
- Détails
- Catégorie : Conseils et techniques
On ne jette jamais une bière à l’égout, quel que soit le motif pour lequel cette bière e été condamnée à être éliminée ou tout au moins jugée inconsommable en l’état. Hormis si elle a été contaminée par des poisons violents du type Strychnine ou arsenic. Mais que ce soit à cause d’un vieillissement oxydatif ou une contamination par un germe de la bactériologie acide (levures, bactéries lactiques) dont fait partie la bière et si elle se trouve avec un PH autour de 4,2, elle sera récupérable.
Pour cela, il conviendra de pouvoir transvaser la bière contenue dans les différents fûts dans un récipient sous pression de gaz carbonique maintenu à une pression correspondant à la carbonatation désirée à la température à laquelle on se trouve, puis toujours en maintenant grâce à un dispositif de bondonnage (régulation de pression) sur la cuve réceptrice une pression de gaz adaptée, il faudra pratiquer un barbotage (bullage modéré) au gaz pendant une dizaine de minutes, c’est une pratique qui permet d’éliminer certains faux gouts apparut, surtout quand on pratique la techniques de refermentation en bouteilles ou des fûts après conditionnement.
Si cette technique a été pratiquée pour les fûts que l’on veut traiter et récupérer, il convient pendant cette vidange d’entrainer le moins possible de levures sédimentées au fond des récipients. Pour cela pendant la vidange du fût pour remplir le réservoir de bullage, un système équivaillent a un tirage pression permettra la vidange à travers le robinet de fosset du récipient récepteur. L’idéal serait de pratiquer la vidange en changeant le plongeur et en le remplaçant par un plongeur que l’on aura raccourci de 5 à 8 mm. Ou plus simplement en retournant le fût et en inversant sur la tête de débit nécessaire à l’opération, les arrivées de gaz et départ de liquide.
Avant que cette opération de transfert dans la cuve soit terminée, il faudra avoir pu préparer suivant la quantité récupérée, un brassin traditionnel de la brasserie qui sera mis en fermentation soir un mini brassin dans une brasserie de manage qui lui aussi sera mis en fermentation. Dans les deux cas au bout de 44 h de fermentation, c'est-à-dire quand la bière produite sera en période de hautes Krausens, ajouter 15% de cette préparation aux volumes de bière récupéré des futs, laisser la cuve a l’air libre pendant une demie journée, puis la placer sous bondonnage pour la carbonatation désirée, jusqu'à ce que la fermentation ai atteint le seuil souhaité.
Cette technique a pour avantage de mettre la bière en milieu réducteur. D’ailleurs à ce sujet il existe deux types d’apport de krausen dans une bière en fin de fermentation soit :
- Apport de Kraüsen tardifs utilisé pour parfaire une carbonatation sur un tank qui aurait chuté en pression en garde
- Apport de Kraüsen précoces pour éviter au brasseur d’avoir à traverser son brassin pendant les Weekends quand le moment idéal du traversage tombe dans cette période, il vaut mieux alors laisser la fermentation aller jusqu'à la limite et ensuite apporter les 15% de Kraüsen à partir d’un nouveau brassin. La limite de la technique c’est d’avoir à brasser au moins une fois par semaine. Mais cela a été généralisé dans beaucoup de brasseries moyennes dont la brasserie de Sedan avant sa fermeture. L’avantage supplémentaire étant de mettre en milieu réducteur la bière qui aurait pu s’oxyder pendant le traversage.
Cet apport de krausen précoces est utilisé dans de nombreux autre cas comme celui de la récupération des bières de levures par centrifugation et lavage continue des levures de fermentation et de garde en fin d’opération.
Une fois la bière de récupération traitée, elle peut être conditionnée comme tout autre bière, mais peut être vaudra-t-il mieux la conditionner en bouteille juste avant la fin de la fin de l’action des Kraüsen et la terminer en bouteille après bouchage.
Dans tous les cas attirons l’attention des utilisateurs de techniques de refermentation en fûts ou en bouteille, sur le risque encouru par une charge trop importante de levures dans le récipient, le risque d’autolysat sera d’autant plus élevé que la concentration sera importante et rappelons que le pH de la levure est de 6,5, c'est à dire au-delà de la protection de la bactériologie acide.
Pierre Millet

- Détails
- Catégorie : Conseils et techniques
Webinaire Sanitation & Hygiène à la Brasserie
Webinaire du 24 mars animé par Valentin Cuby de Diversey et David Smart de bioMérieux.
- rappel des Bases du Nettoyage des matériels de Brasserie, consigne de sécurité
- les types de souillures et le choix des méthodes
- les plans d'hygiènes par type de matériels
- le contrôle qualité
- les microorganismes indésirables pour la bière
- les origines des contaminations et les zones à risques
Pour contacter Valentin Cuby - Diversey :
Pour contacter David Smart - bioMérieux :
Consulter les Plans d'Hygiène Brasserie
Consulter les Solutions d'Analyses Microbiologique

- Détails
- Catégorie : Conseils et techniques
Webinaire Houblon & Eau de Brassage présenté par Philippe Martin de Hop France
Rappel de quelques éléments clés de l'eau et définitions
Styles de bière et eau du réseau
Les acteurs dans l’eau
Pour contacter Philippe Martin - Hop France :
Pour contacter Yahia Chabane - Les Maltiers :
Partenaire du Webinaire : Brasseurs de France
Article BtoBeer sur l'Eau : Bien choisir son Eau de Brassage
Consulter le catalogue houblon

- Détails
- Catégorie : Conseils et techniques
Seconde Partie du Dossier Développement durable. Cette seconde partie traite de l'économie circulaire et de la démarche RSE des microbrasseries ainsi que les actions pouvant être envisagées par les brasseurs pour réduire leur impact environnemental et les leviers pour une bonne démarche de développement durable.
Economie industrielle et territoriale
L’économie circulaire est généralement signe de territorialité. La relocalisation permet le développement économique du territoire et la création d’emplois en intensifiant l’usage des ressources locales.
Elle s’appuie notamment sur le renouvellement des infrastructures existantes et la révolution numérique. Elle limite la dépendance aux flux de matières et d’énergie entrants. En tablant sur les circuits courts et des filières d’approvisionnement durable locales, les territoires sont capables de réduire leur empreinte environnementale et de renforcer leur autosuffisance. Ces boucles vertueuses peuvent en outre favoriser le retour à l’emploi de personnes en situation d’exclusion, via l’engagement du secteur de l’économie sociale et solidaire. L’économie circulaire s’appuie sur la mise en réseau et la coopération de l’ensemble des forces vives de l’économie locale, des entreprises au tissu associatif et citoyen.
Pour les microbrasseries, cela se décline de la façon suivante :
- Protéger et développer son agriculture : orges d’origine agriculture raisonnée + biodiversité (ou orge biologique) : maintenir et enrichir la biodiversité et la fertilité des sols
- Imaginer une nouvelle identité et culture avec l’usage de nouvelles matières premières et de nouveaux ingrédients : houblon, châtaigne, mirabelle, safran …
- Développer l’image régionale en relation avec le territoire
- Produire et consommer localement : réduction des transports
- Faciliter l’insertion sociale : pas de déménagement de l’activité ; ateliers d’aide
- Protéger l’environnement et gérer les paysages pour s’inscrire dans le territoire
- Reconquérir d’anciens bâtiments laissés à l’abandon
- Créer une nouvelle vie dans des quartiers oubliés : nouveaux lieux de vie et nouveaux services
- Animer les fêtes locales, mariages… et lier des liens étroits avec les collectivités et acteurs locaux
- Utiliser des emballages recyclables et récupérables (carton neutre), réduire les suremballages
Les microbrasseries assurant une meilleure traçabilité « du champ au verre » sont des défis d’entreprise avec une volonté d’engager la filière dans une démarche RSE (responsabilité sociétale et environnementale)
- Production locale répondant à des attentes sociétales fortes (territorialité, transparence, traçabilité…), notamment de la part des consommateurs,
- Terroir culturel avec des bières aux caractéristiques différentes : innovations
- Taille humaine avec des liens forts au niveau rapports humains sur l’ensemble de la chaîne de valeur
- Matières premières régionales cultivées en commun (orge, maïs, houblons, plantes aromatisantes, …) avec l’implantation de malteries régionales (avec l’organisme stockeur assurant le nettoyage et le triage) permettant de répondre à l’attente de la production locale la mise en place de contrats de vente (gamme, volumes, etc.) sur la base d’une relation client / fournisseur constructive intégrant une analyse partagée de la valeur
- Valorisation des sous-produits dont les drêches en alimentation animale ou autres valorisations
La filière devient ainsi éco-conçue, avec une valorisation en économie circulaire des sous-produits tout en établissant des liens territoriaux forts : « Je bois local ». La brasserie elle-même devient un aspect mineur de l’ensemble de la communauté bière.

