
- Détails
- Catégorie : Conseils et techniques
La durabilité fait intervenir à la fois l'environnement et l'humain au sein d'une économie solidaire et sociale. Nous avons souvent à tort à l'esprit que la durabilité ne fait intervenir que les impacts environnementaux. Il ne faut pas oublier cependant l'aspect sociétal, avec sa création de richesses et le développement de l'humain qui vont largement contrebalancer certains impacts environnementaux négatifs. Dans cette première partie, nous parlerons de l'Economie circulaire et de l'écoconception, des objectifs de durabilité d'une brasserie et des résultats d'impacts concernant la filière bière.
Définitions du Développement Durable
Le développement durable est un principe de vie : Que vais-je léguer à mes enfants ?
L'homme est au centre des préoccupations dans le respect des générations présentes et futures. La microbrasserie, et l'ensemble de sa filière, est un exemple idéal pour amplifier des actions individuelles et collectives.
L'Académie d'agriculture de France indique que nous sommes actuellement dans la cinquième transition de l'alimentation, marquée par une demande croissante de qualités nutritionnelle, environnementale, sociale et culturelle (oui, culturelle) de l'alimentation. Cette demande entraine un changement en cours du modèle de production et de distribution alimentaire : circuits courts, meilleure qualité (premium), traçabilité, image forte… Tout ceci répond au développement des microbrasseries.
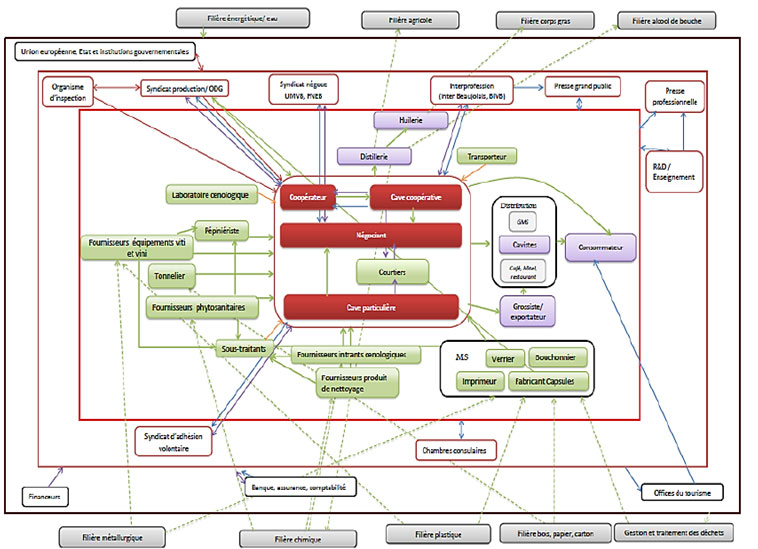
L'étude ACYDU, financée par l'ANR et à laquelle a participé le signataire, montre que la production de vin fait intervenir une chaîne complexe de relations entre de nombreux fournisseurs, prestataires, fournisseurs, clients. Une fabrication, même avec peu d'employés, doit être regardée comme faisant intervenir également tout un ensemble d'activités complémentaires qui participent également à cette création de richesse.
Quels objectifs peuvent être assignés à une brasserie ?
- Assurer la durabilité économique, l'efficience
-- Limiter les surcoûts
- Assurer la durabilité sociale : l'équité
-- Favoriser les liens sociaux
- Respecter les attentes de la Société
-- En diversité culinaire
-- En qualité nutritionnelle et sans risque pour la santé
-- Favoriser la traçabilité
-- Favoriser la transparence
- Assurer la durabilité environnementale
-- Protéger l'environnement (qualités air, eau, sol …)
-- Privilégier les circuits courts
-- Valoriser systématiquement les résidus
-- Minimiser les pertes
-- Réduire les consommations d'énergie et décarboner l'énergie : ne plus émettre de gaz carbonique
-- …
- Assurer la culture et l'éthique
-- Pas d'incitation à la débauche
-- Développer la notion de plaisir lors de la dégustation des bières
La brasserie a donc des responsabilités vis-à-vis de la société et de l'environnement. Les deux sont en effet étroitement liés. Le développement durable est la traduction des attentes de la société que la brasserie désireuse d'agir de manière responsable doit prendre en compte.
En conséquence, il convient que la contribution au développement durable soit un objectif essentiel de la brasserie engagée dans une démarche de responsabilité sociétale des entreprises (RSE). Le consommateur a pris conscience de l'empreinte écologique des produits alimentaires, il considère également le repas français comme faisant partie du patrimoine culturel immatériel de l'humanité. L'enjeu sera de produire une bière de bonne qualité sanitaire irréprochable, sans gaspillage, naturel, abordable économiquement, son emballage assurant sa protection, avec l'empreinte écologique la plus faible possible. L'impact du transport devra également être peu important.
La microbrasserie devient donc un acteur majeur du développement territorial. Les impacts sociaux à étudier sont les suivants (Etude ACYDU, projet de recherche sur la durabilité environnementale sociale et territoriale des produits alimentaires transformés)

Economie circulaire et écoconception
L'économie circulaire fait référence à 3 domaines :
- Offre des acteurs économiques
- Demande et comportements des consommateurs
- Gestion des déchets
L'économie circulaire à 7 piliers :
- L'exploitation durable des ressources
L'approvisionnement durable (extraction/exploitation et achats durables) concerne une exploitation efficace des ressources en limitant l'impact sur l'environnement des exploitations agricoles, des emballages ou des énergies utilisées…
- L'écoconception
L'écoconception vise, dès la conception d'un procédé ou d'un service, à prendre en compte l'ensemble du cycle de vie en minimisant les impacts environnementaux
- L'écologie territoriale
L'écologie industrielle et territoriale, dénommée aussi symbiose industrielle, constitue un mode d'organisation interentreprises par des échanges de flux ou une mutualisation des besoins
- L'économie de la fonctionnalité
Elle privilégie l'usage à la possession et tend à vendre des services liés aux produits plutôt que les produits eux-mêmes
- L'économie de la fonctionnalité.
Elle peut faire référence par exemple à la location des fûts.
- La consommation responsable,
La consommation responsable doit conduire l'acheteur ou citoyen consommateur, à effectuer son choix en prenant en compte les impacts environnementaux à toutes les étapes du cycle de vie du produit
- L'allongement de la durée d'usage qui ne concerne pas les brasseries
- Le recyclage vise à utiliser les matières premières issues de déchets, difficile également pour les brasseries
Une agriculture raisonnée ou l'agriculture biologique sont les piliers de cette démarche, tout comme le traitement en recyclage des emballages.
L'économie circulaire au sein de la brasserie nécessite également de maîtriser l'ensemble des coûts. Le changement des habitudes de consommation, symbolisé par l'explosion de la consommation collaborative et l'uberisation, remet en cause les modèles économiques traditionnels.
La taxe alcool influe sur les tendances de consommation, elle complète en cela la recherche d'un certain bien être pour certains consommateurs (bières faiblement alcoolisées).
La réglementation évolue rapidement sur le champ environnemental, il est nécessaire donc de gérer les risques et de s'adapter aux contraintes environnementales.
Le traitement des effluents ou la recherche de solutions pérennes pour la valorisation des résidus deviennent aujourd'hui des challenges pour les brasseries.
Ainsi, la filière vinicole a mis en place une filière territoriale avec de très nombreuses valorisations en économie circulaire. Il n'existe plus de déchets mais des résidus qui sont tous valorisés : alcools, acide tartrique, huile de pépins de raisin, polyphénols, engrais, aliments du bétail…
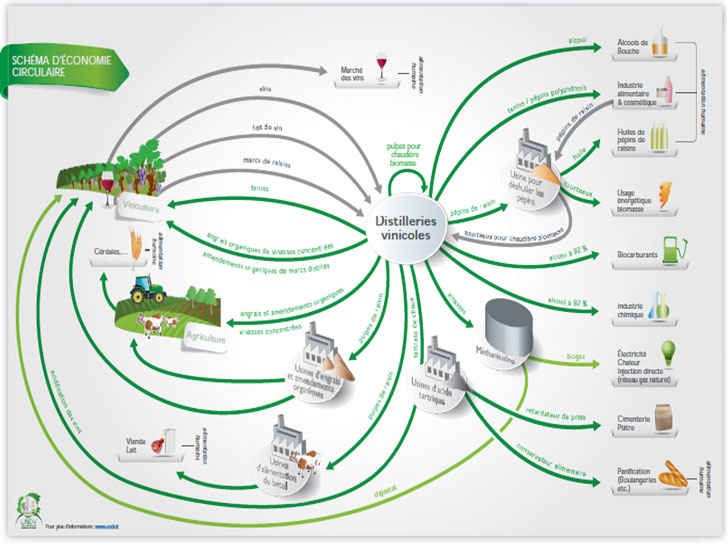
Source : Franck Jolibert, UNDV
Afin de pouvoir comparer les différents modes de production, un outil de comparaison est nécessaire. L'analyse de cycle de vie (ACV) le permet. L'ACV est une méthode de référence (ISO 14 040/44) pour évaluer les impacts environnementaux d'un produit ou d'un procédé. L'évaluation prend en compte l'ensemble des étapes du cycle de vie du produit de l'extraction des matières premières jusqu'à sa fin de vie. Elle ne se limite pas au seul impact climatique mais à tout un ensemble d'impacts, pouvant se regrouper dans 5 dommages principaux déclinés dans le schéma ci-dessous : la santé humaine, l'environnement naturel biotique, l'environnement anthropique, l'environnement naturel abiotique et la protection des ressources naturelles.

Le Bilan Carbone, quant à lui, se focalise uniquement sur l'impact climatique.

Source : Ministère de l'Ecologie du Développement et de l'Aménagement Durable, Jean-paul Vertère
Résultats d'impacts concernant la filière bière
Les étapes du process sont toutes détaillées afin de pouvoir déterminer les impacts de chacune d'elles en y incluant :
- Les consommations d'énergie,
- Les intrants nécessaires (produits nécessaires, matières premières...) et
- Les extrants : résidus, rejets atmosphériques, rejets aqueux…
L'activité doit être découpée et l'ensemble des intrants et sortant comptabilisé.


