de bière et des jus de fruits.
C - Fonctionnement d’un flash pasteurisateur
Un flash pasteurisateur de bière sera toujours constitué de 2 ou 3 zones d’échange thermique :
- Une zone de récupération thermique ou la bière qui entre va rencontrer la bière en sortie du chambreur de maintien de la température de pasteurisation.
- Une zone d’apport thermique (eau chaude à une température de 5°C '(environ) au-dessus de la température de pasteurisation)
- Une zone de refroidissement éventuelle alimentée en eau glacée
- Une zone de chambrage pour maintenir la température de pasteurisation acquise durant un temps défini
- Une pompe à bière et une pompe à eau chaude associée à une production en boucle d’eau chaude par de la vapeur.
- Un jeu de vanne à l’arrivée dans l’appareil et un jeu de vannes dont une vanne modulante en sortie ( chacun des jeu de vanne permet l’entrée ou la mise à l’égout des fluides quoi traversent l’appareil)
- Une pompe centrifuge
- Des thermomètres et des manomètres placés sur les parties bières et fluides de service de l’appareil
- Un thermomètre enregistreur au niveau du chambreur

D -Les trois organisations d’un flash pasteurisateur de bière
- Le flash à tank tampon absorbe les arrêts de fonctionnement de la soutireuse en déviant vers une enceinte en dérivation le liquide qui ponctuellement n’est pas utilisé par la soutireuse et cela pour ne pas interrompre le débit de la pompe et de son flash. Le tampon sera restitué en fin ou en cours de tirage. Ce type d’organisation est assez difficile à stériliser car il faudra stériliser le tampon a part du circuit d’alimentation de la tireuse. Une zone de refroidissement terminale existe sur ce type d’appareil
- Le flash à recyclage, en cas d’interruption de débit, recycle la bière en amont de la pompe après fermeture de la vanne d’accès à la soutireuse et ouverture d’une vanne de recyclage (ouverture de l’une avant fermeture de l’autre). Ce jeu de vanne présente un grave défaut, c’est que lorsque l’étanchéité’ est mise en défaut il se produira le mélange de produit stérile avec du non stérile. Une zone de refroidissement terminale est incontournable qui ramène la bière au moins à sa température d’entrée pour permettre le recyclage dans de bonnes conditions d’équilibre thermique
- Le flash à blocage supprime la zone terminale de refroidissement, et de ce fait est intéressant du point de vue économique. Mais la bière sort tiède de l’appareil et oblige à soutirer à quelques 14 ° C ce qui implique le soutirage dans un appareil de soutirage performant équipé au moins du simple prévide. En cas d’arrêt du débit le flash se met en blocage, c'est-à-dire que la vanne d’arrivée sur la soutireuse se ferme rapidement et la pompe continue à tourner pour mettre le liquide contenu dans le flash à une pression correspondant à celle de la pompe tournant vanne fermée, (aux alentours de 10 à 12 bar). A la remise en route de la soutireuse, il faudra que la vanne s’ouvre lentement pour ne pas passer brutalement de la haute pression du blocage à la pression de la soutireuse. Si le blocage dure trop longtemps, la pompe continuant à tourner, il y aura échauffement du produit dans le corps de pompe et il faudra bien alors arrêter la pompe, ce que peut commander un thermostat. Un jeu de clapets anti retour va permettre de maintenir le flash dans un état suffisant de carbonatation et de pression, étant entendu que le chauffage de la zone de pasteurisation a été interrompu. La remise en router se fera dans la foulée après rétablissement du chauffage.
*

Les trois organisations possibles d’un flash pasteurisateur à bière alimentant une soutireuse isobarométrique.
Le seul vrai problème réside lors d’arrêts multiples pendant le fonctionnement de l’appareil. Le fait de passer fréquemment en sortie de la haute pression à la basse pression fait travailler les plaques de l’échangeur en « accordéon » et de ce fait les fragilise et provoque des fissures notamment dans la zone de (sortie – entrée) de récupération thermique et comme la pression à l’entrée sera en fonctionnement toujours plus importante qu’a la sortie. C’est de la bière non pasteurisée qui entrera par la fissure dans la bière pasteurisée avec les conséquences que l’on connaît.