Source : Green beer : preserving dayton’s industrial legacy through sustainable brewing practices : thèse de Emma T. Schrantz
La mise en place d’une houblonnière s’effectue au sein de la ville pour remplacer une friche, ce qui est tout de même plus convenable que de cultiver du cannabis !
Application aux microbrasseries
Nous allons dans cette dernière partie étudier plus précisément les actions pouvant être envisagées afin de réduire ces impacts. Cette démarche peut également être développée pour l’amont agricole et la malterie, je laisse le soin au lecteur de contacter l’auteur pour plus d’informations.
Tout d’abord, il faut connaître l’ensemble des intrants et extrants : les consommations électriques, les consommations thermiques (gaz naturel, bois...), les consommations d’eau, l’ensemble des achats, les résidus et déchets générés… Une analyse du cycle de vie (ou ACV) pourra apporter une quantification intéressante au niveau des impacts pour connaitre au plus juste les résultats obtenus, suite aux actions mises en œuvre pour réduire les impacts. La réduction des rejets liquides et gazeux est également un enjeu, tant en terme de quantité que de qualité (DBO5, DCO, MES, Métaux lourds, SO2, COV, CO2, POPs (polluant organique persistant), …).
Valoriser les résidus
Il n’y a que très peu de déchets générés au sein des activités de la filière. Le déchet est tout ce qui dépasse le minimum absolu de matières premières, de fournitures, d’énergie et de travail nécessaires à la fabrication d’un produit. Nous avons principalement des résidus ou des sous-produits (levures, alcools, drêches fournissant protéines et polyphénols …), car ils sont toujours recherchés dans de nombreuses valorisations (amendement agricole, alimentation du bétail, source d’énergie…).
La brasserie est au cœur d’une économie circulaire (comme nous l’avons montré pour le secteur vinicole). Ce schéma tiré de la thèse de Emma T. Schrantz (Green beer : preserving dayton’s industrial legacy through sustainable brewing practices) le démontre :
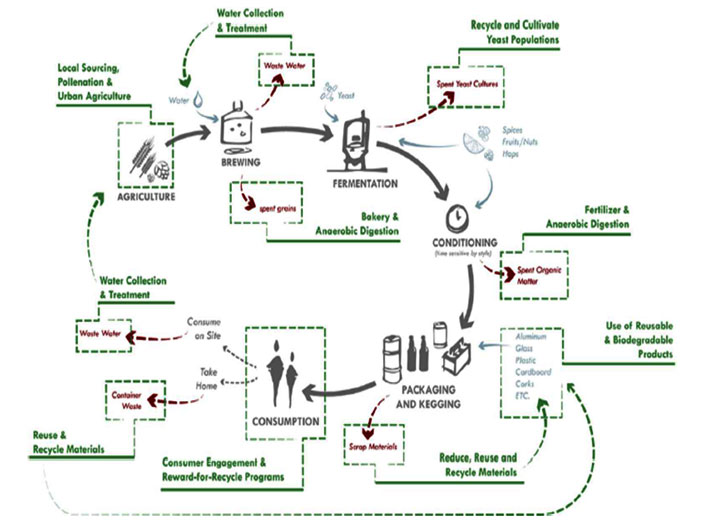
Les matières premières sont d’origine locale ou en provenance d’une agriculture urbaine (surtout pour le houblon, plantes et autres ingrédients aromatiques entrant dans la constitution du produit). L’engagement du consommateur responsable est indispensable, en le récompensant par exemple s’il recycle ses emballages à la brasserie.
Quels leviers pour économiser lors de la fabrication de la bière ?
- Utiliser des matières premières locales (ou nationales), des pains perdus, des matières premières biologiques…
- Améliorer les rendements sucre/malt pour réduire les intrants, en étudiant toutes les réutilisations possibles (recyclages, récupération du trouble …).
- Avec les productions non conformes, réaliser de nouveaux produits avant une mise au rebut : vinaigre, alcools (eau de vie de céréales, whisky) …
- Le CO2 de la fermentation est récupérable (recyclage dans l’unité de production, culture d’algues) ou séquestré pour produire du bicarbonate de sodium, ou même pour produire de la vodka par conversion.
- Les drêches peuvent être fournies telles quelles en aliment du bétail, ou séchées pour les zones éloignées d’élevage, en y rajoutant également les levures ou les vinasses de distillerie.
|
UFL |
UFV |
PDIN |
PDIE |
PDIA |
|
0.97 |
0.89 |
205 g |
180 g |
150 g |
(Valeurs nutritionnelles INRA (valeurs indicatives exprimées par kg MS)
Elles peuvent être également utilisées comme combustible en mélange avec du bois, ou bien être méthanisées (85 L CH4 / kg de drêche brute (Projet VALORMAP - ADEME)). Elles peuvent être épandues comme amendement organique selon la norme NF 44 051 (attention toutefois aux périodes d’épandage et aux odeurs), le mieux après compostage comme amendement organique (Norme NFU 44 051)
Au-delà de ces valorisations classiques, il peut être envisagé de s’en servir comme base pour des fermentations en phase solide (production d’enzymes, alcool cellulosique…). Il peut en être extrait des polyphénols (comme dans le cas du raisin). Ainsi les drêches peuvent être au départ d’un nombre impressionnant de filières de valorisation.
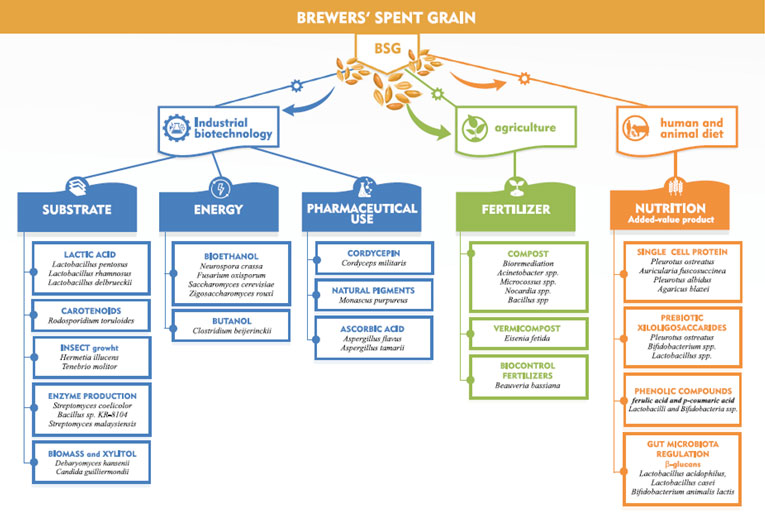
Microbial exploitation of brewers’ spent grain in industrial biotechnology, agricultural processes, and human ad animal diets. Source : The role of microorganisms on biotransformation of brewers’spent grain (Angela Bianco)
Au-delà de ces valorisations nécessitant une démonstration économique, des réalisations récentes utilisent les drêches comme base de production de biscuits ou de crackers en France.
- Les levures sont valorisables pour la production d’alcool en récupérant le fonds de tank de fermentation, en tant que nutriment pour l’humain ou les animaux, comme engrais azoté. Elles peuvent être ajoutées aux drêches, entrées en méthanisation, ou en compostage : terre à diatomées, ou en vermiliculture – pisciculture.
- Le kieselguhr pose de plus en plus de problème, à la fois pour la protection des travailleurs lors de son utilisation et pour son élimination : sur les drêches mais ceci pose des problèmes d’appétence pour les animaux en les ingérant par la suite (et usure des dents), seule est possible la valorisation en épandage avec plan d’épandage et difficultés de stockage et d’odeurs.
- De nouvelles stratégies de maîtrise du trouble de la bière sont ainsi à rechercher, réduisant les impacts en général, y compris la consommation d’eau (microfiltration tangentielle par exemple…).
- L’alcool extrait pour la production de bière sans alcool est valorisé comme détergent (liquide vaisselle : réalisation AB InBev).
- L’ensemble des résidus et coproduits de la brasserie peuvent être la base d’une valorisation complète, envisageable pour des petites structures en y trouvant production de vers, de poissons... dans une écologie équilibrée.

Source : Franck Jolibert
Après les matières organiques, le second secteur important est l’emballage.
L’emballage
De nombreuses voies sont à mettre en œuvre : la réutilisation, le recyclage, la valorisation. Pour le consommateur, actuellement la tendance est que l’emballage soit recyclable à 100%, produit localement ou nationalement, et sans sur emballage. Le verre répond bien à ces critères et en y ajoutant l’esthétisme.
En termes d’écoconception, nous pouvons réduire le poids de l’emballage (sachant qu’il existe une limite pour la protection du consommateur), réduire l’épaisseur des films de palettisation, supprimer les collerettes, réduire le grammage des étiquettes, diminuer le poids des capsules, éviter les sur emballages…, inviter les consommateurs à ramener les bouteilles en caisse (en utilisant même des caisses en bois, plus facilement valorisables que les caisses plastiques) … Ainsi Carlsberg a développé la première bouteille de bière en papier.
La bière est vendue via deux types de conditionnement :
1/ Les emballages recyclables en verre et en cannettes
2/ Les emballages consignés pour réemploi comme les fûts inox ou les bouteilles (principalement dans les cafés, hôtels et restaurant (CHR)). Ce réemploi peut être développé uniquement dans des conditions spécifiques (périmètre géographique, poids des contenants, taux de retour, nombre total de réutilisations, consommations d’eau et de produits pour le lavage)
Les brasseurs ont pour ambition de tendre vers 100% de verre recyclé à horizon 2029. Le lavage mutualisé peut ainsi se développer. Un jeune ingénieur vosgien vient de lancer sa petite entreprise, La Bouteille Lorraine. Son activité est le lavage des bouteilles de verre pour les remettre dans le circuit. Les projets Collabfût ou Myfût sont des entreprises qui comptent louer des fûts aux brasseurs artisanaux, les contenants seront récupérés, lavés et renvoyés aux clients, dans la même région.
Gérer au niveau de la microbrasserie
On ne peut gérer que ce qui est mesuré, avec des compteurs horaires par exemple au niveau des équipements. Prendre des mesures en relevant ces compteurs avec les fabrications réalisées et les incidents de la période (semaine, mois) : Consommations d’eau, d’électricité, du fluide thermique ; les températures : eau et de condensation, eau glycolée, T chambre chaude/froide …
Une brasserie bien gérée, c’est :
- 8 à 12 kWh/hl d’énergie électrique
- 6 L d’eau/L de bière (avec embouteillage) : actuellement le standard pour une microbrasserie économe est de 3 L/L de bière
- 45 kWh/hl d’énergie thermique
Vous pouvez vous dirigez vers les 2 articles portant sur les économies d’énergie en brasserie parus sur le site de BtoBeer, ils vous aideront à mettre en place une véritable réflexion pour limiter vos consommations d’énergie. Il est également nécessaire de veiller au type d’énergie utilisé et participer si possible à sa production. Les énergies renouvelables sont à privilégier (bois, biométhane, …).
Ensemble de leviers pour une bonne démarche développement durable
Vous trouverez ci-dessous un certain nombre d’actions susceptibles d’être mises en œuvre pour aller plus loin dans le développement durable de votre activité brassicole.
Cliquez pour agrandir - Source : Franck Jolibert
Conclusion
Une filière régionale complète orge/malt/houblon/bière est une composante essentielle de la territorialité. En complément, la mise en place d’une économie circulaire et d’une écoconception pour réduire les impacts est gage de durabilité pour les microbrasseries. Les microbrasseries sont source de durabilité sociale au niveau du territoire. Une labellisation du type « Nature et Progrès » peut être recherchée pour des bières certifiées dans une véritable alternative sociale.
Franck Jolibert, ingénieur ENSAIA