Intrants et extrants lors de la fabrication de la bière et du conditionnement. Ces découpages sont tirés de l'étude « Life cycle assessment of beer production in Greece (C. Koroneos)"
L'unité de référence, appelé unité fonctionnelle (UF), est très souvent la consommation d'1 litre de bière ou la production d'une bouteille de bière de 75 cl ou 33 cl.
L'orge a un facteur d'émission de 559 kgeCO2/tonne, l'orge maltée possède un facteur d'émission de 818 kgeCO2/tonne (EcoInvent v2.2).
Ces études sont en général difficiles à comparer entre elles car pouvant faisant référence à une unité fonctionnelle différente ou à des périmètres différents. Cependant, toutes les tendances sont cohérentes entre elles. Les résultats sont en général donnés en pourcentage.
Pour l'unité fonctionnelle « bouteille de verre 75 cl », nous pouvons nous rendre compte que les principaux impacts proviennent de l'amont agricole et du conditionnement;
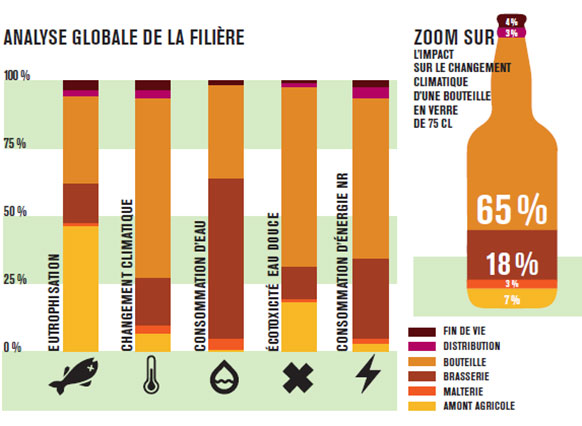
Le conditionnement est le poste prépondérant, l'amont agricole ressort principalement sur l'eutrophisation et l'écotoxicité. Les étapes de fabrication de la brasserie peuvent ressortir comme assez négligeables sur l'ensemble des indicateurs.
Une autre étude « analyse du cycle de vie d'une bière blonde belge artisanale (Raphaëlle P. Melon) » montre deux tendances selon que les emballages sont réutilisés ou bien à usage unique. Pour les scénarios à usage unique, l'étape la plus pénalisante est l'emballage avec une contribution de 86,6 % des impacts environnementaux pour le fût et 72,17 % pour la bouteille.
Dans le cas d'une réutilisation des emballages, à savoir 9,2 fois pour la bouteille et 53,5 fois pour le fût, la tendance change et c'est la culture de l'orge qui représente alors l'étape la plus pénalisante avec une contribution de 57,5 % et 70 % respectivement pour la bouteille et le fût. On constate que la contribution environnementale des étapes internes à la brasserie, la production à proprement dite de la bière, reste faible avec un maximum de 20 % de l'étude globale.
L'étude "An overview of sustainability challenges in beer production, and the carbon footprint of hops production" de Dean G. Hauser et Thomas H. Shellhammer (Department of Food Science and Technology, Oregon State University, Corvallis, OR, U.S.A.) étudie l'impact du houblon. Elle donne une valeur de 3.5 à 5.5 kg of CO2e par kilogramme de houblon ainsi que les valeurs suivantes : 8-12 kWh, 5hl d'eau, 150 MJ (42 kWh) d'énergie pour produire 1 hl de bière plus 13.6 kg de drêches et 4 kg de levures. L'impact CO2 est dû pour 40% à 50% due aux emballages, et pour 22% aux matières premières (principalement orges : 0.91 kg de CO2e par kg de malt). Le houblon d'une bière contenant 110 g de houblon /hl représente 0,2% de l'empreinte carbone totale de la bière. Le houblon d'une bière IPA avec 1,1 kg / hl de bière représenterait 2% de l'empreinte carbone totale. L'étape la plus impactante étant alors le séchage du houblon (30 à 50 %) suivi par le machinisme agricole nécessaire (de 10 à 40%), les produits de traitement de culture variant de 1 à 20%).
L'écoconception (ou "éco-conception") est le nom donné aux domaines de la recherche et développement et de l'ingénierie technique visant à produire des biens de consommation qui sont conçus (dès l'amont) pour limiter leurs impacts environnementaux. L'approche est supposée globale avec la prise en compte de tout le cycle de vie du produit et de tous les critères environnementaux (ADEME).
La démarche peut être exhaustive (prenant en compte toutes les étapes de la fabrication de la bière, et l'ensemble des critères) ou sélective : ensemble des étapes mais avec le seul impact climatique par exemple, ou des investigations focalisées sur certaines critères à certaines étapes (c'est qui est souvent le cas, car cela permet d'avancer à petit pas, communiquer de façon importante et forte mais uniquement sur des petits aspects (greenwashing)).
Les impacts actuellement définis dans la base Agribalyse de l'ADEME pour une bouteille de bière sont les suivants :
Bière "de spécialités" ou d'abbaye, régionales ou d'une brasserie (degré d'alcool variable) :
0.12 par kg de produit (vin rouge 12%vol : 0.18 par kg de produit ; lait demi écrémé UHT : 0.13 par kg de produit)
Sans unité, plus le score est bas plus son impact sur l'environnement est faible. Ce score unique est une moyenne pondérée des 14 indicateurs (voir tableau ci-dessous), calculé selon la méthodologie européenne « PEF » (Product Environmental Footprint). Le DQR est de 3.07
(Ce chiffre correspond au "Data Quality Ratio" (DQR), il indique le niveau de confiance que l'on peut avoir dans le score. Plus le DQR est proche de 1, plus la donnée est fiable ; plus la valeur se rapproche de 5, plus le score rend compte d'une incertitude importante. Une donnée avec un DQR >= 4 est considérée comme peu fiable.)
Détail concernant le changement climatique : 1.09 kg CO2 eq/kg de produit
La Répartition des impacts selon les étapes du cycle de vie est la suivante :
|
Agriculture |
6.8 % |
|
|
Transformation |
25.7 % |
|
|
Emballage |
41.7 % |
|
|
Transport |
16.6 % |
|
|
Supermarché et distribution |
7.1 % |
|
|
Consommation |
1.9 % |
Les différents indicateurs obtenus dans le cadre de cette analyse du cycle de vie sont les suivants :
| Indicateur | Mesure | Unité | |
| Score unique EF | 0.12 | mPt/kg de produit | |
| Changement climatique | 1.09 | kg CO2 eq/kg de produit | |
| Appauvrissement de la couche d'ozone | 0.28 | E-06 kg CVC11 eq/kg de produit | |
| Rayonnements ionisants | 0.62 | kBq U-235 eq/kg de produit | |
| Formation photochimique d'ozone | 3.61 | E-03 kg NMVOC eq/kg de produit | |
| Particules | 0.09 | E-06 disease inc./kg de produit | |
| Acidification terrestre et eaux douces | 0.01 | mol H+ eq/kg de produit | |
| Eutrophisation terrestre | 0.02 | mol N eq/kg de produit | |
| Eutrophisation eaux douces | 0.19 | E-03 kg P eq/kg de produit | |
| Eutrophisation marine | 2.1 | E-03 kg N eq/kg de produit | |
| Utilisation du sol | 19.85 | Pt/kg de produit | |
| Écotoxicité pour écosystèmes aquatiques d'eau douce | 20.47 | CTUe/kg de produit | |
| Épuisement des ressources eau | 0.37 | m3 depriv./kg de produit | |
| Épuisement des ressources énergétiques | 25.48 | MJ/kg de produit | |
| Épuisement des ressources minéraux | 2.77 | E-06 kg Sb eq/kg de produit |
Nous pouvons proposer une liste d'actions pour permettre des réductions tout au long de la filière :

Franck Jolibert, ingénieur ENSAIA, a travaillé deux axes majeurs tout au long de sa carrière : l'environnement (énergie, économie circulaire, valorisation des sous-produits...) et les boissons alcoolisées (bières, alcools, vins...). Ceci l'a amené à développer une expertise reconnue dans les domaines de l'énergie et de la sécurité technologique tout en se spécialisant dans le travail des céréales et des sucres, la fermentation et la distillation.