Toutefois il existe des artifices de montage du flash à blocage qui pallie cet inconvénient. Il y aura donc lieu de contrôler régulièrement et fréquemment l’intégrité des plaques de l’échangeur et cela en démontant l’appareil et en testant les plaques une par une selon le protocole cité précedemment. Pour une bière correctement filtrée le traitement sera en flash pasteurisation de 21 secondes à 72 °C ce qui correspond à 18.2 UP ( 21/60 X52 ) voire Unité de pasteurisation
Sécurités à prévoir sur un flash pasteurisateur de bière et stérilisation de l’appareil
Les sécurités mises en place visent à assurer que le produit a été bien pasteurisé. A cet effet un enregistreur de la température du fluide thermique et de la bière à traiter dans le chambreur est incontournable avec en plus une alarme sonore qui se déclenche quand les températures sont défaillantes. Il faut également assurer un débit constant de la bière et bien dimensionne les vannes, les pompes, les clapets et les conduites. Le débit pendant le traitement de flash pasteurisation peut varier, par exemple quand l’appareil est monté directement en amont d’une soutireuse et qu’en fonction des variations de niveaux dans la soutireuse, il peut y avoir des appels brutaux de produit ou des arrêts complet du débit.. Même avec une vanne modulante commandée par le niveau, les arrêts d’alimentation ne sont pas exclus car le débit de la soutireuse dépend de l’évacuation des récipients produits en aval sur les convoyeurs.
La stérilisation du flash est une opération importante, le flash en tank tampon implique une stérilisation séparée du tank et de l’ensemble flash/soutireuse, c’est à la jonction des deux parties stérilisées que peut se produite un risque de contamination.
A noter que la stérilisation thermique du flash ne peut pas se faire avec la seule source d’eau chaude intégrée. Il faut un bac de stérilisation capable de produire de l’eau très chaude et établir un circuit incluant les différents organes implantés et prévoyant un retour partiel ou total du fluide de stérilisation sur ce bac.
Un tank tampon, après nettoyage se doit d’être stérilisé a la vapeur, mais au refroidissement il faut prévoir une entrée d’air stérile d’un diamêtre et d’un débit suffisant pour que le tank ne s’aplatisse pas...
Communication EBC : L’influence de la flash pasteurisation sur la qualité de la bière (Wackerbauer et Zufall) :
"L'effet de la pasteurisation sur la qualité de la bière en utilisant des combinaisons de températures et de temps différentes a été examiné avec des essais de 15,80 et 500 unités de pasteurisation (UP) aux températures de 60°, 72° et 84° C chacun. Contrairement à l'avis habituel que les hautes températures de flash pasteurisation équivalent à une détérioration plus importante du produit, une pasteuriation faite à 60°C a conduit vers un bouquet plus éventé et un contenu en aldéhyde plus important et une stabilité de goût inférieur en comparaison avec des températures plus importantes. Le temps pendant lequel la bière est maintenue aux températures de pasteurisation semble jouer un rôle décisif dans ce contexte. Pendant que la température de 72°C s'est révélée comme la plus favorable pour 15 UP, le maintien de la qualité de la bière pendant des flash pasteurisations de 80 et 500 UP était meilleure à une température de 84°C. Il pourrait donc être démontré que l'unité de pasteurisation n'est pas convenable comme indicateur de détérioration du produit de traitement thermique."
PASTEURISATION TUNNEL – ORGANISATION
La pasteurisation tunnel va consister a faire circuler des récipients remplis de produit à traiter, dans une enceinte dans laquelle ils vont subir des arrosages d’eau de plus en plus chaude jusqu'à ce que le récipient pénètre dans une zone dite de pasteurisation ou il sera maintenu pendant un temps de passage précis a ce qui correspond, au chambrage en pasteurisation pompable. . Puis à la sortie de cette zone, le récipient sera aspergé avec de l’eau d’abord chaude puis de plus en plus froide, la dernière eau étant de l’eau du réseau de l’exploitant. Le traitement thermique dans un pasteurisateur tunnel sera toujours plus long que celui de la flash pasteurisation ou du soutirage à chaud et les températures utilisées seront nettement plus basse (60 à 70°C). Dans un pasteurisateur tunnel, les récupérations thermiques et les utilisations d’eau sont très étudiées .Dans le cas de traitement d’emballage en verre, lors du réchauffement et du refroidissement qui suit, les températures appliquées seront progressives, afin d’éviter tout choc thermique, générateur de casse.
Le pasteurisateur tunnel est un engin encombrant, dont la surface au sol en fonction de la production horaire peut varier de 40 m² à 300 m² pour un poids à vide qui variera de 15 tonnes à plus de 125 tonnes.A titre d’exemple : un constructeur « Simonazzi » utilise une surface au sol de 144 m² pour un traitement total de 50 minutes et une cadence de 50 000 bouteilles / heure d’un diamètre de 62 mm. Il y aura donc toujours un grand décalage entre le moment ou les bouteilles sortent de la soutireuse-boucheuse et le moment où elles entrent à l’étiqueteuse.

Les pasteurisateurs tunnel suivant leur construction se différentient en :
- Pasteurisateurs à étagères : le plus ancien, très fiable mais couteux en énergie et de construction lourde et délicate.