- Détails
- Catégorie : Conseils et techniques
La durabilité fait intervenir à la fois l'environnement et l'humain au sein d'une économie solidaire et sociale. Nous avons souvent à tort à l'esprit que la durabilité ne fait intervenir que les impacts environnementaux. Il ne faut pas oublier cependant l'aspect sociétal, avec sa création de richesses et le développement de l'humain qui vont largement contrebalancer certains impacts environnementaux négatifs. Dans cette première partie, nous parlerons de l'Economie circulaire et de l'écoconception, des objectifs de durabilité d'une brasserie et des résultats d'impacts concernant la filière bière.
Définitions du Développement Durable
Le développement durable est un principe de vie : Que vais-je léguer à mes enfants ?
L'homme est au centre des préoccupations dans le respect des générations présentes et futures. La microbrasserie, et l'ensemble de sa filière, est un exemple idéal pour amplifier des actions individuelles et collectives.
L'Académie d'agriculture de France indique que nous sommes actuellement dans la cinquième transition de l'alimentation, marquée par une demande croissante de qualités nutritionnelle, environnementale, sociale et culturelle (oui, culturelle) de l'alimentation. Cette demande entraine un changement en cours du modèle de production et de distribution alimentaire : circuits courts, meilleure qualité (premium), traçabilité, image forte… Tout ceci répond au développement des microbrasseries.
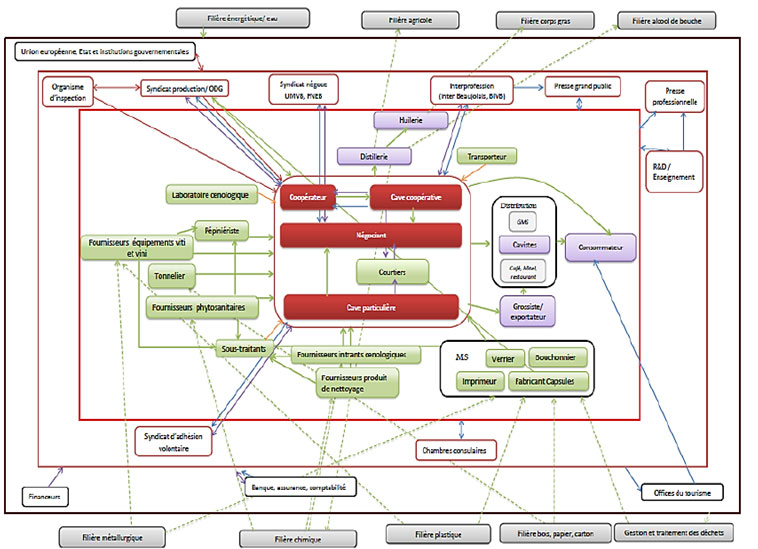
L'étude ACYDU, financée par l'ANR et à laquelle a participé le signataire, montre que la production de vin fait intervenir une chaîne complexe de relations entre de nombreux fournisseurs, prestataires, fournisseurs, clients. Une fabrication, même avec peu d'employés, doit être regardée comme faisant intervenir également tout un ensemble d'activités complémentaires qui participent également à cette création de richesse.
Quels objectifs peuvent être assignés à une brasserie ?
- Assurer la durabilité économique, l'efficience
-- Limiter les surcoûts
- Assurer la durabilité sociale : l'équité
-- Favoriser les liens sociaux
- Respecter les attentes de la Société
-- En diversité culinaire
-- En qualité nutritionnelle et sans risque pour la santé
-- Favoriser la traçabilité
-- Favoriser la transparence
- Assurer la durabilité environnementale
-- Protéger l'environnement (qualités air, eau, sol …)
-- Privilégier les circuits courts
-- Valoriser systématiquement les résidus
-- Minimiser les pertes
-- Réduire les consommations d'énergie et décarboner l'énergie : ne plus émettre de gaz carbonique
-- …
- Assurer la culture et l'éthique
-- Pas d'incitation à la débauche
-- Développer la notion de plaisir lors de la dégustation des bières
La brasserie a donc des responsabilités vis-à-vis de la société et de l'environnement. Les deux sont en effet étroitement liés. Le développement durable est la traduction des attentes de la société que la brasserie désireuse d'agir de manière responsable doit prendre en compte.
En conséquence, il convient que la contribution au développement durable soit un objectif essentiel de la brasserie engagée dans une démarche de responsabilité sociétale des entreprises (RSE). Le consommateur a pris conscience de l'empreinte écologique des produits alimentaires, il considère également le repas français comme faisant partie du patrimoine culturel immatériel de l'humanité. L'enjeu sera de produire une bière de bonne qualité sanitaire irréprochable, sans gaspillage, naturel, abordable économiquement, son emballage assurant sa protection, avec l'empreinte écologique la plus faible possible. L'impact du transport devra également être peu important.
La microbrasserie devient donc un acteur majeur du développement territorial. Les impacts sociaux à étudier sont les suivants (Etude ACYDU, projet de recherche sur la durabilité environnementale sociale et territoriale des produits alimentaires transformés)

Economie circulaire et écoconception
L'économie circulaire fait référence à 3 domaines :
- Offre des acteurs économiques
- Demande et comportements des consommateurs
- Gestion des déchets
L'économie circulaire à 7 piliers :
- L'exploitation durable des ressources
L'approvisionnement durable (extraction/exploitation et achats durables) concerne une exploitation efficace des ressources en limitant l'impact sur l'environnement des exploitations agricoles, des emballages ou des énergies utilisées…
- L'écoconception
L'écoconception vise, dès la conception d'un procédé ou d'un service, à prendre en compte l'ensemble du cycle de vie en minimisant les impacts environnementaux
- L'écologie territoriale
L'écologie industrielle et territoriale, dénommée aussi symbiose industrielle, constitue un mode d'organisation interentreprises par des échanges de flux ou une mutualisation des besoins
- L'économie de la fonctionnalité
Elle privilégie l'usage à la possession et tend à vendre des services liés aux produits plutôt que les produits eux-mêmes
- L'économie de la fonctionnalité.
Elle peut faire référence par exemple à la location des fûts.
- La consommation responsable,
La consommation responsable doit conduire l'acheteur ou citoyen consommateur, à effectuer son choix en prenant en compte les impacts environnementaux à toutes les étapes du cycle de vie du produit
- L'allongement de la durée d'usage qui ne concerne pas les brasseries
- Le recyclage vise à utiliser les matières premières issues de déchets, difficile également pour les brasseries
Une agriculture raisonnée ou l'agriculture biologique sont les piliers de cette démarche, tout comme le traitement en recyclage des emballages.
L'économie circulaire au sein de la brasserie nécessite également de maîtriser l'ensemble des coûts. Le changement des habitudes de consommation, symbolisé par l'explosion de la consommation collaborative et l'uberisation, remet en cause les modèles économiques traditionnels.
La taxe alcool influe sur les tendances de consommation, elle complète en cela la recherche d'un certain bien être pour certains consommateurs (bières faiblement alcoolisées).
La réglementation évolue rapidement sur le champ environnemental, il est nécessaire donc de gérer les risques et de s'adapter aux contraintes environnementales.
Le traitement des effluents ou la recherche de solutions pérennes pour la valorisation des résidus deviennent aujourd'hui des challenges pour les brasseries.
Ainsi, la filière vinicole a mis en place une filière territoriale avec de très nombreuses valorisations en économie circulaire. Il n'existe plus de déchets mais des résidus qui sont tous valorisés : alcools, acide tartrique, huile de pépins de raisin, polyphénols, engrais, aliments du bétail…
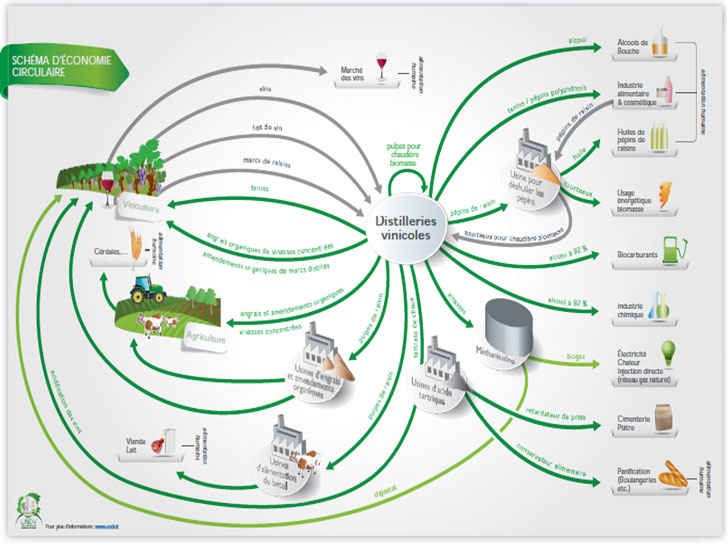
Source : Franck Jolibert, UNDV
Afin de pouvoir comparer les différents modes de production, un outil de comparaison est nécessaire. L'analyse de cycle de vie (ACV) le permet. L'ACV est une méthode de référence (ISO 14 040/44) pour évaluer les impacts environnementaux d'un produit ou d'un procédé. L'évaluation prend en compte l'ensemble des étapes du cycle de vie du produit de l'extraction des matières premières jusqu'à sa fin de vie. Elle ne se limite pas au seul impact climatique mais à tout un ensemble d'impacts, pouvant se regrouper dans 5 dommages principaux déclinés dans le schéma ci-dessous : la santé humaine, l'environnement naturel biotique, l'environnement anthropique, l'environnement naturel abiotique et la protection des ressources naturelles.

Le Bilan Carbone, quant à lui, se focalise uniquement sur l'impact climatique.

Source : Ministère de l'Ecologie du Développement et de l'Aménagement Durable, Jean-paul Vertère
Résultats d'impacts concernant la filière bière
Les étapes du process sont toutes détaillées afin de pouvoir déterminer les impacts de chacune d'elles en y incluant :
- Les consommations d'énergie,
- Les intrants nécessaires (produits nécessaires, matières premières...) et
- Les extrants : résidus, rejets atmosphériques, rejets aqueux…
L'activité doit être découpée et l'ensemble des intrants et sortant comptabilisé.