- Détails
- Catégorie : Conseils et techniques
Sommaire
a1 - Le brassin ne saccharifie pas
a2 - Le trouble d’empois
a3 - Le brassin a du mal à filtrer
a4 - L’atténuation obtenue en fin de fermentation est trop faible ou trop forte
a5- Fermentations paresseuses, dégénérescence de la levure
a6 - Utilisation de malt trop fraîchement touraillé
a7 - Dégénérescence de la levure
a8 - Défaut de mousse
a9 - Bière éventée
a10 - Le Gushing ou giclage
a11 - Possibilités de parasitage et de contamination de la bière autres que microbiologiques
a12 - Stabilité colloidale
a13 - Tranché én chaudière, pieds de veaux
a14 - Pratique du lavage de la bière au CO2 , pour y chasser des volatils indésirables faux goûts
a15 - Problème de la rétention d’arômes par le matériel et relargage successif au cours d’autres utilisations.
a16 - mauvais goûts de la bière
a17 - Vorlauf - nachlauf
A1 - Le brassin ne saccharifie pas
Cet accident n’est pas aussi rare qu’on pourrait le croire. Le test à l’iode reste bleu à la fin du brassage, avant filtration de la maische. Dans ce cas il faut commencer par vérifier le pH et les températures de la maische aux différentes paliers de travail.
Un pH trop bas (et c’est toujours le cas) peut être obtenu par une acidification de la maische par le lactobacille Delbruckiî,. Cela peut se produire par exemple quand une erreur de versement occasionne un refus du système de filtration a recevoir la totalité du brassin. Alors ce reste de maische déjà saccharifié peut stationner longtemps en chaudière de brassage avant d’être repris dans un autre brassin. Mais pendant ce temps, ce restant de maische s’est refroidi et s’est acidifié spontanément par le ferment cité et présent d’une façon endémique dans la salle à brasser. Si on réutilise cette fraction non conforme avec un nouveau brassin, dont on a corrigé le versement, l’acidification se poursuit pendant l’empâtage et on obtient un pH en dessous des valeurs normales d’utilisation des amylases du malt (autour de 5,6) . Il faudra donc, sur le reste de maische incriminée corriger le PH avec de la chaux juste avant son utilisation dans un autre brassin dont on a corrigé le versement en fonction de l’apport.
Après fermentation et analyse sensorielle il faudra répartir ce brassin sur plusieurs autres pour réaliser des coupages de sécurité. Il faut noter qu’un demi-brassin, suffira à saccharifier chaque fraction non-conforme une fois corrigées. Les malts d’aujourd’hui sont suffisamment riches en enzymes puisque selon le législateur on peut utiliser 50 % de grains crus dans un versement. Toutefois si on dispose de malt diastasique, on pourra toujours en utiliser pour réparer cet incident ou s’aider d’enzymes exogènes (α amylase fongiques ou autres commercialisées).
Remarque : En Allemagne il est courant de disposer de maische acidifiée spontanément de cette façon, pour pouvoir corriger le pH des brassins à l’empâtage car la législation interdit l’utilisation d’acide minéral ou organique exogènes pour corriger le pH de la maische selon la loi de pureté qui caractérise ce pays en ce qui concerne la bière.
a2- Le trouble d’empois :
Il apparaît quand on pratique des lavages de drèches à une température supérieure ou égale à 80°C, il y a alors un risque de ré-empesage de l’amidon contenu dans les pointes dites dures du malt et qui n’aura pas été saccharifié au brassage . Ce trouble d’empois subsiste dans la bière et se traduit par une opalescence que la filtration finale de la bière ne supprime pas.
a3-Le brassin a du mal à filtrer :
La filtration de la maische après saccharification semble dépendre essentiellement de sept facteurs principaux
- La température du fluide à filtrer ( premier bouillon et lavages limités à une T° de 80°C )
- La qualité du malt
- La technique de concassage du malt mise en œuvre
- La finesse de la mouture et la répartition des différentes fractions (farines, gruaux, écorces)
- L’oxygénation de la maische dans la chaudière à trempe et au pompage au filtre (On remarquera qu’à 75°C la solubilité de l’oxygène dans un liquide est a peine moitié moins que celle qui correspondrait a une température de 20°C et elle est donc encore importante pour intervenir dans l’oxydation du milieu concerné)
- Le cisaillement du a l’agitation en chaudière et au pompage au filtre)
- La teneur en protéines à ponts disulfures du malt
- La teneur en betaglucanes (substances très visqueuses) si elle a une importance capitale en filtration bière semble moins importante en filtration de la maische. Le professeur Hermia de l’université de Louvain l’explique par le fait que la sédimentation est moins rapide et le gâteau est moins compact en milieu visqueux, donc en présence de gommes et également lors d’une maische très riche en glucides.
- Le fait d’humidifier le malt avant concassage sur un moulin a mouture sèche pour augmenter son humidité de 1 à 1,5% permet d’améliorer le respect des écorces pendant la mouture et de ce fait, la perméabilité de la couche filtrante. Cet apport d’eau peut se faire pendant le transfert du silo a malt jusqu'à la caisse à farine par pulvérisation ménagée et bien dosée, ou par de la vapeur fluente. Cette technique rejoint timidement le principe de la mouture humide et prends le nom de mouture conditionnée sèche.
- Concernant la mouture : On distinguera 4 types de moutures caractérisées chacune par la présence ou l’absence de procédé d’hydratation et une vitesse d’écoulement du moût pendant la filtration de la maische. La mouture sèche conditionnée consiste à faire reprendre au malt avant son passage au moulin sec 1,5 à 2% d’humidité supplémentaire pour assouplir les écorces, sans ramollir le corps farineux et les conserver relativement entière pendant le concassage. L’agent d’humidification sera l’eau pulvérisée au passage du grain ou de la vapeur d’eau basse pression
- Caractéristiques des types de mouture suivant leur profil hydrique et débit prévisible de filtration :
- Mouture sèche : aucune humidification avant concassage - 7,8 I/minute I m2
- Mouture sèche conditionnée : aspersion avant concassage + 1à 1,5% H% - 8,8 I/minute I m2 (Steinecker annonce 9,6 à 10,8)
- Mouture conditionnée humide : Le malt avec un flux d’eau passe au moulin+ 20% H - 11,4 l/minute/ m2
- Mouture humide : Immersion totale et station sous eau , égouttage avant mouture + 30%H - 12,0 I/minute I m2 ( (Steinecker annonce 13,2 à 13,8)
- a4- L’atténuation obtenue en fin de fermentation est trop faible ou trop forte de même que l’atténuation limite
Dans ce cas il faut vérifier, avant toutes choses, le pH en salle à brasser mais également les températures obtenues lors de l’opération surtout quand on travaille avec un thermomètre enregistreur sur la cuve matière. Celui-ci devrait être vérifié très souvent avec un thermomètre étalon au moins une fois par semaine sinon tous les jours. Une température trop basse comme température de saccharification ( 55°C par exemple au lieu de 75°C, et cela est arrivé) va provoquer la formation de beaucoup de maltose et donc une hyper atténuation , un pH trop élevé lors de la saccharification provoquera l’effet inverse. La concentration de la maische à l’empâtage joue un rôle sur la vitesse de saccharification et la quantité d’extrait fermentescible produit. Un bon compromis se situe a 1,2 kg de malt pour 3,5 litres d’eau.
Il est évident que la levure utilisée, son état physiologique, sa floculence, son aptitude a fermenter le maltotriose joue un rôle primordial, En cas de fermentation incomplètes répétées il conviendrait pour des brassins suivants de les sous ensemencer, pour permettre a la levure de prolonger sa phase ATPasique et de reprendre du pouvoir « respiratoire »
Dans le cas de la pratique de la brasserie industrielle qui concerne les récupérations successives de levure après fermentation en vue de réensemencement, il convient de limiter le nombre de réutilisations (générations) a 7 pour ne pas avoir a sélectionner des levures de plus en plus floculentes lors de la récolte ou ayant des difficultés a atteindre l’atténuation limite en fermentation
Remarque : Lors de la pratique de la détermination de l’atténuation limite en laboratoire, on constate que toutes les levures, quelque soit leur état, atteignent cette limite avec l’agitation continue réalisée lors de cette opération.
a5- Fermentations paresseuses, dégénérescence de la levure
C’est un accident que l’on remarquait assez souvent quand le matériel de brasserie était fabriqué en cuivre, surtout avec des vaisseaux de dimension réduite pour lesquels le rapport surface volume est relativement grand et que l’on rencontre surtout chez les brasseurs artisans. La dissolution du cuivre pendant la fabrication avec des surfaces fraîchement nettoyées va entraîner une quantité de cuivre dans le moût qui sera responsable d’ une paresse des levures en fermentation.
L’Ecole de brasserie de Nancy qui possédait une brasserie pilote expérimentale (6 hl) avec comme séparateur de trouble , un bac a fond plat traditionnel , en cuivre faisait ce constat à chaque reprise d’activité après un nettoyage complet des installations.
On notera l’incidence de la présence de nitrates, nitrites et autres sels de l’eau sur la fermentation. La composition saline de l’eau a une influence importante sur le process et la qualité de la bière.
Les deux métaux principaux ayant une influence sur la levure et la fermentation sont le fer et le cuivre
- Fer : C’est un élément important du moût car il intervient dans la synthèse des cytochromes, cytochrome oxydase et catalase .Mais les eaux ferrugineuses altèrent la saveur de la bière et en changent la couleur. Le fer colore également la levure et en provoque rapidement la dégénérescence à 1mg/l, la bière est moins amère, vide et sans moelleux et sa sensibilité au froid nettement augmentée par de faibles quantité de fer. Par contre le fer améliore la mousse de la bière et les fermentations. La levure demande une dose de 75 g/l en fer pour une bonne fermentation.
- Cuivre : supérieur à 1 mg/l il agit comme catalyseur d’oxydoréduction dans le système des cytochromes, il peut intoxiquer la levure.
a6- Utilisation de malt trop fraîchement touraillé.
Ce défaut a justifié dans le cahier des charges du malt l’introduction d’une norme qui spécifie que la température entre le malt et l’extérieur à la livraison du malt ne doit pas excéder 10°C, Un malt fraîchement touraillé n’aurait pas atteint un équilibre protéique satisfaisant et cela se traduirait par des défauts sur le produit fini.
Quand les brasseries travaillaient avec des cuves de fermentation ouvertes, on attribuait les fermentations bulleuses (de très grosses bulles viennent se former puis éclater en surface) au malt trop fraîchement tournaillé, sans que cela semble avoir eu une quelconque incidence sur la qualité finale de la bière.
a7- Dégénérescence de la levure - Crédit De Clerck
Au delà de 6 à 8 cycles de réutilisation , la levure a tendance à perdre passagèrement ses qualités et ses caractères sans pour autant avoir subi, une mutation génétique ou cytoplasmique ; elle dégénère.
Cette dégénérescence sera simplement due par exemple à des modifications de milieu ou de pratique de la fermentation ou de récolte
Ainsi on s’apercevra que son aptitude à fermenter le maltotriose change de génération en génération et même selon De Clerk au cours d’une même fermentation, il en est ainsi également de sa floculence avec des conséquences sur l’atténuation, le goût et la stabilité de mousse ou sa filtrabilité
On constatera toujours qu’il suffira de changer de milieu pour que la levure retrouve ses propriétés initiales Quelques artifices permettent toutefois de retarder cette dégénérescence qui est inéluctable. Ex: lavage acide, tamisage, sous ensemencement pour compenser la perte éventuelle du pouvoir respiratoire de la levure.
La levure n’est pas selon les puristes un organisme qui est doué d’une capacité à respirer, mais certains auteurs lui attribuent un pouvoir respiratoire en relation avec celui de se multiplier
Pour évaluer la dégénérescence de la levure on peut pratiquer trois tests qui donneront des indications utiles sur ses déficiences (voir génération)
1 – Perte du pouvoir respiratoire
Une levure qui a perdu son pouvoir respiratoire ne se multiplie plus. Elle fermente encore mais devient de plus en plus floculente selon Devreux et finit par mourir
Pour mesurer la proportion de « mutants respiratoires » comme on nomme ces cellules, on les cultive parallèlement sur un milieu solide glucosé et sur le même milieu ou le glucose est remplacé par de l’acétate de sodium ou du lactate de sodium, sur lesquels ils ne peuvent pas se développer car ces milieux exigent une oxydation par les enzymes respiratoires de la levure pour pouvoir la nourrir.
La différence entre le nombre de colonies obtenues sur les milieux au glucose et les autres indique le nombre de mutants respiratoires.
Lindingren donne une autre méthode ou on utilise la même réaction colorimétrique aux sels de Tétrazolium que celle dont on se sert pour reconnaître les germes morts dans l’orge. A cet effet on fait une culture sur plaque d’agar glucosé de la levure, lorsque les colonies se sont développées, on les recouvre d’une couche d’agar fondu contenant du triphényl – tétrazolium. Après quelques heures les colonies de levure qui respirent prennent une teinte rouge foncée, tandis que celles qui ne respirent plus conservent leur couleur initiale.
2 – Aptitude a la fermentation du maltotriose
Cette détermination a une grande importance technique car la levure doit bien fermenter le maltotriose pour que la fermentation secondaire très nécessaire à la qualité des bières de fermentation basse, se fasse bien
Hupé prend pour cela ce qu’il nomme un mout de maltotriose en fermentant à la limite du moût ordinaire par le saccharomyces Uvarum, qui ne fermente pas ce sucre. Il contrôle par chromatographie si les sucres simples ont bien disparu et élimine l’alcool par distillation.
La levure a tester est ensemencée dans un tube de moût normal ; et après 48 heures de fermentation, on verse le tube dans un erlenmeyer contenant 150 ml de mout normal , agite 24 h à la température de 20°C , lave deux fois la levure à l’eau , la filtre sur un fritté G4 et la conserve une nuit au frigo. Cette préparation de la levure a une grande importance pour son comportement
On met alors 4 ml de mout maltotriose dans le ballon de 50 ml d’un fermentomètre, ensemencé avec un ml d’une suspension à 20% de la levure filtrée et mesure la vitesse de fermentation du maltotriose . On agite le ballon du fermentomètre de temps en temps.
Les levures doivent fermenter aussi complètement le maltotriose en cinq ou six heures pour donner une bonne attenuation secondaire a la bière en allant a la limite.
3 - Aptitude à la fermentation des autres sucres
La levure se désacclimate de la fermentation du maltose et du glucose vers la fin de la fermentation. Si cette désacclimatation est trop intense, la fermentation sera lente et incomplète.
Les tests de fermentation de ces sucres peuvent se faire sur milieu au glucose ou au maltose dans un fermentomètre quelconque
A8- Défaut de mousse
Le défaut de mousse, a savoir une mauvaise stabilité de la mousse qui se traduit par une non adhérence au verre et par des grosses bulles qui donnent un aspect désagréable à la mousse alors qu’elle se doit d’être fine et persistante Plusieurs causes peuvent être évoquées
- La présence de matières grasses dans le moût d’origine due à une mauvaise filtration de la maische. La couche filtrante est le siège de passages préférentiels qui font que les matières grasses qui devraient rester à la surface de la couche passent au travers. Elles sont responsables de l’affaissement de cette mousse plus tard dans le verre. Dans la même optique le tirage au clair du moût décanté en cuve filtre sans passage au travers de la couche conduit au même résultat. A noter que dans certains pays qui utilisent du maïs non dégraissé au brassage, on n’observe pas cet accident pour peu que le moût traverse dans sa totalité la couche de drèche. Les matières grasses restent en surface de la couche filtrante
- Un malt très désagrégé avec des teneurs en azote soluble supérieurs à 4,5 et un indice Kolbach largement supérieur à 40 peut
conduire à cet accident, d’ailleurs un ajoute de spitz malt ou malt éclair (un malt très peu germé) de l’ordre de 10 à 15% du versement peut conduire à une mousse honorable. L’emploi de blé malté ou non ou d’orge cru peut conduire au même résultat, mais en contrepartie le filtration de la maische sera plus difficile. On note que les facteurs pro mousses sont essentiellement les résines alpha du houblon et certaines protéines hydrophobes du malt qu’il ne faudra donc pas détruire par une protéolyse importante au brassage et donc privilégier un empâtage a une T° voisine de 60°C
Azotage des bières en vue d’améliorer la qualité de la mousse :
Un constat montre que une solubilisation d’azote dans la bière de l’ordre de 20 à 25 mg/l améliore la qualité et la tenue de mousse de la bière , lui donnant un aspect crémeux grace aux très fines bulles que l’azote génère par opposition aux bulles plus grosses et plus fragiles du CO². Les bulles d’azote atteignant moins vite la taille qui correspond à leur rupture. Au dela des chiffres cités ,il y a un risque de moussage intempéstif analogue à du gushing.. De plus au dela de ces 20 mg/ litre qui correspondent a la dissolution d’azote à la pression atmosphérique à température ambiante , il y a mise en sursaturation de l’azote , dégazage du gaz et entrainement du CO² ( suivant le mécanisme du dégazage par les gaz )
L’injection peut se faire en ligne , auquel cas il faudra éviter un bullage et maintenir un état de sous-saturation d’azote pour éviter le départ de CO², C’est un procédé délicat a mettre en œuvre, il serait utilisé en Angleterre.
a9 - Bière éventée
Il s’agira d’une bière trop vielle en garde et qui aurait perdu une partie de son gaz carbonique et se serait en partie oxydée.
L’apport de 3 à 5% de Kraüsen une semaine avant son soutirage permet de la récupérer en la recarbonatant et en la remettant en milieu réducteur grâce à la levure apportée
- Krausen = bière en periode de haute mousse soit moins de 48 heures après entonnement fort pouvoir ATPasique
a10- Le Gushing ou giclage
Il se traduit par une bière dite sauvage ou nerveuse qui va jaillir de la bouteille dès son ouverture. Ce phénomène serait du à l’utilisation de malts d’orges cultivées pendant des années très humide et ou un champignon du type fusarium se développe sous les écorces , une autre cause serait la présence dans la bière d’une quantité importante de cristaux d’oxalates. Qui seraient autant d’amorce de dégazages intempestifs. Dans ce second cas, en traitant systématiquement la bière au brassage avec du calcium, on évite cet aspect du phénomène
a11- Possibilités de parasitage et de contamination de la bière autres que microbiologiques
Une Station prolongée avec le trouble du moût au bac avant entonnement, provoque la formation de différents produits indésirables dans la bière dont : furfural, Nitrates, Nitrites, Goût de carton, Diacétyle……..…,Tous ces produits influant sur le goût et les faux goûts de la bières
a12 - Stabilité colloidale
Le liquide n’évolue pas au point de vue de sa limpidité colloïdale, c’est-à-dire que les composants protéo-tanniques ne se regroupent pas et ne se déposent pas au cours du temps. En brasserie, on garantit généralement une stabilité colloïdale de l’ordre de 12 à 18 mois pour la bière en bouteille (filtrée et ou pasteurisée) et de 2 à 6 mois pour les fûts. L’apparition d’un trouble colloïdal est fonction du temps, de l’oxydation et de la composition protéo-tannique, mais aussi des variations brutales et successives de température subies par la bière conditionnée, ainsi que de l’agitation. Pour maîtriser la stabilité colloïdale de la bière, le brasseur dispose de divers moyens qui sont:
Produits autorisés agissant sur les protéines avant son conditionnement en emballage commercial (fûts, boites, bouteilles):
- Les gels de silice anhydrite ou hydratés qui agissent par adsorption
- L’acide tannique qui agit par précipitation des protéines
- La papaïne ( enzyme protéolytique) qui agit par destruction enzymatique des protéines
- Les Bentonites qui agissent par adsorption
Produits autorisés agissant sur les polyphénols :
- Les PVPP qui agissent par adsorption
- L’aldéhyde formique qui agit par précipitation
Un test mis au point dans les années 60 par les professeur Chapon et Chollot de l’école de brasserie de Nancy permet de prévoir la stabilité colloïdale de la bière en fonction de sa composition albumino-tannique et de son état d’oxydation.
a13- Tranché en chaudière, pieds de veaux :
C’est là, une pratique originale qui n’a plus court de nos jours tout au moins industriellement. Pour obtenir en fin de cuisson un tranché important et brillant et espérer une bonne stabilité colloïdale, on a utilisé en chaudière a cuire des pieds de veau qui en amenant de la protéine dans le milieu aidait a la précipitation des tanins, Le doyen Urion, directeur de l’école de brasserie de Nancy reconnaissait comme seule vertu a ce procédé, celle , pour le brasseur de pouvoir manger ces pieds en vinaigrette, pour son casse croute
a14- Pratique du lavage de la bière au CO2 , pour y chasser des volatils indésirables
Cette pratique du lavage de la bière en lui faisant subir sous contre pression un barbotage au gaz carbonique permet d’éliminer certains goûts et arômes anormaux sans que ce soit pour autant la panacée, mais il faut reconnaître au CO2 le pouvoir de capter les’odeurs et les arômes Cez qui justifie pendant la garde une période pendant laquelle le tank n’est pas mis en bondonnage et évacue librement le gaz qui transporte avec lui des aromes , odeurs et goûts indésirables , le même artifice permettra de recarbonater ou décarbonater une bière dans certaines conditions mais cette fois en jouant sur le bondonnage.
En fait les volatils indésirables qui son les principaux vecteurs de faux goûts jouent alors le rôle d’un gaz dissous qui au contact d’une bulle va se conduire d’une façon analogue à ce qui survient dans une désoxygénation par un autre gaz. L’importance de l’élimination de ces volatils est fonction de l’intensité de la fermentation et de la diminution progressive des produits fermentescibles. Le contrôle des volatils éliminés pendant la fermentation a servi de base a une régulation de fermentation en TOD par évaluation dans le temps de la concentration en volatils.. D’autre part dans le cas de bières de faible densité. Des procédés ont été décrits pour les enrichir en aromes à partir d’un barbotage de gaz issus d’une fermentation d’une autre bière de hautes densité, rappelons a ce sujet que la production de matières aromatiques dans la bière pendant la fermentation croit de façon exponentielle avec la densité du moût .
A15- Problème de la rétention d’arômes par le matériel et relargage successif au cours d’autres utilisations.
La possibilité de capter les odeurs et certains produits fortement tensioactifs existe et dépends du matériau utilisé et de son état de surface, rappelons que si l’eau a une tension superficielle voisine de 75 dynes, les détergents et les mouillants descendent au dessous de 40 et sont de ce fait pratiquement indélogeables des micros fissure dans lesquelles ils sont introduit par un simple rinçage à l’eau et cela même l’eau chaude qui a pourtant une tension superficielle largement inférieure a l’eau froide et apparaît comme un excellent détergent n’y parvient. On a vu une soutireuse fraîchement nettoyée et désinfectée par un ammonium quaternaire, qui a chaque arrêt de la machine pendant le soutirage relarguait des odeurs indésirables et suffisamment décelables alors qu’en marche continue le phénomène n’était pas décelé. A cet effet dans la brasserie ou on a observé ce phénomène, on a depuis opté pour un rinçage discontinu et prolongé de la soutireuse en intercalant sur le circuit d’arrivée d’eau une vanne automatique programmée pour fonctionner 2 minutes ouverte puis 5 ou 6 minutes fermée et cela pendant un temps total d’environ une heure en s’assurant que la soutireuse est noyée, puis vidangée complètement a chaque séquence
A 16 –Les principaux gouts anormaux que l’on peut avoir accidentellement dans la biere
Mauvais goût du a la production de diacétyle lors de la fermentation par la levure
Les dicétones vicinaux d’importance capitale pour le goût de la bière sont le diacétyle et le 2,3 – pentanedione. Du fait de son seuil de perception olfactif, le diacétyle est le plus important de ces composés. Dans certains cas extrêmes, il peut déjà être décelé à des teneurs légèrement supérieures à 0,20 ppm. Les teneurs en dicétones vicinales sont plus élevées pour la bière de fermentation haute 0,45 – 0,30 ppm que pour les basses 0,06 – 0,08 ppm de pentanédione.
Le précurseur du diacétyle l’α- acétolactate est formé dans la levure à partir de deux molécules de pyruvate. L’ α-acétolactate est essentiellement formé au cours de la phase de croissance de la levure. Cette formation est liée à la synthèse de la valine et de la leucine, et sera d’autant plus intense que le moût est pauvre en valine et en leucine et que la croissance est activée. L’α acétolactate formé est ensuite excrété dans le milieux ( bière en fermentation)et il est transformé en diacétyle par décarboxylation oxydative. On peut avoir des taux anormalement élevés d’α-cétolactate avec une aération importante du moût, un darauflassen ou une croissance continue. Tous les procédés de fermentation rapide qui allongent la phase de croissance par rapport à la phase stationnaire, conduisent ainsi à des taux élevés d’α-acétolactate ce qui a comme conséquence d’avoir freiné le développement de la fermentation continue .
Au cours de la maturation le diacétyle est réduit par la levure en acétoïne, cette réduction est d’autant plus rapide que la maturation ( pendant la garde) se fait à température élevée. L’acétioïne est moins sensibles sur la flaveur de la bière (seuil de perception nettement plus élevé)
Goût de soleil : Influence de la Riboflavine
Une bière exposée à la lumière voit ses qualités organoleptiques se dégrader rapidement. La lumière déclenche de nombreuses réactions photochimiques avec formation de composés aldéhydiques, mais aussi d’autres composés (méthyl - 2 – butène – 1 –thiol , méthyl- mercaptan) responsables d’un arome particulier : le goût ou parfum de soleil. L’apparition du goût de soleil est conditionnée par :
• la présence simultanée d’Isohumulones et d’H2S
• Un milieu pauvre en oxygène ou milieu réduit
• Une exposition à la lumière d’une longueur d’onde entre 400 et 550 nm
• Un milieu fermenté
Les résines amères isomérisées du houblon sont effectivement facilement photodégradables. Il en résulte des radicaux libres R° capables de réagir avec H2S présent dans le milieu (H2S provenant de la fermentation).
Action de la riboflavine
Il a été prouvé que la riboflavine est le composé le plus actif dans le problème lié au goût de soleil. La riboflavine est la vitamine B2, elle se trouve dans les bières à des teneurs importantes. L’origine de la Riboflavine dans la bière n’est pas due à une excrétion de la levure mais provient de la matière première. Pendant la fermentation la moitié de la riboflavine est utilisée pour le métabolisme de la levure. Ainsi, outre la formation du goût de soleil suite à la photo-dégradation des Isohumulones et des acides aminés soufrés, la riboflavine participe également de manière active à la polymérisation de certains composés comme les alcools supérieurs, l’éthanol, des Isohumulones , les acides aminés, etc. … en aldéhydes correspondants.
Goût de carton
Le Trans 2 Nonenal est responsable de la flaveur de papier/carton, ayant pour origine les acides gras (acide linoléique) subsistant dans la bière et dégradés par réaction enzymatique, il apparaît dans les bières très longtemps gardées , mais surtout après pasteurisation tunnel à la fin de laquelle la bouteille en sortie est mal refroidie. (Température > à 30°C).- Seuil de perception par addition: 0,1 ppb.)
Goût anormal provoqué par un excès d’acétaldéhyde
Cette molécule donne dans la bières des Notes de pomme verte, dans le sens « pas mûre », de cidre fermier. Le goût est astringent, accroche le milieu et les côtés de la langue, comme un fruit pas mûr. Amertume floue, mal définie. Ce goût a pour cause une bière trop jeune, ou séparée trop rapidement de sa levure..
C’est un défaut réversible par prolongation de la garde, si la levure est encore présente! L’acétaldéhyde est l’avant-dernière étape de la conversion des sucres en alcool, et la première étape de la dégradation de l’alcool par le foie. Responsable de la gueule de bois. Souvent accompagné, dans les bières jeunes, d’une note de diacétyle (beurre plus ou moins rance), ou de malt mouillé (atténuation incomplète).
Goût de bouchon
- peu rencontré en brasserie , car cette activité utilise peu de bouchon liège. Ce goût que l’on attribue spécifiquement au 2-4-6 Trichloroanisole ou (2-4-6 TCA) est spécifique du bouchage liège et peut avoir une autre origine que le bouchon, il peut être produit a partir de méthionine présente dans les caséines utilisées pour le collage de clarification ou l’assemblage des lamelles de lièges pour confectionner le bouchon lui même et cela à partir d’une moisissure de type pénicillium. Le nettoyage et la désinfection de la cuverie avec des produits chlorés favorise la formation du composé. Il faudra donc utiliser un autre antiseptique que le chlore en désinfection de cuverie ou en blanchiment de bouchon et surtout être très exigent dans le choix des bouchons. Un procédé existe qui permet d’éliminer le TCA des lièges de fabrication du bouchon, il consiste à traiter le liège au C02 supercritique. Le liège dans un autoclave est porté aux conditions supercritiques 400C, 200 bar pendant 2heures 30, on effectue alors une décompression qui laisse échapper le C02 gazeux entraînant le TCA piégé non soluble dans le C02 gazeux. Ce goût concerne aussi les bières de spécialité bouchées liège.
A 17 – Vorlauf - nachlauf
Freinte obtenue lors de la séparation des mélanges eau – bière lors des remplissage a l’eau des conduite jusqu’aux appareillages avant d’envoyer la bière et pousses a l’eau en fin d’utilisation de ces appareils( filtres, soutireuses, cuverie …) Ces opérations connues sous le terme allemand de Vorlauf et Nachlauf peuvent être la source d’une freinte importante si elles ne sont pas bien maitrisées . Aujourd’hui des capteur permettent de déterminer pour ces opération le début et la fin de chacune d’elle t d’effectuer le changement de circuit automatiquement.
Pierre Millet
Pierre Millet est un ancien Brasseur et Ingénieur Brassicole, à la retraite mais toujours très actif notamment au sein du Musée Français de la Brasserie à St Nicolas, que vous avez pu rencontrer lors de nos LABs. Il est l'un des dernières détenteurs de savoir-faire et d'histoires de brasseries des 60 dernières années. Régulièrement Pierre Millet nous fait part de ses réflexions et recherches sur les techniques et problématiques de Brasseries.
- Détails
- Catégorie : Conseils et techniques
Par définition, une levure sauvage est une levure qui n’est pas volontairement utilisée à des fins de production et dont la croissance n’est ni maîtrisée ni contrôlée. Elle provient le plus souvent de l’environnement de la brasserie (air, surfaces, équipements, matières premières).
À l’exception notable des bières lambic et plus largement des bières à fermentation spontanée, les levures sauvages sont considérées comme des organismes d’altération dans le brassage moderne et doivent être évitées.
Il convient toutefois de nuancer : toutes les levures sauvages ne sont pas intrinsèquement nuisibles, mais leur présence reste le signe d’une contamination, révélant un problème sanitaire et donc une perte de maîtrise du processus de fabrication.
On distingue classiquement deux grandes catégories de levures sauvages rencontrées en brasserie : les levures Saccharomyces et les levures non Saccharomyces
Levures Non Saccharomyces
Le genre Brettanomyces
Les principales levures non-Saccharomyces rencontrées dans la bière appartiennent au genre Brettanomyces (également appelé Dekkera dans sa forme sexuée).
La levure Brettanomyces a été isolée pour la première fois en Grande-Bretagne en 1904 par N. H. Clausen, dans des bières anglaises présentant des caractéristiques aromatiques rappelant le vin.
Brettanomyces correspond à la forme asexuée (absence de formation de spores), tandis que Dekkera représente la forme sexuée.
À ce jour, cinq espèces de Brettanomyces sont décrites, mais Brettanomyces bruxellensis est la principale espèce impliquée dans l’altération de la bière lorsqu’elle n’est pas recherchée.
Capacités physiologiques et résistance
Surnommée couramment « BRETT » (terme largement utilisé dans le domaine vitivinicole), cette levure se distingue par une grande tolérance aux stress environnementaux :
- résistance à des teneurs élevées en alcool,
- capacité à se développer dans des conditions pauvres en oxygène,
- tolérance à des pH faibles.
Ces caractéristiques lui permettent de survivre et de se développer dans des environnements de fermentation alcoolique, y compris après l’activité de Saccharomyces cerevisiae.
Dans certaines conditions, Brettanomyces peut même prendre le dessus sur S. cerevisiae, notamment lors de fermentations longues ou peu contrôlées.
Métabolisme des sucres
Brettanomyces possède un spectre métabolique très large. Elle est capable de fermenter :
- des sucres simples (glucose, fructose),
- le maltose,
- mais aussi des glucides plus complexes, difficilement assimilables par Saccharomyces cerevisiae.
C’est notamment le cas du cellobiose et des dextrines. Leur dégradation entraîne :
- une augmentation du degré alcoolique,
- une diminution importante des sucres résiduels,
- une évolution marquée du profil aromatique.