- Pasteurisateurs à grilles
- Pasteurisateurs à chaînes
Le pasteurisateur tunnel privilégie de nos jour le tapis à grille a pas de Pèlerin qui a l’avantage de maintenir à l’intérieur de l’appareil une distribution ordonnée, premier entré- premier sorti ( Fifo : first in , first out) et d’être économe en énergie dans la mesure ou le tapis ne se déplaçant pas le long de l’appareil il n’y aura pas de masse métallique périodiquement réchauffée puis refroidie et ainsi de suite pendant son utilisation
Au niveau du groupe de conditionnement le pasteurisateur bouteille est figé quant à sa vitesse, néanmoins aujourd’hui il existe des pasteurisateurs dit flexibles qui suivent en temps réel l’évolution des températures dans les récipients et savent réagir pour fonctionner à UP constant en redistribuant les zones d’attribution des bains d’eau chaude en fonction des UP acquises et à acquérir.
PAS DE PELERIN
Système de transfert de récipients se présentant sous forme de tapis, utilisé en convoyage de bouteilles ou boites et constituant souvent les tapis des pasteurisateurs tunnel. Le tapis en question ne se déplace pas sur toute son étendue, seuls des éléments bien localisés sur sa surface se déplacent d’une faible amplitude avec retour au bout d’un cycle à l’état initial cette amplitude est réglable, représente un pas de déplacement et avec la fréquence du mouvement détermine la vitesse du convoyeur. Le pas de pèlerin présente l’avantage d’un déplacement ordonné. Le mécanisme du déplacement des éléments est assuré par des vérins mécaniques ou oléopneumatiques.
Principe de fonctionnements du pas de pèlerin : L’avancement des récipients sur le tapis se fait grâce à une série de barres fixes et alternées par rapport à une autre série de barres mobiles. Ces barres mobiles peuvent s’élever de quelques millimètres, soulever ainsi les récipients puis avancer d’un pas , redescendre et déposer les récipients à nouveau sur les barres fixes puis revenir à leur position initiale pour recommencer un cycle.

Schéma de principe du pas de pelerin
L’ECHANGEUR A PLAQUES ELECTRIQUE DU TYPE PLATELEC
Il s’agit en fait d’un nouveau type de réchauffeur électrique basé sur le principe du chauffage par effet joules. Ce réchauffeur est un échangeur à plaques dans lequel le fluide caloporteur est remplacé par une plaque électrique. Cette plaque électrique est constituée d’une résistance classique noyée dans un bloc d’aluminium possédant la forme d’une plaque d’échangeur standard. L’échangeur à plaques électrique baptisé platélec bénéficie des avantages simultanés de l’échangeur à plaque classique et de l’électricité. Cette technnologie simple pour une chaudière permet de rationaliser en énergie les installations et surtout d’intégrer les unités de chauffe au sein même du procédé. La rationalisation vient du fait que la puissance est directement adaptée au service désiré puisqu’il y a suppression de la boucle intermédiaire. L’intégration des plaques électriques se fait sur les échangeurs en place, ce qui ne modifie pas les schémas hydrauliques. L’échangeur de chaleur ne se comporte plus comme un auxiliaire statique, mais intègre une fonction dans le procédé.. Cette technologie a été développée en partenariat entre EDF et VICARB et a donné lieu à un brevet.
Le Platelec peut se décliner en Pasteurisateur – stérilisateur et en générateur électrique de vapeur. L’appareil est constitué d’un empilement des plaques électriques et chaque plaque électrique représente une puissance de 3 ou 5 KW.La puissance de chauffe intégrée par bloc est importante, la température maximale de service est de 180°C la pression maximale 10 bars et l’appareil ne rentre pas dans norme des appareils à pression. Afin de de traiter une gamme étendue de fluides, la surface des plaques électrique peut être revêtue de matériaux différents : PTFE, ou d’un alliage d’acier inoxydable obtenu par pulvérisation d’acier inox.
Pasteurisation de la bière - Partie 1 : théorie de la destruction thermique des microorganismes
© Pierre Millet
Pierre Millet est un ancien Brasseur et Ingénieur Brassicole, à la retraite mais toujours très actif notamment au sein du Musée Français de la Brasserie à St Nicolas, que vous avez pu rencontrer lors de nos LABs. Il est l'un des dernières détenteurs de savoir-faire et d'histoires de brasseries des 60 dernières années. Régulièrement Pierre Millet nous fait part de ses réflexions et recherches sur les techniques et problématiques de Brasseries.
N'hésitez pas à laisser un commentaire à l'auteur.