Intrants et extrants lors de la fabrication de la bière et du conditionnement. Ces découpages sont tirés de l'étude « Life cycle assessment of beer production in Greece (C. Koroneos)"
L'unité de référence, appelé unité fonctionnelle (UF), est très souvent la consommation d'1 litre de bière ou la production d'une bouteille de bière de 75 cl ou 33 cl.
L'orge a un facteur d'émission de 559 kgeCO2/tonne, l'orge maltée possède un facteur d'émission de 818 kgeCO2/tonne (EcoInvent v2.2).
Ces études sont en général difficiles à comparer entre elles car pouvant faisant référence à une unité fonctionnelle différente ou à des périmètres différents. Cependant, toutes les tendances sont cohérentes entre elles. Les résultats sont en général donnés en pourcentage.
Pour l'unité fonctionnelle « bouteille de verre 75 cl », nous pouvons nous rendre compte que les principaux impacts proviennent de l'amont agricole et du conditionnement;
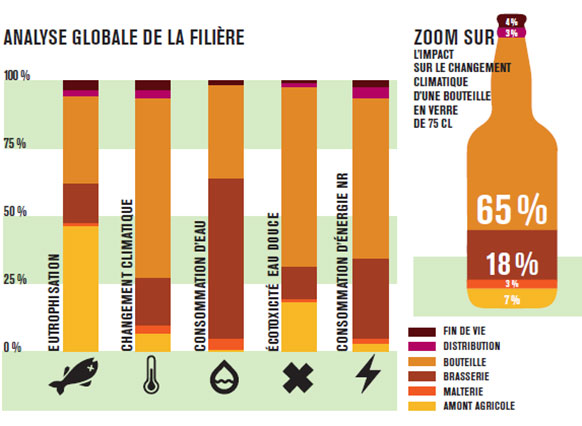
Le conditionnement est le poste prépondérant, l'amont agricole ressort principalement sur l'eutrophisation et l'écotoxicité. Les étapes de fabrication de la brasserie peuvent ressortir comme assez négligeables sur l'ensemble des indicateurs.
Une autre étude « analyse du cycle de vie d'une bière blonde belge artisanale (Raphaëlle P. Melon) » montre deux tendances selon que les emballages sont réutilisés ou bien à usage unique. Pour les scénarios à usage unique, l'étape la plus pénalisante est l'emballage avec une contribution de 86,6 % des impacts environnementaux pour le fût et 72,17 % pour la bouteille.
Dans le cas d'une réutilisation des emballages, à savoir 9,2 fois pour la bouteille et 53,5 fois pour le fût, la tendance change et c'est la culture de l'orge qui représente alors l'étape la plus pénalisante avec une contribution de 57,5 % et 70 % respectivement pour la bouteille et le fût. On constate que la contribution environnementale des étapes internes à la brasserie, la production à proprement dite de la bière, reste faible avec un maximum de 20 % de l'étude globale.
L'étude "An overview of sustainability challenges in beer production, and the carbon footprint of hops production" de Dean G. Hauser et Thomas H. Shellhammer (Department of Food Science and Technology, Oregon State University, Corvallis, OR, U.S.A.) étudie l'impact du houblon. Elle donne une valeur de 3.5 à 5.5 kg of CO2e par kilogramme de houblon ainsi que les valeurs suivantes : 8-12 kWh, 5hl d'eau, 150 MJ (42 kWh) d'énergie pour produire 1 hl de bière plus 13.6 kg de drêches et 4 kg de levures. L'impact CO2 est dû pour 40% à 50% due aux emballages, et pour 22% aux matières premières (principalement orges : 0.91 kg de CO2e par kg de malt). Le houblon d'une bière contenant 110 g de houblon /hl représente 0,2% de l'empreinte carbone totale de la bière. Le houblon d'une bière IPA avec 1,1 kg / hl de bière représenterait 2% de l'empreinte carbone totale. L'étape la plus impactante étant alors le séchage du houblon (30 à 50 %) suivi par le machinisme agricole nécessaire (de 10 à 40%), les produits de traitement de culture variant de 1 à 20%).
L'écoconception (ou "éco-conception") est le nom donné aux domaines de la recherche et développement et de l'ingénierie technique visant à produire des biens de consommation qui sont conçus (dès l'amont) pour limiter leurs impacts environnementaux. L'approche est supposée globale avec la prise en compte de tout le cycle de vie du produit et de tous les critères environnementaux (ADEME).
La démarche peut être exhaustive (prenant en compte toutes les étapes de la fabrication de la bière, et l'ensemble des critères) ou sélective : ensemble des étapes mais avec le seul impact climatique par exemple, ou des investigations focalisées sur certaines critères à certaines étapes (c'est qui est souvent le cas, car cela permet d'avancer à petit pas, communiquer de façon importante et forte mais uniquement sur des petits aspects (greenwashing)).
Les impacts actuellement définis dans la base Agribalyse de l'ADEME pour une bouteille de bière sont les suivants :
Bière "de spécialités" ou d'abbaye, régionales ou d'une brasserie (degré d'alcool variable) :
0.12 par kg de produit (vin rouge 12%vol : 0.18 par kg de produit ; lait demi écrémé UHT : 0.13 par kg de produit)
Sans unité, plus le score est bas plus son impact sur l'environnement est faible. Ce score unique est une moyenne pondérée des 14 indicateurs (voir tableau ci-dessous), calculé selon la méthodologie européenne « PEF » (Product Environmental Footprint). Le DQR est de 3.07
(Ce chiffre correspond au "Data Quality Ratio" (DQR), il indique le niveau de confiance que l'on peut avoir dans le score. Plus le DQR est proche de 1, plus la donnée est fiable ; plus la valeur se rapproche de 5, plus le score rend compte d'une incertitude importante. Une donnée avec un DQR >= 4 est considérée comme peu fiable.)
Détail concernant le changement climatique : 1.09 kg CO2 eq/kg de produit
La Répartition des impacts selon les étapes du cycle de vie est la suivante :
|
Agriculture |
6.8 % |
|
|
Transformation |
25.7 % |
|
|
Emballage |
41.7 % |
|
|
Transport |
16.6 % |
|
|
Supermarché et distribution |
7.1 % |
|
|
Consommation |
1.9 % |
Les différents indicateurs obtenus dans le cadre de cette analyse du cycle de vie sont les suivants :
| Indicateur | Mesure | Unité | |
| Score unique EF | 0.12 | mPt/kg de produit | |
| Changement climatique | 1.09 | kg CO2 eq/kg de produit | |
| Appauvrissement de la couche d'ozone | 0.28 | E-06 kg CVC11 eq/kg de produit | |
| Rayonnements ionisants | 0.62 | kBq U-235 eq/kg de produit | |
| Formation photochimique d'ozone | 3.61 | E-03 kg NMVOC eq/kg de produit | |
| Particules | 0.09 | E-06 disease inc./kg de produit | |
| Acidification terrestre et eaux douces | 0.01 | mol H+ eq/kg de produit | |
| Eutrophisation terrestre | 0.02 | mol N eq/kg de produit | |
| Eutrophisation eaux douces | 0.19 | E-03 kg P eq/kg de produit | |
| Eutrophisation marine | 2.1 | E-03 kg N eq/kg de produit | |
| Utilisation du sol | 19.85 | Pt/kg de produit | |
| Écotoxicité pour écosystèmes aquatiques d'eau douce | 20.47 | CTUe/kg de produit | |
| Épuisement des ressources eau | 0.37 | m3 depriv./kg de produit | |
| Épuisement des ressources énergétiques | 25.48 | MJ/kg de produit | |
| Épuisement des ressources minéraux | 2.77 | E-06 kg Sb eq/kg de produit |
Nous pouvons proposer une liste d'actions pour permettre des réductions tout au long de la filière :

Franck Jolibert, ingénieur ENSAIA, a travaillé deux axes majeurs tout au long de sa carrière : l'environnement (énergie, économie circulaire, valorisation des sous-produits...) et les boissons alcoolisées (bières, alcools, vins...). Ceci l'a amené à développer une expertise reconnue dans les domaines de l'énergie et de la sécurité technologique tout en se spécialisant dans le travail des céréales et des sucres, la fermentation et la distillation.