Levures Sauvages Saccharomyces
Autres levures non-Saccharomyces
D’autres genres peuvent occasionnellement se développer dans la bière, notamment :
- Pichia spp.,
- Candida spp.,
- Torulaspora delbrueckii,
- Zygosaccharomyces spp.
Leur développement reste généralement limité par :
- la faible disponibilité en oxygène,
- la présence d’éthanol,
- la concurrence exercée par Saccharomyces.
Origine des contaminations et impacts sensoriels
Ces levures sont principalement retrouvées dans la brasserie, notamment dans les zones difficiles à nettoyer :
- robinets de prélèvement,
- vannes de cuves,
- surfaces en contact direct avec la bière.
En cas de contamination, elles peuvent engendrer :
- la production d’arômes indésirables (acides organiques, composés phénoliques),
- des troubles,
- la formation de particules ou de films en surface.
Il s’agit de contaminations opportunistes, dont les effets deviennent perceptibles lorsque les conditions de développement sont favorables.
Cas particulier des fermentations en barrique
Les bières élevées en barrique sont particulièrement exposées, ces environnements étant naturellement propices à la présence de Brettanomyces.
La micro-oxygénation inhérente au bois favorise leur développement.
Afin de limiter ce risque, une pratique essentielle est le ouillage :
il consiste à compléter régulièrement la barrique afin de réduire l’espace de tête et donc la disponibilité en oxygène pendant la maturation.