- Détails
- Catégorie : Conseils et techniques
Dossier Pasteurisation de la bière- Partie 1
La pasteurisation est une opération qui assure la stabilité biologique d’un produit alimentaire sans avoir nécessairement détruit tous les germes qu’il contient, mais tous les pathogènes doivent avoir disparu.. Quand la pasteurisation est mise en œuvre thermiquement, elle s’effectue à une température inférieure à 100 0C, en pasteurisation de bière (voisine de 60 °C ou 75 °C selon les techniques utilisées). La stérilisation s’effectue à une température supérieure à 100°C et doit détruire tout les germes.
Il existe aujourd’hui un grand nombre de moyens pour assurer la stabilité biologique de la bière, mais les techniques utilisant un effet thermique restent privilégiées. On citera pour mémoire parmi les autres techniques sans effet thermique.
1 - la Stabilisation par antiferments et antiseptiques ou pasteurisation à froid (parfois utilisés en brasserie)
Cette stabilisation biologique des liquides alimentaires se fait en introduisant dans le milieu, des agents de conservation autorisés par le législateur, qui est très restrictif vis-à-vis de ce mode de conservation. Cette pratique ne peut être appliquée qu'à des produits déjà obtenus dans des conditions d'hygiène rigoureuse, c'est-à-dire à laquelle ils apportent une sécurité supplémentaire.
D'autre part, on doit se méfier, comme c'est d'ailleurs le cas dans le domaine du nettoyage et de la désinfection, de l'apparition de souches de micro-organismes devenues résistantes à l'antiferment utilisé.
Les principaux agents de cette pasteurisation à froid sont :
- l'acide benzoïque, autorisé en France dans certains liquides, comme les toniques. Cet acide est d'autant plus actif que le produit est à un pH bas ;
- l'acide sorbique, sous forme de sorbate de potassium, utilisable à des doses de 0,025 à 0,1 % ;
- le pyrocarbonate d'éthyle. Ajouté aux boissons, il se décompose en alcool et en CO2 et la boisson ne doit pas être consommée avant la décomposition complète de cet agent, qui a la réputation de provoquer des réactions allergiques. L'utilisation de 6 à 10 g/hl, il n'est pas autorisé en France.
Tous ces produits, qui peuvent entrer dans la fabrication de liquides alimentaires, sont soumis au principe de la réglementation positive de notre législation qui précise que tout produit n'étant pas expressément autorisé est interdit. Ce qui signifie qu'un produit qui aura été autorisé pour une boisson à la pomme ne l'est pas pour une autre boisson pour laquelle il devra faire l'objet d'une autre demande spécifique d'autorisation.
2 - Appel aux phénomènes nécessitant une source électrique
On va les classer en deux grands groupes :
- les techniques n'intervenant pas par un effet thermique ;
- celles dont la production de chaleur reste la manifestation principale.
Dans la première catégorie, on trouvera :
- les techniques membranaires pour lesquelles l'électricité intervient lors du transfert des fluides à travers des médias filtrants ;
- l'ionisation ;
- le rayonnement ultraviolet ;
- les hautes pressions ;
- les champs électriques pulsés ;
- la lumière pulsée.
Ces deux derniers procédés sont ceux introduits le plus récemment dans le domaine de la stabilisation des liquides alimentaires.
Champs électriques pulsés
Ils sont une application directement empruntée au radar et leur domaine d'intervention est celui de la stabilisation non thermique des aliments liquides thermo-sensibles.
Leur action se situe au niveau des parois membranaires des cellules sur lesquelles ils font apparaître des pores permettant au liquide cellulaire de se répandre à l'extérieur. Cela les rend intéressants également dans des applications d'extraction de jus.
Lumière pulsée
Elle a été utilisée pour traiter et désinfecter des interfaces délimitant deux enceintes stériles indépendantes l'une de l'autre, que l'on rapproche et assemble pour faire pénétrer le contenu stérile de l'une dans l'autre par l'intermédiaire de « portes » spéciales situées sur ces interfaces (procédé « La Calhène »).
Autres procédés à effet thermique
Dans la seconde catégorie des procédés mettant en jeu un effet thermique, on rencontrera :
- des applications des micro-ondes ;
- des hautes fréquences ;
- de l'induction ;
- du rayonnement infrarouge ;
- de l'effet Joule obtenu avec, soit un tube à passage de courant, pour lequel le courant électrique passe dans le tube qui véhicule le produit, soit le chauffage ohmique, pour lequel le courant passe à travers le produit à traiter.
La bière est une boisson très facile a stabiliser comparée aux autres boissons comme par exemple ; les jus de fruits ou le lait car sa stabilisation thermique voire sa stérilisation pourront se faire a une température voisine de 60°C avec un temps d’application de quelques 20 minutes ou a 72 °C pendant 21 secondes pourvu que elle ai été efficacement filtrée et débarrassée des levures qui ont assuré sa fermentation et sa garde. (La contamination initiale de la bière joue un rôle important lors de sa pasteurisation). De plus, la bière ne nécessite pas de stabilisation enzymatique comme l’exigent les jus de fruits et cela autorise son traitement par une simple filtration stérilisante finale sur cartons filtrant ou sur membranes d’ultra filtration.