- Détails
- Catégorie : Conseils et techniques
Sommaire
a1 - Le brassin ne saccharifie pas
a2 - Le trouble d’empois
a3 - Le brassin a du mal à filtrer
a4 - L’atténuation obtenue en fin de fermentation est trop faible ou trop forte
a5- Fermentations paresseuses, dégénérescence de la levure
a6 - Utilisation de malt trop fraîchement touraillé
a7 - Dégénérescence de la levure
a8 - Défaut de mousse
a9 - Bière éventée
a10 - Le Gushing ou giclage
a11 - Possibilités de parasitage et de contamination de la bière autres que microbiologiques
a12 - Stabilité colloidale
a13 - Tranché én chaudière, pieds de veaux
a14 - Pratique du lavage de la bière au CO2 , pour y chasser des volatils indésirables faux goûts
a15 - Problème de la rétention d’arômes par le matériel et relargage successif au cours d’autres utilisations.
a16 - mauvais goûts de la bière
a17 - Vorlauf - nachlauf
A1 - Le brassin ne saccharifie pas
Cet accident n’est pas aussi rare qu’on pourrait le croire. Le test à l’iode reste bleu à la fin du brassage, avant filtration de la maische. Dans ce cas il faut commencer par vérifier le pH et les températures de la maische aux différentes paliers de travail.
Un pH trop bas (et c’est toujours le cas) peut être obtenu par une acidification de la maische par le lactobacille Delbruckiî,. Cela peut se produire par exemple quand une erreur de versement occasionne un refus du système de filtration a recevoir la totalité du brassin. Alors ce reste de maische déjà saccharifié peut stationner longtemps en chaudière de brassage avant d’être repris dans un autre brassin. Mais pendant ce temps, ce restant de maische s’est refroidi et s’est acidifié spontanément par le ferment cité et présent d’une façon endémique dans la salle à brasser. Si on réutilise cette fraction non conforme avec un nouveau brassin, dont on a corrigé le versement, l’acidification se poursuit pendant l’empâtage et on obtient un pH en dessous des valeurs normales d’utilisation des amylases du malt (autour de 5,6) . Il faudra donc, sur le reste de maische incriminée corriger le PH avec de la chaux juste avant son utilisation dans un autre brassin dont on a corrigé le versement en fonction de l’apport.
Après fermentation et analyse sensorielle il faudra répartir ce brassin sur plusieurs autres pour réaliser des coupages de sécurité. Il faut noter qu’un demi-brassin, suffira à saccharifier chaque fraction non-conforme une fois corrigées. Les malts d’aujourd’hui sont suffisamment riches en enzymes puisque selon le législateur on peut utiliser 50 % de grains crus dans un versement. Toutefois si on dispose de malt diastasique, on pourra toujours en utiliser pour réparer cet incident ou s’aider d’enzymes exogènes (α amylase fongiques ou autres commercialisées).
Remarque : En Allemagne il est courant de disposer de maische acidifiée spontanément de cette façon, pour pouvoir corriger le pH des brassins à l’empâtage car la législation interdit l’utilisation d’acide minéral ou organique exogènes pour corriger le pH de la maische selon la loi de pureté qui caractérise ce pays en ce qui concerne la bière.
a2- Le trouble d’empois :
Il apparaît quand on pratique des lavages de drèches à une température supérieure ou égale à 80°C, il y a alors un risque de ré-empesage de l’amidon contenu dans les pointes dites dures du malt et qui n’aura pas été saccharifié au brassage . Ce trouble d’empois subsiste dans la bière et se traduit par une opalescence que la filtration finale de la bière ne supprime pas.
a3-Le brassin a du mal à filtrer :
La filtration de la maische après saccharification semble dépendre essentiellement de sept facteurs principaux
- La température du fluide à filtrer ( premier bouillon et lavages limités à une T° de 80°C )
- La qualité du malt
- La technique de concassage du malt mise en œuvre
- La finesse de la mouture et la répartition des différentes fractions (farines, gruaux, écorces)
- L’oxygénation de la maische dans la chaudière à trempe et au pompage au filtre (On remarquera qu’à 75°C la solubilité de l’oxygène dans un liquide est a peine moitié moins que celle qui correspondrait a une température de 20°C et elle est donc encore importante pour intervenir dans l’oxydation du milieu concerné)
- Le cisaillement du a l’agitation en chaudière et au pompage au filtre)
- La teneur en protéines à ponts disulfures du malt
- La teneur en betaglucanes (substances très visqueuses) si elle a une importance capitale en filtration bière semble moins importante en filtration de la maische. Le professeur Hermia de l’université de Louvain l’explique par le fait que la sédimentation est moins rapide et le gâteau est moins compact en milieu visqueux, donc en présence de gommes et également lors d’une maische très riche en glucides.
- Le fait d’humidifier le malt avant concassage sur un moulin a mouture sèche pour augmenter son humidité de 1 à 1,5% permet d’améliorer le respect des écorces pendant la mouture et de ce fait, la perméabilité de la couche filtrante. Cet apport d’eau peut se faire pendant le transfert du silo a malt jusqu'à la caisse à farine par pulvérisation ménagée et bien dosée, ou par de la vapeur fluente. Cette technique rejoint timidement le principe de la mouture humide et prends le nom de mouture conditionnée sèche.
- Concernant la mouture : On distinguera 4 types de moutures caractérisées chacune par la présence ou l’absence de procédé d’hydratation et une vitesse d’écoulement du moût pendant la filtration de la maische. La mouture sèche conditionnée consiste à faire reprendre au malt avant son passage au moulin sec 1,5 à 2% d’humidité supplémentaire pour assouplir les écorces, sans ramollir le corps farineux et les conserver relativement entière pendant le concassage. L’agent d’humidification sera l’eau pulvérisée au passage du grain ou de la vapeur d’eau basse pression
- Caractéristiques des types de mouture suivant leur profil hydrique et débit prévisible de filtration :
- Mouture sèche : aucune humidification avant concassage - 7,8 I/minute I m2
- Mouture sèche conditionnée : aspersion avant concassage + 1à 1,5% H% - 8,8 I/minute I m2 (Steinecker annonce 9,6 à 10,8)
- Mouture conditionnée humide : Le malt avec un flux d’eau passe au moulin+ 20% H - 11,4 l/minute/ m2
- Mouture humide : Immersion totale et station sous eau , égouttage avant mouture + 30%H - 12,0 I/minute I m2 ( (Steinecker annonce 13,2 à 13,8)
- a4- L’atténuation obtenue en fin de fermentation est trop faible ou trop forte de même que l’atténuation limite
Dans ce cas il faut vérifier, avant toutes choses, le pH en salle à brasser mais également les températures obtenues lors de l’opération surtout quand on travaille avec un thermomètre enregistreur sur la cuve matière. Celui-ci devrait être vérifié très souvent avec un thermomètre étalon au moins une fois par semaine sinon tous les jours. Une température trop basse comme température de saccharification ( 55°C par exemple au lieu de 75°C, et cela est arrivé) va provoquer la formation de beaucoup de maltose et donc une hyper atténuation , un pH trop élevé lors de la saccharification provoquera l’effet inverse. La concentration de la maische à l’empâtage joue un rôle sur la vitesse de saccharification et la quantité d’extrait fermentescible produit. Un bon compromis se situe a 1,2 kg de malt pour 3,5 litres d’eau.
Il est évident que la levure utilisée, son état physiologique, sa floculence, son aptitude a fermenter le maltotriose joue un rôle primordial, En cas de fermentation incomplètes répétées il conviendrait pour des brassins suivants de les sous ensemencer, pour permettre a la levure de prolonger sa phase ATPasique et de reprendre du pouvoir « respiratoire »
Dans le cas de la pratique de la brasserie industrielle qui concerne les récupérations successives de levure après fermentation en vue de réensemencement, il convient de limiter le nombre de réutilisations (générations) a 7 pour ne pas avoir a sélectionner des levures de plus en plus floculentes lors de la récolte ou ayant des difficultés a atteindre l’atténuation limite en fermentation
Remarque : Lors de la pratique de la détermination de l’atténuation limite en laboratoire, on constate que toutes les levures, quelque soit leur état, atteignent cette limite avec l’agitation continue réalisée lors de cette opération.
a5- Fermentations paresseuses, dégénérescence de la levure
C’est un accident que l’on remarquait assez souvent quand le matériel de brasserie était fabriqué en cuivre, surtout avec des vaisseaux de dimension réduite pour lesquels le rapport surface volume est relativement grand et que l’on rencontre surtout chez les brasseurs artisans. La dissolution du cuivre pendant la fabrication avec des surfaces fraîchement nettoyées va entraîner une quantité de cuivre dans le moût qui sera responsable d’ une paresse des levures en fermentation.
L’Ecole de brasserie de Nancy qui possédait une brasserie pilote expérimentale (6 hl) avec comme séparateur de trouble , un bac a fond plat traditionnel , en cuivre faisait ce constat à chaque reprise d’activité après un nettoyage complet des installations.
On notera l’incidence de la présence de nitrates, nitrites et autres sels de l’eau sur la fermentation. La composition saline de l’eau a une influence importante sur le process et la qualité de la bière.
Les deux métaux principaux ayant une influence sur la levure et la fermentation sont le fer et le cuivre
- Fer : C’est un élément important du moût car il intervient dans la synthèse des cytochromes, cytochrome oxydase et catalase .Mais les eaux ferrugineuses altèrent la saveur de la bière et en changent la couleur. Le fer colore également la levure et en provoque rapidement la dégénérescence à 1mg/l, la bière est moins amère, vide et sans moelleux et sa sensibilité au froid nettement augmentée par de faibles quantité de fer. Par contre le fer améliore la mousse de la bière et les fermentations. La levure demande une dose de 75 g/l en fer pour une bonne fermentation.
- Cuivre : supérieur à 1 mg/l il agit comme catalyseur d’oxydoréduction dans le système des cytochromes, il peut intoxiquer la levure.
a6- Utilisation de malt trop fraîchement touraillé.
Ce défaut a justifié dans le cahier des charges du malt l’introduction d’une norme qui spécifie que la température entre le malt et l’extérieur à la livraison du malt ne doit pas excéder 10°C, Un malt fraîchement touraillé n’aurait pas atteint un équilibre protéique satisfaisant et cela se traduirait par des défauts sur le produit fini.
Quand les brasseries travaillaient avec des cuves de fermentation ouvertes, on attribuait les fermentations bulleuses (de très grosses bulles viennent se former puis éclater en surface) au malt trop fraîchement tournaillé, sans que cela semble avoir eu une quelconque incidence sur la qualité finale de la bière.
a7- Dégénérescence de la levure - Crédit De Clerck
Au delà de 6 à 8 cycles de réutilisation , la levure a tendance à perdre passagèrement ses qualités et ses caractères sans pour autant avoir subi, une mutation génétique ou cytoplasmique ; elle dégénère.
Cette dégénérescence sera simplement due par exemple à des modifications de milieu ou de pratique de la fermentation ou de récolte
Ainsi on s’apercevra que son aptitude à fermenter le maltotriose change de génération en génération et même selon De Clerk au cours d’une même fermentation, il en est ainsi également de sa floculence avec des conséquences sur l’atténuation, le goût et la stabilité de mousse ou sa filtrabilité
On constatera toujours qu’il suffira de changer de milieu pour que la levure retrouve ses propriétés initiales Quelques artifices permettent toutefois de retarder cette dégénérescence qui est inéluctable. Ex: lavage acide, tamisage, sous ensemencement pour compenser la perte éventuelle du pouvoir respiratoire de la levure.
La levure n’est pas selon les puristes un organisme qui est doué d’une capacité à respirer, mais certains auteurs lui attribuent un pouvoir respiratoire en relation avec celui de se multiplier
Pour évaluer la dégénérescence de la levure on peut pratiquer trois tests qui donneront des indications utiles sur ses déficiences (voir génération)
1 – Perte du pouvoir respiratoire
Une levure qui a perdu son pouvoir respiratoire ne se multiplie plus. Elle fermente encore mais devient de plus en plus floculente selon Devreux et finit par mourir
Pour mesurer la proportion de « mutants respiratoires » comme on nomme ces cellules, on les cultive parallèlement sur un milieu solide glucosé et sur le même milieu ou le glucose est remplacé par de l’acétate de sodium ou du lactate de sodium, sur lesquels ils ne peuvent pas se développer car ces milieux exigent une oxydation par les enzymes respiratoires de la levure pour pouvoir la nourrir.
La différence entre le nombre de colonies obtenues sur les milieux au glucose et les autres indique le nombre de mutants respiratoires.
Lindingren donne une autre méthode ou on utilise la même réaction colorimétrique aux sels de Tétrazolium que celle dont on se sert pour reconnaître les germes morts dans l’orge. A cet effet on fait une culture sur plaque d’agar glucosé de la levure, lorsque les colonies se sont développées, on les recouvre d’une couche d’agar fondu contenant du triphényl – tétrazolium. Après quelques heures les colonies de levure qui respirent prennent une teinte rouge foncée, tandis que celles qui ne respirent plus conservent leur couleur initiale.
2 – Aptitude a la fermentation du maltotriose
Cette détermination a une grande importance technique car la levure doit bien fermenter le maltotriose pour que la fermentation secondaire très nécessaire à la qualité des bières de fermentation basse, se fasse bien
Hupé prend pour cela ce qu’il nomme un mout de maltotriose en fermentant à la limite du moût ordinaire par le saccharomyces Uvarum, qui ne fermente pas ce sucre. Il contrôle par chromatographie si les sucres simples ont bien disparu et élimine l’alcool par distillation.
La levure a tester est ensemencée dans un tube de moût normal ; et après 48 heures de fermentation, on verse le tube dans un erlenmeyer contenant 150 ml de mout normal , agite 24 h à la température de 20°C , lave deux fois la levure à l’eau , la filtre sur un fritté G4 et la conserve une nuit au frigo. Cette préparation de la levure a une grande importance pour son comportement
On met alors 4 ml de mout maltotriose dans le ballon de 50 ml d’un fermentomètre, ensemencé avec un ml d’une suspension à 20% de la levure filtrée et mesure la vitesse de fermentation du maltotriose . On agite le ballon du fermentomètre de temps en temps.
Les levures doivent fermenter aussi complètement le maltotriose en cinq ou six heures pour donner une bonne attenuation secondaire a la bière en allant a la limite.
3 - Aptitude à la fermentation des autres sucres
La levure se désacclimate de la fermentation du maltose et du glucose vers la fin de la fermentation. Si cette désacclimatation est trop intense, la fermentation sera lente et incomplète.
Les tests de fermentation de ces sucres peuvent se faire sur milieu au glucose ou au maltose dans un fermentomètre quelconque
A8- Défaut de mousse
Le défaut de mousse, a savoir une mauvaise stabilité de la mousse qui se traduit par une non adhérence au verre et par des grosses bulles qui donnent un aspect désagréable à la mousse alors qu’elle se doit d’être fine et persistante Plusieurs causes peuvent être évoquées
- La présence de matières grasses dans le moût d’origine due à une mauvaise filtration de la maische. La couche filtrante est le siège de passages préférentiels qui font que les matières grasses qui devraient rester à la surface de la couche passent au travers. Elles sont responsables de l’affaissement de cette mousse plus tard dans le verre. Dans la même optique le tirage au clair du moût décanté en cuve filtre sans passage au travers de la couche conduit au même résultat. A noter que dans certains pays qui utilisent du maïs non dégraissé au brassage, on n’observe pas cet accident pour peu que le moût traverse dans sa totalité la couche de drèche. Les matières grasses restent en surface de la couche filtrante
- Un malt très désagrégé avec des teneurs en azote soluble supérieurs à 4,5 et un indice Kolbach largement supérieur à 40 peut
conduire à cet accident, d’ailleurs un ajoute de spitz malt ou malt éclair (un malt très peu germé) de l’ordre de 10 à 15% du versement peut conduire à une mousse honorable. L’emploi de blé malté ou non ou d’orge cru peut conduire au même résultat, mais en contrepartie le filtration de la maische sera plus difficile. On note que les facteurs pro mousses sont essentiellement les résines alpha du houblon et certaines protéines hydrophobes du malt qu’il ne faudra donc pas détruire par une protéolyse importante au brassage et donc privilégier un empâtage a une T° voisine de 60°C
Azotage des bières en vue d’améliorer la qualité de la mousse :
Un constat montre que une solubilisation d’azote dans la bière de l’ordre de 20 à 25 mg/l améliore la qualité et la tenue de mousse de la bière , lui donnant un aspect crémeux grace aux très fines bulles que l’azote génère par opposition aux bulles plus grosses et plus fragiles du CO². Les bulles d’azote atteignant moins vite la taille qui correspond à leur rupture. Au dela des chiffres cités ,il y a un risque de moussage intempéstif analogue à du gushing.. De plus au dela de ces 20 mg/ litre qui correspondent a la dissolution d’azote à la pression atmosphérique à température ambiante , il y a mise en sursaturation de l’azote , dégazage du gaz et entrainement du CO² ( suivant le mécanisme du dégazage par les gaz )
L’injection peut se faire en ligne , auquel cas il faudra éviter un bullage et maintenir un état de sous-saturation d’azote pour éviter le départ de CO², C’est un procédé délicat a mettre en œuvre, il serait utilisé en Angleterre.
a9 - Bière éventée
Il s’agira d’une bière trop vielle en garde et qui aurait perdu une partie de son gaz carbonique et se serait en partie oxydée.
L’apport de 3 à 5% de Kraüsen une semaine avant son soutirage permet de la récupérer en la recarbonatant et en la remettant en milieu réducteur grâce à la levure apportée
- Krausen = bière en periode de haute mousse soit moins de 48 heures après entonnement fort pouvoir ATPasique
a10- Le Gushing ou giclage
Il se traduit par une bière dite sauvage ou nerveuse qui va jaillir de la bouteille dès son ouverture. Ce phénomène serait du à l’utilisation de malts d’orges cultivées pendant des années très humide et ou un champignon du type fusarium se développe sous les écorces , une autre cause serait la présence dans la bière d’une quantité importante de cristaux d’oxalates. Qui seraient autant d’amorce de dégazages intempestifs. Dans ce second cas, en traitant systématiquement la bière au brassage avec du calcium, on évite cet aspect du phénomène
a11- Possibilités de parasitage et de contamination de la bière autres que microbiologiques
Une Station prolongée avec le trouble du moût au bac avant entonnement, provoque la formation de différents produits indésirables dans la bière dont : furfural, Nitrates, Nitrites, Goût de carton, Diacétyle……..…,Tous ces produits influant sur le goût et les faux goûts de la bières
a12 - Stabilité colloidale
Le liquide n’évolue pas au point de vue de sa limpidité colloïdale, c’est-à-dire que les composants protéo-tanniques ne se regroupent pas et ne se déposent pas au cours du temps. En brasserie, on garantit généralement une stabilité colloïdale de l’ordre de 12 à 18 mois pour la bière en bouteille (filtrée et ou pasteurisée) et de 2 à 6 mois pour les fûts. L’apparition d’un trouble colloïdal est fonction du temps, de l’oxydation et de la composition protéo-tannique, mais aussi des variations brutales et successives de température subies par la bière conditionnée, ainsi que de l’agitation. Pour maîtriser la stabilité colloïdale de la bière, le brasseur dispose de divers moyens qui sont:
Produits autorisés agissant sur les protéines avant son conditionnement en emballage commercial (fûts, boites, bouteilles):
- Les gels de silice anhydrite ou hydratés qui agissent par adsorption
- L’acide tannique qui agit par précipitation des protéines
- La papaïne ( enzyme protéolytique) qui agit par destruction enzymatique des protéines
- Les Bentonites qui agissent par adsorption
Produits autorisés agissant sur les polyphénols :
- Les PVPP qui agissent par adsorption
- L’aldéhyde formique qui agit par précipitation
Un test mis au point dans les années 60 par les professeur Chapon et Chollot de l’école de brasserie de Nancy permet de prévoir la stabilité colloïdale de la bière en fonction de sa composition albumino-tannique et de son état d’oxydation.
a13- Tranché en chaudière, pieds de veaux :
C’est là, une pratique originale qui n’a plus court de nos jours tout au moins industriellement. Pour obtenir en fin de cuisson un tranché important et brillant et espérer une bonne stabilité colloïdale, on a utilisé en chaudière a cuire des pieds de veau qui en amenant de la protéine dans le milieu aidait a la précipitation des tanins, Le doyen Urion, directeur de l’école de brasserie de Nancy reconnaissait comme seule vertu a ce procédé, celle , pour le brasseur de pouvoir manger ces pieds en vinaigrette, pour son casse croute
a14- Pratique du lavage de la bière au CO2 , pour y chasser des volatils indésirables
Cette pratique du lavage de la bière en lui faisant subir sous contre pression un barbotage au gaz carbonique permet d’éliminer certains goûts et arômes anormaux sans que ce soit pour autant la panacée, mais il faut reconnaître au CO2 le pouvoir de capter les’odeurs et les arômes Cez qui justifie pendant la garde une période pendant laquelle le tank n’est pas mis en bondonnage et évacue librement le gaz qui transporte avec lui des aromes , odeurs et goûts indésirables , le même artifice permettra de recarbonater ou décarbonater une bière dans certaines conditions mais cette fois en jouant sur le bondonnage.
En fait les volatils indésirables qui son les principaux vecteurs de faux goûts jouent alors le rôle d’un gaz dissous qui au contact d’une bulle va se conduire d’une façon analogue à ce qui survient dans une désoxygénation par un autre gaz. L’importance de l’élimination de ces volatils est fonction de l’intensité de la fermentation et de la diminution progressive des produits fermentescibles. Le contrôle des volatils éliminés pendant la fermentation a servi de base a une régulation de fermentation en TOD par évaluation dans le temps de la concentration en volatils.. D’autre part dans le cas de bières de faible densité. Des procédés ont été décrits pour les enrichir en aromes à partir d’un barbotage de gaz issus d’une fermentation d’une autre bière de hautes densité, rappelons a ce sujet que la production de matières aromatiques dans la bière pendant la fermentation croit de façon exponentielle avec la densité du moût .
A15- Problème de la rétention d’arômes par le matériel et relargage successif au cours d’autres utilisations.
La possibilité de capter les odeurs et certains produits fortement tensioactifs existe et dépends du matériau utilisé et de son état de surface, rappelons que si l’eau a une tension superficielle voisine de 75 dynes, les détergents et les mouillants descendent au dessous de 40 et sont de ce fait pratiquement indélogeables des micros fissure dans lesquelles ils sont introduit par un simple rinçage à l’eau et cela même l’eau chaude qui a pourtant une tension superficielle largement inférieure a l’eau froide et apparaît comme un excellent détergent n’y parvient. On a vu une soutireuse fraîchement nettoyée et désinfectée par un ammonium quaternaire, qui a chaque arrêt de la machine pendant le soutirage relarguait des odeurs indésirables et suffisamment décelables alors qu’en marche continue le phénomène n’était pas décelé. A cet effet dans la brasserie ou on a observé ce phénomène, on a depuis opté pour un rinçage discontinu et prolongé de la soutireuse en intercalant sur le circuit d’arrivée d’eau une vanne automatique programmée pour fonctionner 2 minutes ouverte puis 5 ou 6 minutes fermée et cela pendant un temps total d’environ une heure en s’assurant que la soutireuse est noyée, puis vidangée complètement a chaque séquence
A 16 –Les principaux gouts anormaux que l’on peut avoir accidentellement dans la biere
Mauvais goût du a la production de diacétyle lors de la fermentation par la levure
Les dicétones vicinaux d’importance capitale pour le goût de la bière sont le diacétyle et le 2,3 – pentanedione. Du fait de son seuil de perception olfactif, le diacétyle est le plus important de ces composés. Dans certains cas extrêmes, il peut déjà être décelé à des teneurs légèrement supérieures à 0,20 ppm. Les teneurs en dicétones vicinales sont plus élevées pour la bière de fermentation haute 0,45 – 0,30 ppm que pour les basses 0,06 – 0,08 ppm de pentanédione.
Le précurseur du diacétyle l’α- acétolactate est formé dans la levure à partir de deux molécules de pyruvate. L’ α-acétolactate est essentiellement formé au cours de la phase de croissance de la levure. Cette formation est liée à la synthèse de la valine et de la leucine, et sera d’autant plus intense que le moût est pauvre en valine et en leucine et que la croissance est activée. L’α acétolactate formé est ensuite excrété dans le milieux ( bière en fermentation)et il est transformé en diacétyle par décarboxylation oxydative. On peut avoir des taux anormalement élevés d’α-cétolactate avec une aération importante du moût, un darauflassen ou une croissance continue. Tous les procédés de fermentation rapide qui allongent la phase de croissance par rapport à la phase stationnaire, conduisent ainsi à des taux élevés d’α-acétolactate ce qui a comme conséquence d’avoir freiné le développement de la fermentation continue .
Au cours de la maturation le diacétyle est réduit par la levure en acétoïne, cette réduction est d’autant plus rapide que la maturation ( pendant la garde) se fait à température élevée. L’acétioïne est moins sensibles sur la flaveur de la bière (seuil de perception nettement plus élevé)
Goût de soleil : Influence de la Riboflavine
Une bière exposée à la lumière voit ses qualités organoleptiques se dégrader rapidement. La lumière déclenche de nombreuses réactions photochimiques avec formation de composés aldéhydiques, mais aussi d’autres composés (méthyl - 2 – butène – 1 –thiol , méthyl- mercaptan) responsables d’un arome particulier : le goût ou parfum de soleil. L’apparition du goût de soleil est conditionnée par :
• la présence simultanée d’Isohumulones et d’H2S
• Un milieu pauvre en oxygène ou milieu réduit
• Une exposition à la lumière d’une longueur d’onde entre 400 et 550 nm
• Un milieu fermenté
Les résines amères isomérisées du houblon sont effectivement facilement photodégradables. Il en résulte des radicaux libres R° capables de réagir avec H2S présent dans le milieu (H2S provenant de la fermentation).
Action de la riboflavine
Il a été prouvé que la riboflavine est le composé le plus actif dans le problème lié au goût de soleil. La riboflavine est la vitamine B2, elle se trouve dans les bières à des teneurs importantes. L’origine de la Riboflavine dans la bière n’est pas due à une excrétion de la levure mais provient de la matière première. Pendant la fermentation la moitié de la riboflavine est utilisée pour le métabolisme de la levure. Ainsi, outre la formation du goût de soleil suite à la photo-dégradation des Isohumulones et des acides aminés soufrés, la riboflavine participe également de manière active à la polymérisation de certains composés comme les alcools supérieurs, l’éthanol, des Isohumulones , les acides aminés, etc. … en aldéhydes correspondants.
Goût de carton
Le Trans 2 Nonenal est responsable de la flaveur de papier/carton, ayant pour origine les acides gras (acide linoléique) subsistant dans la bière et dégradés par réaction enzymatique, il apparaît dans les bières très longtemps gardées , mais surtout après pasteurisation tunnel à la fin de laquelle la bouteille en sortie est mal refroidie. (Température > à 30°C).- Seuil de perception par addition: 0,1 ppb.)
Goût anormal provoqué par un excès d’acétaldéhyde
Cette molécule donne dans la bières des Notes de pomme verte, dans le sens « pas mûre », de cidre fermier. Le goût est astringent, accroche le milieu et les côtés de la langue, comme un fruit pas mûr. Amertume floue, mal définie. Ce goût a pour cause une bière trop jeune, ou séparée trop rapidement de sa levure..
C’est un défaut réversible par prolongation de la garde, si la levure est encore présente! L’acétaldéhyde est l’avant-dernière étape de la conversion des sucres en alcool, et la première étape de la dégradation de l’alcool par le foie. Responsable de la gueule de bois. Souvent accompagné, dans les bières jeunes, d’une note de diacétyle (beurre plus ou moins rance), ou de malt mouillé (atténuation incomplète).
Goût de bouchon
- peu rencontré en brasserie , car cette activité utilise peu de bouchon liège. Ce goût que l’on attribue spécifiquement au 2-4-6 Trichloroanisole ou (2-4-6 TCA) est spécifique du bouchage liège et peut avoir une autre origine que le bouchon, il peut être produit a partir de méthionine présente dans les caséines utilisées pour le collage de clarification ou l’assemblage des lamelles de lièges pour confectionner le bouchon lui même et cela à partir d’une moisissure de type pénicillium. Le nettoyage et la désinfection de la cuverie avec des produits chlorés favorise la formation du composé. Il faudra donc utiliser un autre antiseptique que le chlore en désinfection de cuverie ou en blanchiment de bouchon et surtout être très exigent dans le choix des bouchons. Un procédé existe qui permet d’éliminer le TCA des lièges de fabrication du bouchon, il consiste à traiter le liège au C02 supercritique. Le liège dans un autoclave est porté aux conditions supercritiques 400C, 200 bar pendant 2heures 30, on effectue alors une décompression qui laisse échapper le C02 gazeux entraînant le TCA piégé non soluble dans le C02 gazeux. Ce goût concerne aussi les bières de spécialité bouchées liège.
A 17 – Vorlauf - nachlauf
Freinte obtenue lors de la séparation des mélanges eau – bière lors des remplissage a l’eau des conduite jusqu’aux appareillages avant d’envoyer la bière et pousses a l’eau en fin d’utilisation de ces appareils( filtres, soutireuses, cuverie …) Ces opérations connues sous le terme allemand de Vorlauf et Nachlauf peuvent être la source d’une freinte importante si elles ne sont pas bien maitrisées . Aujourd’hui des capteur permettent de déterminer pour ces opération le début et la fin de chacune d’elle t d’effectuer le changement de circuit automatiquement.
Pierre Millet
Pierre Millet est un ancien Brasseur et Ingénieur Brassicole, à la retraite mais toujours très actif notamment au sein du Musée Français de la Brasserie à St Nicolas, que vous avez pu rencontrer lors de nos LABs. Il est l'un des dernières détenteurs de savoir-faire et d'histoires de brasseries des 60 dernières années. Régulièrement Pierre Millet nous fait part de ses réflexions et recherches sur les techniques et problématiques de Brasseries.
- Détails
- Catégorie : Conseils et techniques
Par définition, une levure sauvage est une levure qui n’est pas volontairement utilisée à des fins de production et dont la croissance n’est ni maîtrisée ni contrôlée. Elle provient le plus souvent de l’environnement de la brasserie (air, surfaces, équipements, matières premières).
À l’exception notable des bières lambic et plus largement des bières à fermentation spontanée, les levures sauvages sont considérées comme des organismes d’altération dans le brassage moderne et doivent être évitées.
Il convient toutefois de nuancer : toutes les levures sauvages ne sont pas intrinsèquement nuisibles, mais leur présence reste le signe d’une contamination, révélant un problème sanitaire et donc une perte de maîtrise du processus de fabrication.
On distingue classiquement deux grandes catégories de levures sauvages rencontrées en brasserie : les levures Saccharomyces et les levures non Saccharomyces
Levures Non Saccharomyces
Le genre Brettanomyces
Les principales levures non-Saccharomyces rencontrées dans la bière appartiennent au genre Brettanomyces (également appelé Dekkera dans sa forme sexuée).
La levure Brettanomyces a été isolée pour la première fois en Grande-Bretagne en 1904 par N. H. Clausen, dans des bières anglaises présentant des caractéristiques aromatiques rappelant le vin.
Brettanomyces correspond à la forme asexuée (absence de formation de spores), tandis que Dekkera représente la forme sexuée.
À ce jour, cinq espèces de Brettanomyces sont décrites, mais Brettanomyces bruxellensis est la principale espèce impliquée dans l’altération de la bière lorsqu’elle n’est pas recherchée.
Capacités physiologiques et résistance
Surnommée couramment « BRETT » (terme largement utilisé dans le domaine vitivinicole), cette levure se distingue par une grande tolérance aux stress environnementaux :
- résistance à des teneurs élevées en alcool,
- capacité à se développer dans des conditions pauvres en oxygène,
- tolérance à des pH faibles.
Ces caractéristiques lui permettent de survivre et de se développer dans des environnements de fermentation alcoolique, y compris après l’activité de Saccharomyces cerevisiae.
Dans certaines conditions, Brettanomyces peut même prendre le dessus sur S. cerevisiae, notamment lors de fermentations longues ou peu contrôlées.
Métabolisme des sucres
Brettanomyces possède un spectre métabolique très large. Elle est capable de fermenter :
- des sucres simples (glucose, fructose),
- le maltose,
- mais aussi des glucides plus complexes, difficilement assimilables par Saccharomyces cerevisiae.
C’est notamment le cas du cellobiose et des dextrines. Leur dégradation entraîne :
- une augmentation du degré alcoolique,
- une diminution importante des sucres résiduels,
- une évolution marquée du profil aromatique.