Levures sauvages du genre Saccharomyces
Contaminations croisées
Une contamination croisée par une souche de Saccharomyces différente de celle utilisée en fermentation peut entraîner :
- des défauts aromatiques,
- des profils fermentaires atypiques,
- une instabilité du produit fini.
La levure sauvage la plus problématique ces dernières années est Saccharomyces cerevisiae var. diastaticus, aujourd’hui considérée comme un microorganisme émergent dans les brasseries.
Saccharomyces cerevisiae var. diastaticus
Ce variant possède des gènes supplémentaires STA (STA1, STA2 ou STA3), lui permettant de produire une glucoamylase.
Cette enzyme hydrolyse les glucides complexes, en particulier les dextrines, normalement non fermentescibles par S. cerevisiae classique.
Les conséquences technologiques sont majeures :
- atténuation très élevée (> 90 %),
- fermentation secondaire involontaire,
- production excessive de CO₂,
- diminution de la perception aromatique,
- risques de surpression, de gushing, voire d’explosion des contenants.
Sources de contamination
Les sources de contamination sont multiples :
- matières premières,
- repiquage de levures,
- ajouts post-fermentation,
- équipements mal assainis.
Dans plus de 70 % des cas, la présence non souhaitée de S. cerevisiae var. diastaticus est associée à :
- l’embouteillage ou l’encanettage,
- l’environnement général de la brasserie,
- les zones de stockage des barriques.
Sa détection est donc un indicateur fort de défaillance des pratiques d’hygiène.
Il existe cinq espèces connues de Brettanomyces, mais seule Brettanomyces bruxellensis est responsable d’altérations de la bière lorsqu’elle est non désirée. Saccharomyces cerevisiae var. diastaticus est responsable du phénomène de gushing, lié à une fermentation secondaire involontaire. La présence de levures sauvages est avant tout le symptôme d’un défaut de maîtrise sanitaire dans la brasserie.
Les flores d’altération de la bière, partie 1: « Amies » ou « Ennemies » ?
Les flores d’altération de la bière partie 2 : les principales bactéries d’altération de la bière
Références:
Back W. 1981. Bierschadliche Bakterien – Taxonomie der bierschaldlichen Bakterien. Monatsschrift fur Brauerie, 34
Back W. 2003. Bioflime in der Brauerie und Getrankeindustrie – Brauwelt Online 23/25 1-5
Hill A.E 2015. Brewing Microbiology - 1st Edition
Priest F.G. 1987. Brewing Microbiology. Elsevier Applied Science
Suzuki K et al 2005. Isolation of hop-sensitive variant from Lactobacillus lindneri and identification of genetic marker for beer spoilage ability of lactic acid bacteria. Applied and Environmental Microbiology, 71, 5089-5097
Suzuki K. 2012. 125th Anniversary review. Microbiological instability of beer caused by spoilage bacteria. Journal of the institute of brewing, 117

- Détails
- Catégorie : Conseils et techniques
Est-il possible de contrôler la taille des bulles dans la bière ? Qu’en est-il de la perception de la taille des bulles : fine ou grosse ? La taille des bulles dans la bière suscite bien des mythes et légendes, mais surtout des interrogations. De leur formation à leur dispersion, dans la bouteille et le verre, des facteurs pouvant influencer leur taille et leurs rôles sensoriels, partons à la découverte des mystères des bulles.
Formation Des Bulles
En métabolisant les sucres, les levures produisent deux sous-produits, de l’alcool éthylique et du dioxyde de carbone (CO2), ce que l’on appelle la phase anaérobie. Lors de la fermentation, chaque gramme de sucre produit environ 0,48 gramme de CO2. Dans une bouteille de bière, le CO2 sous pression, entre deux et cinq fois la pression normale (six pour le Champagne), est dissout dans le liquide, maintenant la concentration de gaz dans un état d’équilibre, selon la loi de Henry. A l’ouverture d’une bouteille, un phénomène thermodynamique de sursaturation intervient : la pression chute au niveau de l'atmosphère environnante, laissant s’échapper un petit nuage de gaz, entrainant également une baisse rapide de la température, déclenchant la cavitation lors de laquelle le gaz s’échappe pour rétablir un équilibre, en créant… les bulles.
Les bulles de gaz se forment préférentiellement sur des surfaces qu’on appelle sites de nucléation. Si visuellement, on aperçoit les bulles se former surtout sur la base et les côtés de la bouteille, les sites de nucléation correspondent à toutes les « impuretés », comme des fibres de cellulose, et de minuscules particules en suspension, présentes sur le contenant et dans la bière. On a longtemps cru que les bulles se formaient dans les microcavités du verre, mais des études récentes semblent démontrer que ce phénomène soit en fait marginal. Lorsque l’on verse la bière dans un verre, il arrive qu’elle puisse mousser énormément s’il y a trop d’impuretés : c’est pourquoi il est de coutume de rincer le verre afin d’éliminer les sites de nucléation possibles.
La pression oscillatoire, exercée à l’ouverture de la bouteille, provoque l'effondrement des bulles et donc la formation de très petits fragments de bulles, augmentant la surface de contact gaz-liquide. Le transfert de masse entraine la croissance des bulles.
Grossissant progressivement grâce à la diffusion du CO2 dissout, la bulle finit par se détacher de son support et initie sa remontée à la surface. Ayant atteint une certaine flottabilité, elle laisse sa place pour la formation d’une autre bulle. La fréquence de production de bulles dans la bière est d’environ 10 bulles par seconde par site de nucléation ; à noter qu’elle est de 30 dans le Champagne qui possède une concentration de CO2 trois fois plus élevée.

Les bulles de la bière possèdent des propriétés uniques : les « petites » bulles inférieure à 1/3 de mm sont sphériques, quand les plus grosses sont ellipsoïdales. Si les bulles sont « rondes », c’est qu’elles doivent minimiser leur surface tout en conservant leur volume, pour atteindre leur équilibre. Quand la tension superficielle décroit, les bulles ont tendance à se déformer. En moyenne, la tension superficielle de la bière est de 45 milijoules (mJ)/m².
Grossissant toujours durant leur remontée par l’apport de dioxyde de carbone et de molécules aromatiques, celles atteignant 1 mm ont des rayons d’oscillation qui les font s’enrouler en spirale. En moyenne, une bulle de CO2 a un diamètre de 0,5 mm et un volume de 1/15 mm3. Elle est composée, à plus de 99%, de CO2 et d’arômes.
Dispersion des Bulles - Dégazage
Lorsque l’on sert un verre de bière, un flux de recirculation du CO2 s’établit à l'intérieur du verre. Quand les bulles remontent à la surface, elles entraînent avec elles un peu de liquide qui retourne au fond, le long des parois, de par la conservation de masse. Ce mouvement de recirculation favorise la croissance plus rapide des bulles à partir des sites de nucléation sur les parois. Les bulles de bière peuvent ainsi retomber.

Schéma de recirculation de la bière : La montée des bulles à partir de différents sites de nucléation induit une circulation globale.
L’ascension des bulles est ainsi inévitable car due à leur flottabilité, la fameuse poussé d’Archimède (Eurêka !), leur densité étant, en effet, beaucoup plus faible que celle du liquide. La convection, induite par la flottabilité, augmente encore le transfert de masse par advection et, par conséquence, la taille des bulles. Arrivées à la surface, elles contribuent au volume de la mousse, dont le développement ne dépend que de la croissance des bulles et non de l'apparition de nouvelles bulles.

Différentes étapes de l'évolution de la mousse (a) t = 0 ms, juste avant l'impact. (b) t = 0,1 ms, les bulles se développent en raison de la chute soudaine de pression, puis s'effondrent rapidement, donnant naissance à une mousse minuscule. (c) t = 1,8 ms, ces bulles de mousse se développent uniquement grâce à la diffusion du CO2 en elles. (d) t = 124,5 ms, le flux est dominé par des panaches de bulles poussés par la flottabilité. Le mouvement relatif entre ces panaches et le liquide améliore considérablement le transfert de masse, la majeure partie de la mousse est générée à ce stade. (Source : Some Topics on the Physics of Bubble Dynamics in Beer )
Les plus petites bulles, du fait d’une tension superficielle et d’une pression plus élevées, peuvent transmettre leur gaz aux plus grosses, car la pression s’égalise entre les bulles.