Le traitement sur cartons filtrants stérilisant a été longtemps pratiqué pour la bière destinée au tirage pression. Cette technique qui pratique une filtration en profondeur, rejoint les contraintes du soutirage aseptique et demande une rigueur absolue dans la conduite de la filtration, le moindre à-coup de pression peut provoquer un relargage des organismes retenus pendant l’opération et anéantir l’effet recherché. De plus on constate tout au moins au début de la mise en place de cartons neufs d’une dégradation non négligeable de la qualité de la mousse de la bière et cela jusqu'à ce que une certaine quantité de produit a été filtré. Aujourd’hui la filtration membranaire tangentielle ou tamisant offre plus de sécurité.
La pasteurisation thermique de la bière est pratiquée de deux façons différentes qui sont la flash pasteurisation et la pasteurisation tunnel.
1 - La flash pasteurisation, ou pasteurisation pompable,
Elle fait circuler le produit à traiter dans un échangeur de température dans lequel on distinguera plusieurs zones : une zone de récupération thermique, une zone de pasteurisation proprement dite et une zone de refroidissement final. Dans la zone de pasteurisation, pour une bière normale, le produit est porté à 72”C pendant 21 secondes (process A.P.V.), Industriellement les temps d’application de la température de pasteurisation la plus haute varient de 20 à 30 secondes. Dans cette zone, la pression sera maintenue à environ 8-10 bars pour assurer le respect de la carbonatation à cette température. Avec ce système, un soutirage ultra propre, sinon aseptique, devra être mis en œuvre lors du transfert de la bière pasteurisée dans le récipient final puis bouchée Ce récipient et le bouchon auront été traité au préalable (rinçage, lavage, mise sou atmosphère contrôlée) avant le remplissage et le bouchage. Voir aussi le Système de Flash Pasteurisation Actemium.
2 - La pasteurisation tunnel
Elle fait circuler la bouteille ou la boîte de bière remplie et bouchée dans un tunnel, où des arrosages vont amener progressivement le produit et son emballage à une température voisine de 60 – 62 0C pendant 15 à 20 minutes. Puis, aura lieu un refroidissement progressif lui aussi. La montée et la descente progressive de la température dans l’appareil ont pour objet de limiter le choc thermique sur le verre. En sortie d’appareil, la bière doit avoir une température de 300C maximum pour éviter la prise de faux goûts, notamment le goût de carton, du au trans 2-nonénal. La pasteurisation tunnel réalise également des récupérations thermiques entre les différentes zones. Aujourd’hui les pasteurisateurs tunnel peuvent fonctionner à U.P constant. (Voir UP) Dans les deux cas, le bouchage sur mousse est impératif.
Pasteurisation : Aspect Théorique – Définitions - Normes
Cinétique de la destruction thermique des microorganismes
La courbe de destruction thermique des micro-organismes a une allure logarithmique, c'est-à-dire que pour une population de microorganismes donnée et une température létale constante, à chaque unité de temps on va détruire le même pourcentage de micro-organismes. Cette courbe tracée en coordonnées logarithmiques est une droite
On remarque immédiatement que quelque soit la durée du traitement à la température considérée et aussi longue soit elle on n’obtiendra jamais l’extinction totale de la population initiale. La stérilisation absolue n’existe pas, mais on pourra atteindre des valeurs aussi faibles que l’on veut de la population restante. Ainsi par exemple si l’on veut qu’il ne reste après traitement thermique que 0,0001 germe vivant/l, cela signifiera qu’après le traitement il restera 1 germe vivant pour 10 000 litres, et si le produit est conditionné en emballage de 1 litre il y aura une bouteille sur 10 000 dans laquelle il restera un germe vivant. Et on constate donc, que plus l’emballage est important (cas des citernes et des fûts de bière d’un volume supérieur a 50 litres par exemple) plus le risque d’y rencontrer après traitement des survivants est important. De plus on remarque que la teneur en germes survivants après traitement dépend de la contamination initiale, à ce titre on peut penser que l’élévation du nombre de contaminants augmente la chance de voir être privilégié les germes ayant un caractère de résistance thermique plus important parmi la population contaminante.
Durée de réduction = DRD
La durée de réduction décimale (DRD) est la durée de traitement à température constante et définie qui réduit une population de micro-organisme au 1/10ede sa valeur. On estime qu’un traitement thermique satisfaisant doit représenter au moins 8DRD
Vitesse de destruction biologique = VDB
La vitesse de destruction biologique représente le pourcentage de micro-organismes détruits par unité de temps. Cette VDB est proportionnelle à l’inverse de la DRD.