Levures Sauvages Saccharomyces
Autres levures non-Saccharomyces
D’autres genres peuvent occasionnellement se développer dans la bière, notamment :
- Pichia spp.,
- Candida spp.,
- Torulaspora delbrueckii,
- Zygosaccharomyces spp.
Leur développement reste généralement limité par :
- la faible disponibilité en oxygène,
- la présence d’éthanol,
- la concurrence exercée par Saccharomyces.
Origine des contaminations et impacts sensoriels
Ces levures sont principalement retrouvées dans la brasserie, notamment dans les zones difficiles à nettoyer :
- robinets de prélèvement,
- vannes de cuves,
- surfaces en contact direct avec la bière.
En cas de contamination, elles peuvent engendrer :
- la production d’arômes indésirables (acides organiques, composés phénoliques),
- des troubles,
- la formation de particules ou de films en surface.
Il s’agit de contaminations opportunistes, dont les effets deviennent perceptibles lorsque les conditions de développement sont favorables.
Cas particulier des fermentations en barrique
Les bières élevées en barrique sont particulièrement exposées, ces environnements étant naturellement propices à la présence de Brettanomyces.
La micro-oxygénation inhérente au bois favorise leur développement.
Afin de limiter ce risque, une pratique essentielle est le ouillage :
il consiste à compléter régulièrement la barrique afin de réduire l’espace de tête et donc la disponibilité en oxygène pendant la maturation.