Les mouvements de convexion, lors de la remontée des bulles, peuvent provoquer un phénomène de vagues et tourbillons dans les bières avec beaucoup de corps. La recirculation de la bière dépendrait également beaucoup de la forme du verre, mais aussi de la tension superficielle qui s’établit à sa surface. De plus, les verres peuvent avoir des propriétés hydrophobes qui favorisent la création de bulles.
Les bulles de bière sont ainsi 2 fois plus petites au fond du verre, qu’à son sommet. Dans le Champagne, la taille des bulles semble totalement relative à la taille et à la forme du verre : dans une flûte de 10cm elle mesure 1 mm, quand dans une flûte de 30 cm elle atteint les 3 mm ; dans une coupe elles restent petites car le dégazage est accéléré. Selon une étude publiée en 2021, une demi-pinte de lager commerciale libèrerait entre 200000 et 2 millions de bulles.
Les bulles de bière sont en tout cas bien différentes de celles des autres boissons gazeuses, comme les sodas ou le Champagne. Leur durée de vie est plus longue et elles se déplacent plus lentement grâce aux tensioactifs qui abaissent la tension superficielle et rendent le liquide de la bière plus visqueux, augmentant ainsi la traînée hydrodynamique des bulles.
Les mécanismes de dégazage de la bière sont analogues à ceux des éruptions limniques que l’on trouve dans la nature, aux conséquences souvent désastreuses : en 1986 au lac Nyos au Cameroun, une remontée de dioxyde de carbone a provoqué la mort par asphyxie de centaines de personnes et de milliers d’animaux.
A noter que ce phénomène de dégazage est différent des phénomènes d’effervescence qui se produisent lorsque l’on secoue une bouteille ou du jaillissement-gushing qui lui est dû à des problèmes de dosages de sucres et/ou de levures, de fermentation courte ou incomplète, ou bien de moisissure ou d’infection.
Par ailleurs, dans une bouteille fermée, le CO2 se diffuse également mais très lentement, une molécule mettrait plus de 3 ans pour y parvenir.
Facteurs influençant la taille des bulles
Outre la taille et la forme du verre, d’autres facteurs influenceraient la taille des bulles.
Tout d’abord, le milieu liquide et sa capacité à maintenir dissout le gaz carbonique : il faut qu’il contienne suffisamment de tensioactifs pour abaisser la tension superficielle. Plus le liquide possède un pH acide et peu d’ions bicarbonates, plus il relâchera de grosses bulles. Ce facteur s’applique particulièrement aux eaux pétillantes qui se vantent de la taille de leurs bulles. Dans la bière, plus la densité est élevée, plus le transfert de masse s’effectue rapidement, faisant croître la taille des bulles.
Les protéines et les dextrines de la bière perturbent le cheminement des bulles qui doivent les éviter. Les bières corpulentes produisent ainsi des bulles plus fines et restent effervescentes plus longtemps. Par ailleurs, la présence de bulles de différentes tailles dans ces mêmes bières permet une mousse riche et dense.
La température de la bière est également importante. Plus elle est chaude, plus elle relâche rapidement son CO2 qui s’assemble, formant ainsi des bulles plus grosses. Les conditions de stockage seraient ainsi susceptibles de jouer un rôle, en gardant les bouteilles au frais après la fermentation, la solubilité du CO2 augmenterait.
Les temps de fermentation et de clarification semblent également jouer un rôle sur le développement des bulles : plus ils seraient longs, plus les bulles seraient fines. En bouteille, les particules en présence devenant de plus en plus petites, les bulles, s’y développant, sont à leurs tours de plus en plus fines. Pour certains, les extraits de malt secs ralentiraient le temps de fermentation, mais donneraient des résultats inégaux.
Lorsque l’on sert une bière en fût, la différence de pression avec le verre augmenterait la dilatation des bulle : ce qui permet d’ailleurs à la Bière Guiness, qui comporte des bulles d’azote plus petite que celles du CO2, de mousser (c’est aussi pourquoi leur cannette renferme une balle de plastique contenant de l'azote pressurisé, générant un jet de gaz turbulent lors de son ouverture, qui permet la formation de bulles et l’apparition rapide de la mousse « crémeuse »).
Par ailleurs, on ne peut changer la taille des bulles par le type de carbonatation qu’elle soit naturelle ou forcée. Seule la quantité de carbonatation peut être modifiée.
Bulles et Perception Sensorielle
Le CO2 est un support de goûts contribuant à la perception des arômes. Les bulles de CO2 seraient capables de stimuler des récepteurs sensibles à la taille et à la pression, qui transmettraient au cerveau des signaux somatosensoriels, semblables au toucher. Des recherches ont montré que les bulles plus petites sont plus faciles à capter par ces récepteurs. Bien que libérant des arômes lorsqu’elles éclatent sur nos langues, les bulles joueraient surtout un effet sur notre perception de la texture et de la sensation en bouche. A noter que le CO2 est légèrement anesthésiant et diminuerait la sensation de soif. Un versement correct de la bière est ainsi nécessaire, tant pour les propriétés des bulles de CO2, que pour leur correct libération… sinon attention aux problèmes d’estomac ou de maux de tête.
Contrôler la Taille des Bulles ?
Quantité de CO2 dissout, densité, protéines et dextrines, ph, température, nombre de sites de nucléation, différence de pression entre les contenants, formes de la bouteille et du verre, façon de servir…
Contrôler la taille des bulles dans la bière relève ainsi de nombreux facteurs et la formule magique ne semble pas encore avoir été trouvée. La perception de la taille des bulles d'une bière n'est peut être que très suggestive ou propre au palais de chacun... et puis ce n'est pas la taille qui compte, c'est le goût! Au final, lorsque l’on apprécie une bière et la taille de ses bulles, on ne peut que songer aux probabilités et aux possibilités infinies des combinaisons qui font de la bière, du brassage et de la dégustation, un Art !
Vincent Ferrari
References:
Some Topics on the Physics of Bubble Dynamics in Beer Patricia Vega-Martínez, Oscar R. Enríquez and Javier Rodríguez-Rodríguez * mdpi.com/2306-5710/3/3/38
Beer Physics: Bubbles ffden-2.phys.uaf.edu/webproj/212_spring_2019/Corey_Gray/corey_gray/bubbles.html
The Apollonian Decay Of Beer Foam Bubble Size Distribution And The Lattices Of Young Diagrams And Their Correlated Mixing Functions S. Sauerbrei, E. C. Haß, And P. J. Plath doi.org/10.1155/DDNS/2006/79717
The Fluid mechanics of bubbly drinks Roberto Zenit & Javier Rodríguez-Rodríguez : physicstoday.scitation.org/doi/10.1063/PT.3.4069
Tension superficielle : femto-physique.fr/mecanique_des_fluides/tension-de-surface.php
Le CO2 caractéristiques physico-chimiques, production et utilisations dans les boissons, Pierre Millet btobeer.com/themes-conseils-techniques-bieres-brasseries/conseils-carbonatation-process-et-analyses/co2-caracteristiques-physico-chimiques-production-utilisations-boissons-gazeuses-bieres
How Many CO2 Bubbles in a Glass of Beer? Gérard Liger-Belair et Clara Cilindre pubs.acs.org/doi/full/10.1021/acsomega.1c00256
Bonus :

- Détails
- Catégorie : Conseils et techniques
Webinaire Houblonnage à cru présenté par Philippe Martin de Hop France
Le Houblonnage à cru / Dry Hopping : timing du houblonnage à cru pour retirer les arômes souhaités.
L’occasion de (re)découvrir l’importance du moment clé du dry hopping en fonction des arômes voulus ! Mais aussi de parler des houblons : Aramis, Barbe Rouge, Mistral, Triskel,..
- Détails
- Catégorie : Conseils et techniques
La bière constitue, par nature, un environnement particulièrement hostile au développement des micro-organismes. Plusieurs facteurs expliquent cette relative stabilité microbiologique :
- les températures élevées atteintes lors de l’ébullition du moût,
- la présence d’alcool (éthanol),
- le pouvoir bactériostatique du houblon via les acides iso-alpha,
- une faible disponibilité en oxygène,
- et des valeurs de pH basses.
Malgré ces conditions défavorables, certains micro-organismes parviennent à s’adapter à cet environnement contraignant. Ils peuvent ainsi se maintenir et se multiplier à différents endroits de la brasserie, depuis les matières premières jusqu’aux équipements et au produit fini. Parmi eux, certaines bactéries et levures sont dites altérantes, car leur développement entraîne une dégradation de la qualité de la bière.
Ces altérations se traduisent notamment par :
- des goûts et arômes indésirables,
- une acidification anormale,
- une production excessive de gaz,
- une viscosité accrue,
- ou encore une turbidité inhabituelle.
Autant de signaux révélateurs d’une contamination et donc d’une perte de maîtrise du procédé de fabrication.
Impact des microorganismes d’altération lors de la fermentation
Lors de la fermentation, la présence de microorganismes indésirables peut avoir des conséquences majeures. Ces derniers sont capables d’entrer en compétition avec les levures de fermentation volontairement ensemencées, en consommant les nutriments disponibles. Dans certains cas, ils peuvent même ralentir, voire bloquer complètement la fermentation.
Deux grands groupes de micro-organismes sont à l’origine de ces désagréments à savoir les bactéries et les levures.
Les Bactéries dont nous parlerons dans cet article : Lactobacillus - Pediococcus - Pectinatus - Megasphaera - Acetobacter - Gluconobacter - Zymomonas - Obesumbacterium - Citrobacter freundii - Klebsiella terrigena et Oxytoca - Rahnella aquatilis
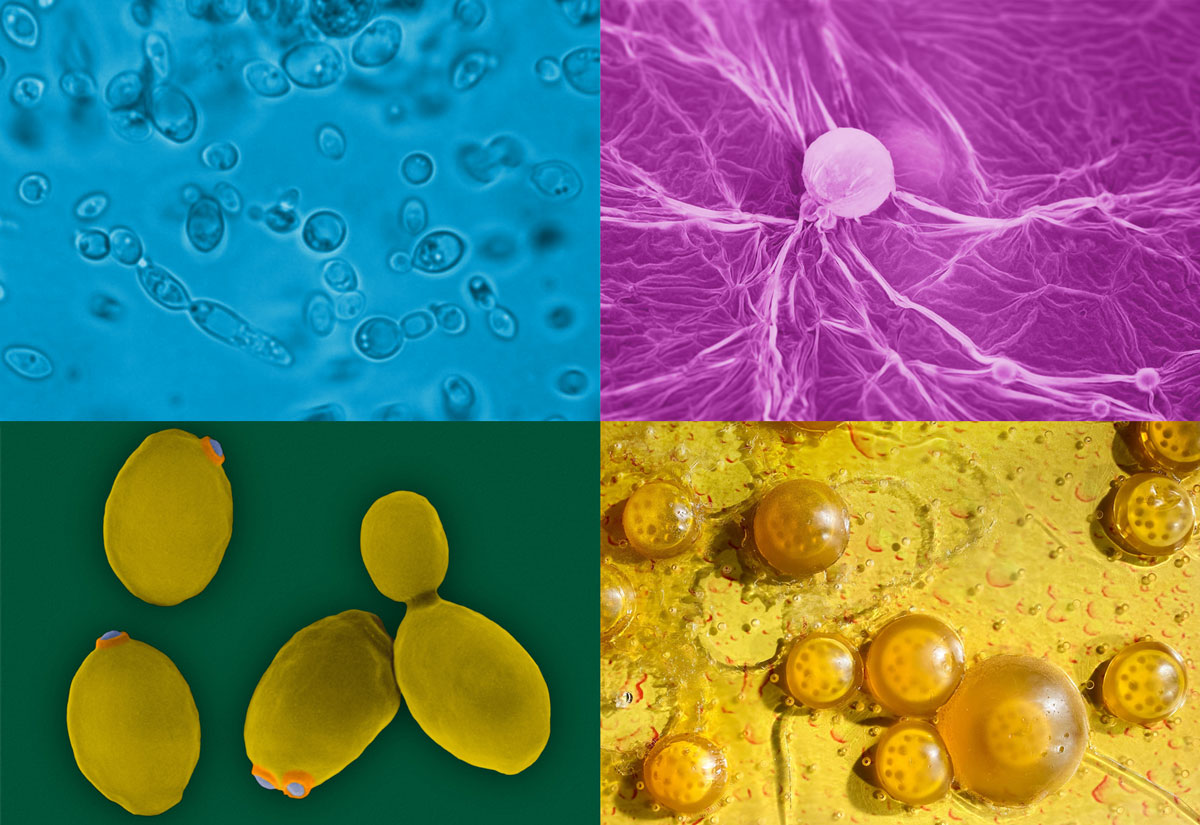
Voici ci-dessous un aperçu de l’ensemble des flores d’altération pouvant se retrouver dans la bière ou à la brasserie. Les microorganismes les plus fréquemment rencontrés sont les bactéries lactiques (en orange ci-dessous) qui sont responsables de la majeure partie des contaminations à la brasserie, les bactéries anaérobies (en jaune), et bien entendu les levures sauvages avec, en violet les Saccharomyces et en bleu, les non Saccharomyces.