Facteur Température « z »
Le facteur température « z » est l’écart de température pour lequel on observe une réduction de 90% de la DRD et donc une VDB multipliée par 10 (fig3). Z est souvent compris entre 7°C (cas de la bière) et 15°C.
Les unités de traitement thermique
Pour la bière, depuis les travaux de Del Vecchio, la température de référence est prise a 60°C et on définit ainsi une unité de Pasteurisation UP = une minute de traitement thermique à 60°C. Dans le cas de la bière le nombre « z » est égal à 7. L’effet de pasteurisation est le produit de la vitesse de destruction biologique à une température donnée par le temps de maintien en minutes à cette température.
UP = VDB à 60°C x 1 minute
(Voir tableau ci après relatif aux unité de pasteurisation)
à 60°C la létalité est obtenue en 5,6 minute pour une VDB = 1 -
à 53°C la létalité est obtenue pour le même nombre d’UP en 56 minute d’ou VDB à 53°C = 0,1
à 67°C la VDB pour la même létalité sera égale à 10 et atteinte en 0,56 minute.
Dans la pratique on dépasse largement cette valeur en prenant comme base 15 à 30 UP pour un traitement sur une bière préalablement filtrée avec moins de 100 germes contaminants par litre
En extrapolant sur les températures comprises de 60 à 66,5 degré par saut de 0,5 °C on obtient le tableau des unités de pasteurisationet la formule suivante :
(T-60/7)
UP = t x 10
Ou t = temps d’application en minutes et T = Température de traitement en °C

Figure 1- Courbe de destruction thermique, à température constante, d'une souche de micro-organismes dans un milieu donné.

Figure 2- Représentation logarithmique des courbes de destruction thermiques d'une souche de micro-organismes dans un milieu donné à différentes températures.
UNITE DE PASTEURISATION - Symbole: UP.
Del Vecchio et Dayharch ont étudié la destruction des micro-organismes de la bière en fonction de la température. Ils ont constaté que le taux de destruction est multiplié par 10 chaque fois qu’il y a une augmentation de température de 70C. En prenant comme base l’unité de pasteurisation (= 1 U.P.) pour un temps de séjour de 1 minute à 600C, ils ont établi des valeurs de destruction biologique, c’est-à-dire les U.P. acquises pendant une minute de maintien de la température. Ainsi les UP/minute de traitement sont à:
| 530C=0,l | 600C=l | 670C=l0 | |
| 550C=0,19 | 620C=1,9 | 690C=19 | |
| 650C=5,25 | 720C=52 | 790C=590 |
Ainsi, un maintien à 720C pendant 21 secondes correspond à un traitement de 18,2 U.P., ce que l’on admet comme traitement efficace pour une bière filtrée sur kieselghur.
| oF | UP/mn | oF | UP/mn | oF | UP/mn | oF | UP/mn | oF | UP/mn | |
| 115 | .010 | 125 | .063 | 135 | .40 | 145 | 2.5 | 155 | 16 | |
| 116 | .012 | 126 | .076 | 136 | .48 | 146 | 3.0 | 156 | 19 | |
| 117 | .0145 | 127 | .091 | 137 | .57 | 147 | 3.6 | 157 | 23 | |
| 118 | .0174 | 128 | .11 | 138 | .69 | 148 | 4.4 | 158 | 27 | |
| 119 | .021 | 129 | .13 | 139 | .83 | 149 | 5.2 | 159 | 33 | |
| 120 | .025 | 130 | .16 | 140 | 1.0 | 150 | 6.3 | 160 | 40 | |
| 121 | .030 | 131 | .19 | 141 | 1.2 | 151 | 7.6 | 161 | 48 | |
| 122 | .036 | 132 | .23 | 142 | 1.45 | 152 | 9.0 | 162 | 57 | |
| 123 | .044 | 133 | .27 | 143 | 1.74 | 153 | 11 | 163 | 69 | |
| 124 | .052 | 134 | .33 | 144 | 2.1 | 154 | 13 | 164 | 83 |
Pasteurisation de la bière Partie 2 : Flash, Tunnel, Plaques
© Pierre Millet
Pierre Millet est un ancien Brasseur et Ingénieur Brassicole de 84 ans, à la retraite mais toujours très actif notamment au sein du Musée Français de la Brasserie à St Nicolas, que vous avez pu rencontrer lors de nos LABs. Il est l'un des dernières détenteurs de savoir-faire et d'histoires de brasseries des 60 dernières années. Régulièrement Pierre Millet nous fait part de ses réflexions et recherches sur les techniques et problématiques de Brasseries.