Levures sauvages du genre Saccharomyces
Contaminations croisées
Une contamination croisée par une souche de Saccharomyces différente de celle utilisée en fermentation peut entraîner :
- des défauts aromatiques,
- des profils fermentaires atypiques,
- une instabilité du produit fini.
La levure sauvage la plus problématique ces dernières années est Saccharomyces cerevisiae var. diastaticus, aujourd’hui considérée comme un microorganisme émergent dans les brasseries.
Saccharomyces cerevisiae var. diastaticus
Ce variant possède des gènes supplémentaires STA (STA1, STA2 ou STA3), lui permettant de produire une glucoamylase.
Cette enzyme hydrolyse les glucides complexes, en particulier les dextrines, normalement non fermentescibles par S. cerevisiae classique.
Les conséquences technologiques sont majeures :
- atténuation très élevée (> 90 %),
- fermentation secondaire involontaire,
- production excessive de CO₂,
- diminution de la perception aromatique,
- risques de surpression, de gushing, voire d’explosion des contenants.
Sources de contamination
Les sources de contamination sont multiples :
- matières premières,
- repiquage de levures,
- ajouts post-fermentation,
- équipements mal assainis.
Dans plus de 70 % des cas, la présence non souhaitée de S. cerevisiae var. diastaticus est associée à :
- l’embouteillage ou l’encanettage,
- l’environnement général de la brasserie,
- les zones de stockage des barriques.
Sa détection est donc un indicateur fort de défaillance des pratiques d’hygiène.
Il existe cinq espèces connues de Brettanomyces, mais seule Brettanomyces bruxellensis est responsable d’altérations de la bière lorsqu’elle est non désirée. Saccharomyces cerevisiae var. diastaticus est responsable du phénomène de gushing, lié à une fermentation secondaire involontaire. La présence de levures sauvages est avant tout le symptôme d’un défaut de maîtrise sanitaire dans la brasserie.
Les flores d’altération de la bière, partie 1: « Amies » ou « Ennemies » ?
Les flores d’altération de la bière partie 2 : les principales bactéries d’altération de la bière
Références:
Back W. 1981. Bierschadliche Bakterien – Taxonomie der bierschaldlichen Bakterien. Monatsschrift fur Brauerie, 34
Back W. 2003. Bioflime in der Brauerie und Getrankeindustrie – Brauwelt Online 23/25 1-5
Hill A.E 2015. Brewing Microbiology - 1st Edition
Priest F.G. 1987. Brewing Microbiology. Elsevier Applied Science
Suzuki K et al 2005. Isolation of hop-sensitive variant from Lactobacillus lindneri and identification of genetic marker for beer spoilage ability of lactic acid bacteria. Applied and Environmental Microbiology, 71, 5089-5097
Suzuki K. 2012. 125th Anniversary review. Microbiological instability of beer caused by spoilage bacteria. Journal of the institute of brewing, 117

- Détails
- Catégorie : Conseils et techniques
Est-il possible de contrôler la taille des bulles dans la bière ? Qu’en est-il de la perception de la taille des bulles : fine ou grosse ? La taille des bulles dans la bière suscite bien des mythes et légendes, mais surtout des interrogations. De leur formation à leur dispersion, dans la bouteille et le verre, des facteurs pouvant influencer leur taille et leurs rôles sensoriels, partons à la découverte des mystères des bulles.
Formation Des Bulles
En métabolisant les sucres, les levures produisent deux sous-produits, de l’alcool éthylique et du dioxyde de carbone (CO2), ce que l’on appelle la phase anaérobie. Lors de la fermentation, chaque gramme de sucre produit environ 0,48 gramme de CO2. Dans une bouteille de bière, le CO2 sous pression, entre deux et cinq fois la pression normale (six pour le Champagne), est dissout dans le liquide, maintenant la concentration de gaz dans un état d’équilibre, selon la loi de Henry. A l’ouverture d’une bouteille, un phénomène thermodynamique de sursaturation intervient : la pression chute au niveau de l'atmosphère environnante, laissant s’échapper un petit nuage de gaz, entrainant également une baisse rapide de la température, déclenchant la cavitation lors de laquelle le gaz s’échappe pour rétablir un équilibre, en créant… les bulles.
Les bulles de gaz se forment préférentiellement sur des surfaces qu’on appelle sites de nucléation. Si visuellement, on aperçoit les bulles se former surtout sur la base et les côtés de la bouteille, les sites de nucléation correspondent à toutes les « impuretés », comme des fibres de cellulose, et de minuscules particules en suspension, présentes sur le contenant et dans la bière. On a longtemps cru que les bulles se formaient dans les microcavités du verre, mais des études récentes semblent démontrer que ce phénomène soit en fait marginal. Lorsque l’on verse la bière dans un verre, il arrive qu’elle puisse mousser énormément s’il y a trop d’impuretés : c’est pourquoi il est de coutume de rincer le verre afin d’éliminer les sites de nucléation possibles.
La pression oscillatoire, exercée à l’ouverture de la bouteille, provoque l'effondrement des bulles et donc la formation de très petits fragments de bulles, augmentant la surface de contact gaz-liquide. Le transfert de masse entraine la croissance des bulles.
Grossissant progressivement grâce à la diffusion du CO2 dissout, la bulle finit par se détacher de son support et initie sa remontée à la surface. Ayant atteint une certaine flottabilité, elle laisse sa place pour la formation d’une autre bulle. La fréquence de production de bulles dans la bière est d’environ 10 bulles par seconde par site de nucléation ; à noter qu’elle est de 30 dans le Champagne qui possède une concentration de CO2 trois fois plus élevée.