Les flores d’altération les plus fréquemment rencontrées en brasserie sont les bactéries lactiques, responsables de la majorité des contaminations, suivies des bactéries anaérobies strictes, puis des levures sauvages, incluant les Saccharomyces et les non-Saccharomyces
Pourquoi la bière est-elle sélective sur le plan microbiologique ?
Le moût est souvent qualifié de « bouillon de culture », tant il est riche en sucres, acides aminés et minéraux favorables au développement microbien. À l’inverse, la bière est considérée comme une boisson microbiologiquement stable.
Cette stabilité repose sur une combinaison de facteurs inhibiteurs :
- alcool : 0,5 à 10 % v/v,
- acides iso-alpha du houblon : 17 à 55 ppm,
- CO₂ dissous : environ 0,5 % (m/m),
- oxygène dissous très faible (< 0,1 ppm),
- pH bas : généralement compris entre 3,7 et 4,8.
Ces conditions créent une pression de sélection importante, ne permettant la survie que de microorganismes particulièrement adaptés.
Si les bactéries à Gram positif sont les plus fréquemment rencontrées en brasserie, certaines bactéries à Gram négatif sont également impliquées dans l’altération de la bière.
LES BACTERIES LACTIQUES (GRAM POSITIF)
Les bactéries lactiques sont des bactéries à Gram positif, apparaissant bleu-violet au microscope après coloration de Gram. Bien que la majorité d’entre elles ne survivent pas dans la bière, certaines espèces appartenant aux genres Lactobacillus et Pediococcus ont développé des mécanismes d’adaptation leur permettant de s’y maintenir et de s’y multiplier.
Elles représentent de loin les flores d’altération les plus fréquemment rencontrées en brasserie.
Un double visage : utiles ou nuisibles
Les bactéries lactiques produisent principalement de l’acide lactique, un acide relativement doux. Lorsqu’elles sont utilisées volontairement et maîtrisées, elles participent à l’élaboration de styles spécifiques :
- bières acides (« sour beers »),
- Berliner Weisse,
- Gose,
- bières de fermentation spontanée (lambic).
Dans ces contextes, elles apportent fraîcheur, acidité et complexité aromatique.
En revanche, lorsqu’elles sont présentes de manière non intentionnelle, elles deviennent un problème majeur. Lactobacillus et Pediococcus sont responsables de 60 à 90 % des contaminations en brasserie [Back, 2003]. Leur dangerosité est renforcée par leur capacité à développer une résistance au houblon, notamment via les gènes horA et horC [Suzuki et al., 2005].
Le houblon, au-delà de ses qualités aromatiques, joue un rôle fondamental dans la conservation de la bière grâce à son effet bactériostatique. Toutefois, certaines bactéries lactiques résistantes aux iso-alpha-acides peuvent contourner ce mécanisme et proliférer malgré un houblonnage important.
Il est donc essentiel, pour une brasserie, de différencier les souches résistantes au houblon de celles qui ne le sont pas, afin d’évaluer correctement le risque d’altération.
Détection et limites des méthodes classiques
La mise en évidence des gènes de résistance au houblon (horA, horC) ne peut être réalisée de façon fiable que par des méthodes de biologie moléculaire, notamment la PCR (Polymerase Chain Reaction), aujourd’hui accessibles en routine en brasserie.
Les méthodes de culture classiques présentent en effet de nombreuses limites :
- développement lent,
- forte variabilité des résultats,
- risque élevé de faux négatifs,
- existence de bactéries viables mais non cultivables (VBNC), dues au stress imposé par la matrice bière (alcool, pH, houblon).
La biologie moléculaire s’impose ainsi comme l’outil le plus fiable pour le contrôle microbiologique moderne en brasserie.
LACTOBACILLUS
Les Lactobacillus sont des bacilles à Gram positif, anaérobies mais tolérants à l’oxygène. Plus d’une centaine d’espèces sont connues, dont une quinzaine impliquées dans l’altération de la bière.
L’espèce la plus fréquemment rencontrée est Lactobacillus brevis, hétéro-fermentaire, avec une croissance optimale autour de 30 °C et un pH compris entre 4 et 6.
Lactobacillus lindneri est également notable pour sa résistance au houblon et sa capacité à se développer à des températures relativement basses (19–23 °C).
Espèces fréquemment impliquées :
L. brevis, L. lindneri, L. buchneri, L. parabuchneri, L. casei, L. coryneformis, L. malefermentans, L. curvatus.
Ces bactéries sont particulièrement difficiles à détecter par culture en raison de leur état de stress et de dormance possible.

Lactobacillus
PEDIOCOCCUS
Les Pediococcus sont des coques à Gram positif, homo-fermentaires, tolérantes à l’oxygène. Elles transforment le glucose exclusivement en acide lactique et sont connues pour leur production de diacétyle, responsable d’arômes de beurre ou de pop-corn.
Espèces couramment rencontrées :
P. damnosus, P. acidilactici, P. pentosaceus, P. parvulus, P. dextrinicus, etc.
Pediococcus damnosus est particulièrement problématique en raison de sa capacité à se développer à basse température, ce qui lui permet d’altérer la bière durant la fermentation, la garde ou même le stockage.

Pediococcus
LES BACTERIES ANAEROBIES (GRAM NEGATIF)
Parmi les bactéries à Gram négatif, seules quelques-unes sont responsables d’altération de la bière. On distingue :
- les anaérobies strictes (Pectinatus, Megasphaera, Zymophilus),
- les aéro-anaérobies facultatives (bactéries acétiques, Zymomonas, entérobactéries).
Les genres Pectinatus et Megasphaera sont les plus fréquemment impliqués. Contrairement aux bactéries lactiques, elles ne présentent aucun intérêt technologique et leur présence traduit systématiquement un défaut d’hygiène ou de nettoyage.
PECTINATUS
Bacilles à Gram négatif, fortement mobiles grâce à de nombreux flagelles. Ils se développent préférentiellement dans les bières faiblement alcoolisées (< 5 %) et dans des conditions anaérobies, notamment au conditionnement.
Ils sont responsables d’odeurs d’œuf pourri (H₂S) et produisent divers acides organiques et composés soufrés.

Pectinatus sottacetonis sp. nov. isolated from commercial pickle spoilage tank. - Scientific Figure on ResearchGate. Available from: researchgate.net/figure/Scanning-electron-micrograph-of-cells-of-Pectinatus-sottacetonis-sp-nov-showing_fig2_236254969
MEGASPHAERA
Coques légèrement ovales à Gram négatif. Plusieurs espèces (M. cerevisiae, M. paucivorans, M. sueciensis) ont été associées à des contaminations de bière.
Elles produisent notamment :
H₂S, acides butyrique, isobutyrique, caproïque, valérique et isovalérique.

Megasphaera
AUTRES BACTERIES ANAEROBIES STRICTES (mais moins courantes)
Le genre Selenomonas comprend près de 10 espèces, mais seule Selenomonas lacticifex, a été mise en évidence pour son altération de la bière [Schleifer et al., 1990] et plus récemment identifiée sur un biofilm à la surface d’un équipement au niveau de l’embouteillage [Vávrová et al., 2014]. Ce microorganisme va conduire à une odeur désagréable du fait de la production d’acides acétique et propionique.
On peut également retrouver le genre Zymophilus, pour lequel il existe deux espèces Z. paucivorans et Z. raffinosivorans que l’on peut mettre en évidence dans la cuve de brassage, le levurier ou également les déchets issus de la production de la bière. Les Zymophilus sont des bacilles, légèrement incurvés qui sont isolés, par deux ou parfois en courte chainette. Ils se trouvent dans les bières de garde (pas présents dans les bières de types lager), et vont produire des arômes non souhaités : fruits, pomme pourrie, œuf pourri, sulfureux. Ces arômes indésirables sont générés par la production d’acétaldéhyde et H2S.
LES BACTERIES ACETIQUES
Les bactéries acétiques (famille Acetobacteriaceae) oxydent l’éthanol en acide acétique. Elles sont peu sensibles à l’alcool, au pH acide et au houblon, mais nécessitent de l’oxygène pour se développer.
Les genres Acetobacter et Gluconobacter sont les plus souvent impliqués, notamment lors de l’embouteillage, du vieillissement en fût ou en présence de défauts d’oxygénation.
ACETOBACTER
Parmi les espèces de bactéries qui produisent de l’acide acétique, dix espèces d’Acetobacter sont retrouvées dans les environnements de brassage dont les plus fréquemment A. aceti, A. liquefaciens, A. pastorianus et A. hansii. On va les retrouver plus particulièrement au niveau du moût, conditionnement en fût, bières vieillies en fût ou encore sous forme de biofilm dans la brasserie. Elles vont produire des arômes aigres, vinaigrés du fait de la production d’acide acétique.

Acetobacter- source MD Agrotech
GLUCONOBACTER
Une seule espèce de Gluconobacter (G.oxydans) serait régulièrement associée à des contaminations dans les environnements de brassage, mais G.cerevisiae peut également être rencontré. On peut retrouver ces micro-organismes dans le moût, lors de d’embouteillage, bières vieillies en fût. Ils vont produire des arômes aigres, vinaigrés du fait de la production d’acide acétique et acétate.
ZYMOMONAS
Les bactéries du genre Zymomonas peuvent se développer en présence ou en absence d’oxygène et tolérantes à l’éthanol (moins de 10% d’éthanol). Ce microorganisme va se développer de manière optimale avec un pH supérieur à 3,4 et une température comprise entre 25°C et 30°C.

Zymomonas - Photo : Katherine Pappas, University of Athens
On va le retrouver dans des bières de garde (non retrouvé dans les bières de type lager), et se caractériser par des arômes fuités, pomme pourrie, œuf pourri qui sont produits par l’éthanal (acétaldéhyde) et sulfure d’hydrogène (H2S).
LES ENTEROBACTERIES
Les entérobactéries sont des bacilles à Gram négatif, présents dans l’environnement, le sol, l’eau et les matières premières. Elles sont principalement actives aux premières étapes du brassage et ne survivent généralement pas dans la bière finie.
Leur présence est un indicateur clair de mauvaises conditions d’hygiène.
Parmi elles :
Obesumbacterium proteus, Citrobacter freundii, Klebsiella oxytoca, K. terrigena, Rahnella aquatilis.

Enterobactéries
OBESUMBACTERIUM
AUTRES ENTEROBACTERIES A LA BRASSERIE
Parmi les autres Entérobactéries retrouvées dans la bière, on peut noter les Citrobacter freundii, Rahnella aquatilis, Klebsiella oxytoca et Klebsiella terrigena dont la présence a déjà été signalée dans du moût non fermenté et en fermentation.
CITROBACTER FREUNDII
Bactérie bacille gram négatif, anaérobie facultative, catalase positive. Bactéries qui sont inhibées par l’éthanol et n’apparaîtront qu’aux premiers stades de la fermentation. Il a été démontré que leur présence accélère le processus de fermentation et induit une production importante de diacétyle, d'acide lactique, d'acétaldéhyde et de sulfure de diméthyle (DMS).

Citrobacter freundii
KLEBSIELLA TERRIGENA et OXYTOCA
Bactérie bacille gram négatif, anaérobie facultatif, catalase positive, immobile et capsulée. Ces bactéries ont déjà été signalées dans l’environnement de la brasserie. Dans le moût elles produisent des arômes phénoliques par la formation de 4-vinylguaiacol produit à partir de la décarboxylation de l'acide férulique. Phénomène que l’on va également retrouver avec certaines levures sauvages.
RAHNELLA AQUATILIS
Bactérie qui a été isolée dans diverses sources comme par exemple : le sol, l’eau, les aliments, la matière première végétale et parfois même dans des échantillons cliniques. Concernant l’environnement de la brasserie, cette bactérie a été signalée comme probable contaminant dans la levure lors de fermentation haute et dans le moût fermenté.