Suite au prochain episode! N'hésitez pas à laisser un commentaire à l'Auteur.

- Détails
- Catégorie : Conseils et techniques
Le concassage du malt est l'opération qui consiste à mettre le grain de malt dans un état divisé pour faciliter son attaque enzymatique après hydratation des particules qu'il contient (amidon, protéine, cellulose). L'ensemble des grains concassés représentant la mouture. Selon le type de concasseur disponible et de méthode de filtration de la maische (le mélange de mouture de malt et d'eau réalisé lors de l'empâtage) mise en œuvre, la mouture sera plus ou moins fine. Dans les méthodes traditionnelles on s'efforcera durant le concassage de respecter les enveloppes et de les conserver dans un état le moins divisé possible pour obtenir une couche filtrante perméable et éviter une dissolution de polyphénols et tanins contenus dans ces écorces et considérés comme indésirables pour la qualité de la bière.
Les concasseurs, appelés également moulins, sont des appareils utilisés pour broyer le malt. Ces appareils diffèrent suivant l'outil de filtration utilisé et le type de mouture à réaliser.
Dans le cas de mouture sèche ou de mouture conditionné sèche on optera pour un concasseur à 2, 4,5 ou 6 cylindres et 1, 2 ou 3 passages. En mouture humide, un seul passage est réalisé entre deux cylindres. Un moulin à deux cylindres est utilisé en mouture sèche dans le cas de certaines brasseries artisanales, ainsi qu'en Grande-Bretagne ou on utilise des malts sur désagrégés. Les filtres presse utilisés en brasserie et impliquant la compression du gâteau de drêche par un système poumon à air sous pression permettent l'utilisation de mouture très fine dans laquelle les écorces ne sont pas respectées et qui sont obtenues par d'autres types de moulin, notamment des moulins à disques, à broches ou à marteaux.
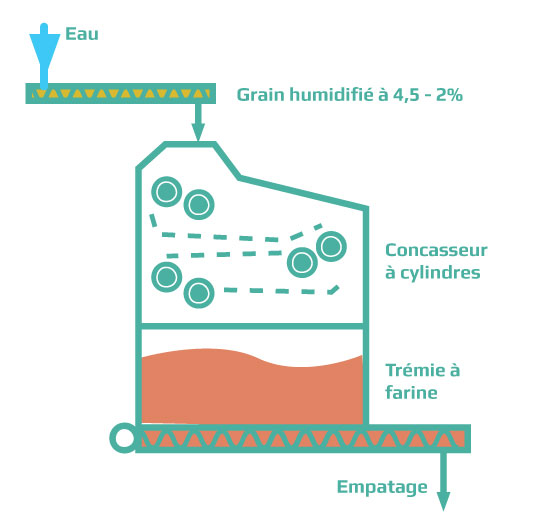
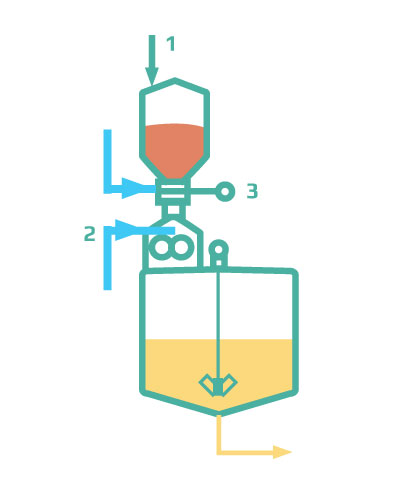

Caractéristiques des moutures de malt destinées à être empâtées
On distinguera 4 types de moutures caractérisées chacune par la présence ou l'absence de procédé d'hydratation et une vitesse d'écoulement du moût pendant la filtration de la maische.
| Mouture sèche | 7,8 I/minute /m2 | |
| Mouture sèche conditionnée | 8,8 I/minute / m2 (jusqu'à à 10,8) | |
| Mouture conditionnée humide | 11,4 l/minute/ m2 | |
| Mouture humide | 12 I/minute / m2 (jusqu'à ,8) |
La mouture sèche est obtenue après passage du malt sur des moulins à 2, 4, 5, ou 6 cylindres. On distingue différentes fractions: farine, gruaux, gros gruaux, écorces. Elle doit être suffisamment fine pour obtenir un bon rendement au brassage et suffisamment grossière pour obtenir une filtration e, des lavages rapides et une faible turbidité. Pour exploiter une cuve filtre la mouture sera plus grossière que si l'on exploite un filtre presse, aussi les rendements seront moins bons en cuve filtre qu'en filtre presse, mais la bière serait d'après plusieurs auteurs de meilleure qualité.