Les bulles de la bière possèdent des propriétés uniques : les « petites » bulles inférieure à 1/3 de mm sont sphériques, quand les plus grosses sont ellipsoïdales. Si les bulles sont « rondes », c’est qu’elles doivent minimiser leur surface tout en conservant leur volume, pour atteindre leur équilibre. Quand la tension superficielle décroit, les bulles ont tendance à se déformer. En moyenne, la tension superficielle de la bière est de 45 milijoules (mJ)/m².
Grossissant toujours durant leur remontée par l’apport de dioxyde de carbone et de molécules aromatiques, celles atteignant 1 mm ont des rayons d’oscillation qui les font s’enrouler en spirale. En moyenne, une bulle de CO2 a un diamètre de 0,5 mm et un volume de 1/15 mm3. Elle est composée, à plus de 99%, de CO2 et d’arômes.
Dispersion des Bulles - Dégazage
Lorsque l’on sert un verre de bière, un flux de recirculation du CO2 s’établit à l'intérieur du verre. Quand les bulles remontent à la surface, elles entraînent avec elles un peu de liquide qui retourne au fond, le long des parois, de par la conservation de masse. Ce mouvement de recirculation favorise la croissance plus rapide des bulles à partir des sites de nucléation sur les parois. Les bulles de bière peuvent ainsi retomber.

Schéma de recirculation de la bière : La montée des bulles à partir de différents sites de nucléation induit une circulation globale.
L’ascension des bulles est ainsi inévitable car due à leur flottabilité, la fameuse poussé d’Archimède (Eurêka !), leur densité étant, en effet, beaucoup plus faible que celle du liquide. La convection, induite par la flottabilité, augmente encore le transfert de masse par advection et, par conséquence, la taille des bulles. Arrivées à la surface, elles contribuent au volume de la mousse, dont le développement ne dépend que de la croissance des bulles et non de l'apparition de nouvelles bulles.

Différentes étapes de l'évolution de la mousse (a) t = 0 ms, juste avant l'impact. (b) t = 0,1 ms, les bulles se développent en raison de la chute soudaine de pression, puis s'effondrent rapidement, donnant naissance à une mousse minuscule. (c) t = 1,8 ms, ces bulles de mousse se développent uniquement grâce à la diffusion du CO2 en elles. (d) t = 124,5 ms, le flux est dominé par des panaches de bulles poussés par la flottabilité. Le mouvement relatif entre ces panaches et le liquide améliore considérablement le transfert de masse, la majeure partie de la mousse est générée à ce stade. (Source : Some Topics on the Physics of Bubble Dynamics in Beer )
Les plus petites bulles, du fait d’une tension superficielle et d’une pression plus élevées, peuvent transmettre leur gaz aux plus grosses, car la pression s’égalise entre les bulles.

Les mouvements de convexion, lors de la remontée des bulles, peuvent provoquer un phénomène de vagues et tourbillons dans les bières avec beaucoup de corps. La recirculation de la bière dépendrait également beaucoup de la forme du verre, mais aussi de la tension superficielle qui s’établit à sa surface. De plus, les verres peuvent avoir des propriétés hydrophobes qui favorisent la création de bulles.
Les bulles de bière sont ainsi 2 fois plus petites au fond du verre, qu’à son sommet. Dans le Champagne, la taille des bulles semble totalement relative à la taille et à la forme du verre : dans une flûte de 10cm elle mesure 1 mm, quand dans une flûte de 30 cm elle atteint les 3 mm ; dans une coupe elles restent petites car le dégazage est accéléré. Selon une étude publiée en 2021, une demi-pinte de lager commerciale libèrerait entre 200000 et 2 millions de bulles.
Les bulles de bière sont en tout cas bien différentes de celles des autres boissons gazeuses, comme les sodas ou le Champagne. Leur durée de vie est plus longue et elles se déplacent plus lentement grâce aux tensioactifs qui abaissent la tension superficielle et rendent le liquide de la bière plus visqueux, augmentant ainsi la traînée hydrodynamique des bulles.
Les mécanismes de dégazage de la bière sont analogues à ceux des éruptions limniques que l’on trouve dans la nature, aux conséquences souvent désastreuses : en 1986 au lac Nyos au Cameroun, une remontée de dioxyde de carbone a provoqué la mort par asphyxie de centaines de personnes et de milliers d’animaux.
A noter que ce phénomène de dégazage est différent des phénomènes d’effervescence qui se produisent lorsque l’on secoue une bouteille ou du jaillissement-gushing qui lui est dû à des problèmes de dosages de sucres et/ou de levures, de fermentation courte ou incomplète, ou bien de moisissure ou d’infection.
Par ailleurs, dans une bouteille fermée, le CO2 se diffuse également mais très lentement, une molécule mettrait plus de 3 ans pour y parvenir.
Facteurs influençant la taille des bulles
Outre la taille et la forme du verre, d’autres facteurs influenceraient la taille des bulles.
Tout d’abord, le milieu liquide et sa capacité à maintenir dissout le gaz carbonique : il faut qu’il contienne suffisamment de tensioactifs pour abaisser la tension superficielle. Plus le liquide possède un pH acide et peu d’ions bicarbonates, plus il relâchera de grosses bulles. Ce facteur s’applique particulièrement aux eaux pétillantes qui se vantent de la taille de leurs bulles. Dans la bière, plus la densité est élevée, plus le transfert de masse s’effectue rapidement, faisant croître la taille des bulles.
Les protéines et les dextrines de la bière perturbent le cheminement des bulles qui doivent les éviter. Les bières corpulentes produisent ainsi des bulles plus fines et restent effervescentes plus longtemps. Par ailleurs, la présence de bulles de différentes tailles dans ces mêmes bières permet une mousse riche et dense.
La température de la bière est également importante. Plus elle est chaude, plus elle relâche rapidement son CO2 qui s’assemble, formant ainsi des bulles plus grosses. Les conditions de stockage seraient ainsi susceptibles de jouer un rôle, en gardant les bouteilles au frais après la fermentation, la solubilité du CO2 augmenterait.
Les temps de fermentation et de clarification semblent également jouer un rôle sur le développement des bulles : plus ils seraient longs, plus les bulles seraient fines. En bouteille, les particules en présence devenant de plus en plus petites, les bulles, s’y développant, sont à leurs tours de plus en plus fines. Pour certains, les extraits de malt secs ralentiraient le temps de fermentation, mais donneraient des résultats inégaux.
Lorsque l’on sert une bière en fût, la différence de pression avec le verre augmenterait la dilatation des bulle : ce qui permet d’ailleurs à la Bière Guiness, qui comporte des bulles d’azote plus petite que celles du CO2, de mousser (c’est aussi pourquoi leur cannette renferme une balle de plastique contenant de l'azote pressurisé, générant un jet de gaz turbulent lors de son ouverture, qui permet la formation de bulles et l’apparition rapide de la mousse « crémeuse »).
Par ailleurs, on ne peut changer la taille des bulles par le type de carbonatation qu’elle soit naturelle ou forcée. Seule la quantité de carbonatation peut être modifiée.
Bulles et Perception Sensorielle
Le CO2 est un support de goûts contribuant à la perception des arômes. Les bulles de CO2 seraient capables de stimuler des récepteurs sensibles à la taille et à la pression, qui transmettraient au cerveau des signaux somatosensoriels, semblables au toucher. Des recherches ont montré que les bulles plus petites sont plus faciles à capter par ces récepteurs. Bien que libérant des arômes lorsqu’elles éclatent sur nos langues, les bulles joueraient surtout un effet sur notre perception de la texture et de la sensation en bouche. A noter que le CO2 est légèrement anesthésiant et diminuerait la sensation de soif. Un versement correct de la bière est ainsi nécessaire, tant pour les propriétés des bulles de CO2, que pour leur correct libération… sinon attention aux problèmes d’estomac ou de maux de tête.
Contrôler la Taille des Bulles ?
Quantité de CO2 dissout, densité, protéines et dextrines, ph, température, nombre de sites de nucléation, différence de pression entre les contenants, formes de la bouteille et du verre, façon de servir…
Contrôler la taille des bulles dans la bière relève ainsi de nombreux facteurs et la formule magique ne semble pas encore avoir été trouvée. La perception de la taille des bulles d'une bière n'est peut être que très suggestive ou propre au palais de chacun... et puis ce n'est pas la taille qui compte, c'est le goût! Au final, lorsque l’on apprécie une bière et la taille de ses bulles, on ne peut que songer aux probabilités et aux possibilités infinies des combinaisons qui font de la bière, du brassage et de la dégustation, un Art !
Vincent Ferrari
References:
Some Topics on the Physics of Bubble Dynamics in Beer Patricia Vega-Martínez, Oscar R. Enríquez and Javier Rodríguez-Rodríguez * mdpi.com/2306-5710/3/3/38
Beer Physics: Bubbles ffden-2.phys.uaf.edu/webproj/212_spring_2019/Corey_Gray/corey_gray/bubbles.html
The Apollonian Decay Of Beer Foam Bubble Size Distribution And The Lattices Of Young Diagrams And Their Correlated Mixing Functions S. Sauerbrei, E. C. Haß, And P. J. Plath doi.org/10.1155/DDNS/2006/79717
The Fluid mechanics of bubbly drinks Roberto Zenit & Javier Rodríguez-Rodríguez : physicstoday.scitation.org/doi/10.1063/PT.3.4069
Tension superficielle : femto-physique.fr/mecanique_des_fluides/tension-de-surface.php
Le CO2 caractéristiques physico-chimiques, production et utilisations dans les boissons, Pierre Millet btobeer.com/themes-conseils-techniques-bieres-brasseries/conseils-carbonatation-process-et-analyses/co2-caracteristiques-physico-chimiques-production-utilisations-boissons-gazeuses-bieres
How Many CO2 Bubbles in a Glass of Beer? Gérard Liger-Belair et Clara Cilindre pubs.acs.org/doi/full/10.1021/acsomega.1c00256
Bonus :

- Détails
- Catégorie : Conseils et techniques
Webinaire Houblonnage à cru présenté par Philippe Martin de Hop France
Le Houblonnage à cru / Dry Hopping : timing du houblonnage à cru pour retirer les arômes souhaités.
L’occasion de (re)découvrir l’importance du moment clé du dry hopping en fonction des arômes voulus ! Mais aussi de parler des houblons : Aramis, Barbe Rouge, Mistral, Triskel,..





2015-2026 - BtoBeer