-Dans le moulin à 4 cylindres les deux cylindres du dessus effectuent le pré concassage, les deux autres une réduction supplémentaire. Grâce aux tamis existant sur l'appareil ; farine, écorces et gruaux peuvent être séparés et travaillés séparément.
-Dans le moulin à 6 cylindres: il y a 3 phases de concassage et deux ensembles séparés de tamis permettant de sortir séparément les différentes fractions de la mouture. On parlera de séparation des moutures et il sera intéressant de rajouter seulement lors de la saccharification à 750C les écorces pour limiter la dissolution des tanins et polyphénols.
-Le moulin à deux cylindres est celui généralement adopté par certains brasseurs artisans, il ne permet pas la séparation des moutures à moins de réaliser un tamisage manuel, ce qui est toujours possible à cette échelle
-La mouture sèche conditionnée consiste à faire reprendre au malt avant son passage au moulin sec 1,5 à 2% d'humidité supplémentaire pour assouplir les écorces, sans ramollir le corps farineux et les conserver relativement entière pendant le concassage. L'agent d'humidification sera l'eau pulvérisée au passage du grain ou de la vapeur d'eau basse pression
-La mouture humide est le procédé qui avec la mouture conditionnée humide fait partie des systèmes qui permettent de produire directement de la maische. Dans le cas de la mouture humide le malt est prélevé avant concassage dans un silo, puis trempé à la température d'empâtage avec de l'eau pendant un certain temps (20 minutes à 1/2 heure) pour avoir en fin de trempage une humidité de l'ordre de 30%. Le grain humide passe ensuite entre deux cylindres qui expulsent le grain de farine ramolli des écorces que l'on retrouve pratiquement entière dans la maische. Une partie de l'eau d'hydratation passe au moulin l'autre est soit éliminée pour des problèmes de qualité ou est injectée au niveau du transfert de la mouture dans la chaudière d'empâtage. Fondamentalement la mouture humide implique que le malt soit totalement immergé avant le concassage, les écorces et le germe du malt sont particulièrement respectés.
-Dans la mouture conditionnée humide. Le malt avant concassage est bien réceptionné dans une trémie au dessus du moulin, mais il n'y aura pas immersion du grain, tout le versement sera humidifié tout au long du concassage l'humidité atteindra 20%, les grains resteront également farineux sec et les écorces un peu moins respectées que dans la mouture humide. C'est ce procédé qui semble se généraliser de nos jours.
On signalera les moutures ultrafines sans respect des fractions conventionnelles nécessaires pour exploiter les filtres à maische à compression de gâteau pour lesquelles seront utilisé des moulins spécifiques.
Mouture sèche composition
Elle diffère suivant que l'on utilise un filtre presse ou une cuve filtre. Les valeurs moyennes en % à respecter sont les suivantes :
| Cuve filtre | Filtre presse | ||
| Ecorces | 18 | 11 | |
| Semoules grossières | 7 | 4 | |
| Semoules fines I | 35 | 16 | |
| Semoule fine Il | 21 | 43 | |
| Farine | 12 | 16 | |
| Total | 100 | 100 |
Ecart entre 2 cylindres (mm) moulin à 3 passages :
| écart 1 | 1,3 | 0,9 | |
| écart 2 | 0,6 | 0,5 | |
| écart 3 | 0,4 | 0,25 |
Avec une utilisation de grains crus, la composition de la mouture de la cuve filtre et du filtre presse doit être plus grossière.
Avec les filtres à maische à membrane de compression la mouture est beaucoup plus fine avec par exemple : Ecorces 0,3% , semoules grossières 0,7% , semoules fines 1 - 10% , semoules fines II - 30% , Farines 49%. Cette mouture est obtenue avec un moulin à marteaux.
Si ce type de filtration de la maische devait se généraliser. Il serait peut être intéressant de pratiquer en lieu et place d'une mouture par moulin a marteaux, celle obtenue par turbo séparation qui est encore plus fine que cette dernière et pour laquelle les différentes fractions obtenues par tamisage montrent une richesse en protéine allant croissant de la fraction la plus fine à la fraction la plus grossière Dans une expérimentation on a obtenu le résultat suivant : Fraction en microns : fraction inférieure à 63 - fraction comprise entre 63 et 90 - fraction comprise entre 90 et 100 – fraction supérieure à 100. Les teneurs en protéines respectivement sont : 9,6 – 11,1 – 13,0 – et 13,8.
Le principe de la turbo séparation s'appuie sur les variations de trajectoires de particules dans un flux d'air en fonction de leur densité ou de leur taille. Le procédé est utilisé en meunerie En brasserie, il pourrait présenter un intérêt pour séparer les différentes fractions protéiques en vue d'un traitement spécifique par empâtage séparé.





2015-2026 - BtoBeer