Rahnella aquatilis - source : Patricia Sobecky
Les bactéries lactiques sont responsables de 60 à 90 % des contaminations en brasserie. Le stress imposé par la bière rend leur détection par culture peu fiable. La résistance au houblon (gènes horA, horC) ne peut être détectée efficacement que par PCR. Pectinatus et Megasphaera sont associées aux bières faiblement alcoolisées et aux environnements anaérobies.
Les flores d’altération de la bière, partie 1: « Amies » ou « Ennemies » ?
Partie 3 : Les principales levures sauvages d’altération de la bière
Références:
Back W. 1981. Bierschadliche Bakterien – Taxonomie der bierschaldlichen Bakterien. Monatsschrift fur Brauerie, 34
Back W. 2003. Bioflime in der Brauerie und Getrankeindustrie – Brauwelt Online 23/25 1-5
Hill A.E 2015. Brewing Microbiology - 1st Edition
Priest F.G. 1987. Brewing Microbiology. Elsevier Applied Science
Suzuki K et al 2005. Isolation of hop-sensitive variant from Lactobacillus lindneri and identification of genetic marker for beer spoilage ability of lactic acid bacteria. Applied and Environmental Microbiology, 71, 5089-5097
Suzuki K. 2012. 125th Anniversary review. Microbiological instability of beer caused by spoilage bacteria. Journal of the institute of brewing, 117
- Détails
- Catégorie : Dossier Thématiques
Commercialisation Législation












- Détails
- Catégorie : Commercialisation & Services
Commercialisation de la Bière
Cette période de crise a permis de faire prendre conscience aux microbrasseries des problématiques de distribution et de la nécessité d’améliorer sa visibilité et de développer ses actions commerciales. Vos clients et consommateurs sont également à l’affut de vos actions par goûts mais aussi tout simplement pour vous soutenir ou vous découvrir. Lors du premier confinement en mars, la plupart des brasseries ont été prises de court et ont tardées à mettre en place de nouveaux modes de distribution. Si la leçon aura quand même servi à certains, d’autres se sentent toujours dépassés. Cet article a pour but de recenser les actions commerciales et de communication-marketing qui assureront le maintien de votre activité, votre développement et on vous le souhaite, votre pérennité.
Petit rappel sur le marketing :
La pérennisation et le développement d’une activité nécessite un minimum de stratégie qui s’articule autour de 3 fondamentaux : la technique, l’approvisionnement et le marketing. Pour générer de la valeur, il faut ainsi améliorer ses produits, améliorer ses processus et enfin améliorer son business model.
La théorisation du marketing continue elle-même a évoluer depuis plusieurs décennies, un condensé de cette expérience amène à penser que le marketing d’excellence actuel repose sur 7 grands principes :
- l’anticipation des tendances qui repose sur la collecte d’informations
- l’adaptation aux évolutions du marché
- l’alignement des services de l’entreprise, c’est-à-dire la coordination de la production et de la vente, au service réciproque de l’autre
- la définition et la diffusion d’une culture d’entreprise
- l’évaluation des performances
- la capacité à créer des partenariats
- l’amélioration de la viabilité d’une entreprise grâce à la satisfaction de ses clients et de son personnel.
On parle d’ailleurs aujourd’hui de marketing holistique (Global): le succès d’une entreprise est plus que la somme de chacune de ses actions grâce à leurs synergies. Ainsi les 4 Ps bien connu du marketing mix (Produit, Prix, Place-Distribution, Promotion) sont aujourd’hui accompagnés de 4 autres : Personnes, Processus, Programmes d’Actions et Performance.
Vous l’avez sans doute réalisé lors de votre étude de marché initiale, mais il est bon parfois de refaire un point sur son « avantage concurrentiel » grâce à la fameuse matrice SWOT c’est-à-dire l’analyse des Forces, Faiblesses, Opportunités et Menaces. Vous devez également essayer de mieux connaître le profil de vos clients et des consommateurs de bières en créant des personas.
Vos objectifs et vos contraintes doivent ainsi vous mener à mettre en place des actions commerciales et de communication :
Site Internet – présence sur le web et les réseaux sociaux
Internet est un fabuleux outil qui peut mettre en contact le producteur et le consommateur a divers moments de leurs relations. Au moment du choix et de l’achat bien sûr mais aussi au moment de la consommation.
Beaucoup d’entre vous n’ont pas encore de site internet et/ou de site internet performant. Si beaucoup de microbrasseries n’utilisent presque qu’exclusivement les réseaux sociaux, il faut bien que vous considériez que vos clients/followers suivent également d’autres pages et que, par exemple, l’algorithme de Facebook ne montre qu’une infime partie de l’ensemble des messages de ses amis et pages suivies au profit accru des posts sponsorisés et des posts à « scandale » suscitant les passions des internautes….En 2020, seul 5,5% des abonnés de votre page verraient apparaitre vos publications sur leur fils d’actualités Facebook ! (ce que l’on appelle la portée organique des publications).
Pourtant un site internet est le meilleur moyen de présenter :
- votre gamme
- vos nouveautés
- vos horaires d’ouverture
- vos points de vente (quelle déception quand on cherche vos bières et que lorsque l’on arrive devant votre brasserie, elle est fermée…)
- de vendre en ligne et ou de prendre des commandes
- de montrer son professionnalisme à vos clients et distributeurs…
- d’être présent au moment de la consommation par spots ludiques, humoristiques, conviviaux, identitaires, valorisants, etc.
Et puis cela permet aussi d’aider à se constituer une base de données client, grâce notamment à l’abonnement à votre newsletter qui permettra de communiquer spécialement en tant de crise, et de fidéliser grâce à des offres spéciales, en respectant la loi Evin bien entendu.
Les réseaux sociaux restent néanmoins des outils essentiels pour créer du lien avec ses clients, être contacté, créer des évènements en direct, faire du monitoring de son secteur en suivant les actualités des brasseries et des acteurs de la filière brassicole. Si Facebook reste en 2020 le réseau social le plus utilisé grâce notamment aux groupes spécialisés, les brasseries sont également très actives sur Instagram. Twitter et Linkedin ne sont pas à négliger non plus pour le suivi des médias et les relations professionnelles.
Le "social selling", le fait de vendre à travers et/ou grâce aux réseaux sociaux, a de plus le vent en poupe; permettant de vendre directement sur ces plateformes, de créer du trafic vers vos propres lieux de ventes digitaux ou physiques, grâce à la création de lien et aux interactions possibles avec les consommateurs et autres clients.
Actuellement, encouragés par les algorithmes/politiques des réseaux sociaux, les formats image mais surtout vidéo sont ceux qui suscitent le plus de vues et d'engagements, soyez créatifs! Enfin ne négligez pas les relations/partenariats avec des influenceurs pour des opérations spéciales.
En 2021, 46% des recherches effectuées sur Google sont destinées à trouver une entreprise locale. Google représente 92% des recherches effectués sur les moteurs de recherches. N'oubliez donc pas de bien vous compléter vos informations sur Google My Business
De l'importance d'être présent sur les applications de critiques de bières
Vos acheteurs potentiels, notamment les cavistes vérifient régulièrement les notations et critiques de vos bières sur des applications dont la plus connue est Untappd, mais il en existe d'autres comme Biernard ou bien Ratebeer. Si ce système comporte des limites,-qui note/critique? à qui appartiennent ces applications ?-, il est primordial malgré tout d'y apparaître, ne serait-ce que pour s'inspirer des avis et suggestions relatifs à vos bières, mais surtout pour pouvoir donner l'envie à vos acheteurs potentiels d'essayer vos créations.
Vendre ses bières en ligne
Plusieurs possibilités s’offrent à vous, tout d’abord vendre à partir de son propre site internet, la plupart des gestionnaires de contenus (CMS) actuels, wordpress, joomla et drupal par exemple, proposent des composants ecommerce, sans compter les CMS dédiés à la vente : prestashop, magento,… De plus, certaines de ces solutions peuvent être directement liées à vos logiciels de gestion.
Mais vous pouvez aussi profiter de places de marchés en ligne « marketplaces » locales ou dédiées. Ces derniers jours des initiatives ont été mises en place un peu partout en France. Dans la Marne, la CCI a lancé le site jacheteenlocal.fr pour permettre aux clients de commander aux commerçants, artisans ou producteurs dont certains doivent maintenir leurs rideaux entièrement fermés. A Limoges, c’est le site shopinlimoges.fr qui présente une quarantaine de commerçants et références plus de 3000 produits et se veut être un « mini Amazon local ».
Plus particulièrement dans la bière, le sites Beer50.fr permet d’acheter directement aux brasseries artisanales, le site Easybeer.fr propose des ventes directes, en Click&Collect et en livraison, mais aussi bieresdefrance.fr. Le site Une Petite Mousse organise également une opération spéciale en ce moment.
Mais il ne faut pas oublier non plus vos distributeurs, en premier lieu les sites e-commerce spécialisés dans la bière, mais aussi les cavistes, CHR et la grande distribution qui peuvent également vendre en ligne.
Par ailleurs si vous désirez rester local, vous n'êtes pas obligés d'expédier dans toute la France ou le monde entier, en délimitant votre rayon de livraison et en l'indiquant clairement dans vos conditions de vente.
Développer son réseau de distribution
Le développement de vos ventes passe par les Cavistes spécialisés ou non, les sites e-commerces spécialisés ou non, les « CHR » cafés-hôtels-restaurants mais aussi la Grande distribution.
Nous sommes encore surpris de constater dans certaines régions, de la difficulté à trouver des bières artisanales. En parallèle, la bière artisanale est devenue un véritable produit d’appel dans les CHR, dans les commerces alimentaires (fromageries, boucheries,..) et dans les supermarchés qui proposent de plus en plus un rayon dédié aux producteurs locaux. Parfois même dans les offices de tourisme !!
Vous devez avoir une démarche active dans votre région auprès des commerçants. Mais vous pouvez aussi faire appel à un agent commercial ou à un distributeur/revendeur spécialisé dans les bières artisanales et les boissons.
Votre réseau de distribution a besoin d’être animé pour être fidélisé. Pour cela vous devez apprendre à connaître vos revendeurs et communiquer régulièrement avec eux afin de développer une relation de confiance, effectuer un suivi et les aider à se développer : vous devez les considérer comme des partenaires.
L’animation et la communication peuvent prendre plusieurs formes : de la dégustation à l’exclusivité de certaines gammes ou brassins, des bouteilles prémium dédiées au CHR, de la plv (comme des présentoirs de comptoir) pour égayer les points de vente au partage d’informations sur les réseaux sociaux.





Les sites de vente e-commerces dans la bière ont également le vent en poupe et ne cessent de se réinventer misant sur la qualité de l’expérience utilisateur (UX) et la qualité de l’expérience consommateur (CX). En 2019, le chiffre d’affaire de la vente d’alcool (vin, bière et spiritueux) en ligne était de 500 millions d’euros. Les consommateurs sont avant tout à la recherche de prix mais aussi d’informations et de qualité/rapidité de livraison. Les formules d’abonnement et de box rencontrent beaucoup de succès et permet de fidéliser la clientèle. Se faire référencer par des sites e-commerces doit aussi faire partie de votre stratégie de développement.
Enfin n'oubliez pas de démarcher les cafés, bars, restaurants, hôtels, salles de spectacles et autres snacks de votre région. Les bières artisanales sont pour eux de vrais produits différenciants.
Organiser et Participer à des évènements, des salons et des concours.
Qu'il soit en ligne ou hors ligne, les évènements sont le moment d'entrer en contact avec votre public et de communiquer. Dégustations, agrandissements, lancement d'une nouvelle bière,...les occasions ne manquent pas!
Les salons et autres marchés sont aussi l'occasion de vous présenter et de vendre, qu'ils soient directement liés à la bière, professionels et/ou grand public, spécialisés ou plus généralistes, national ou local. Les salons bières se sont multipliés les dernières années, et malgré une année 2020 troublée qui a mis les organsateurs dans des positions difficiles, les fans de bières et de gastronomie ont hâte de vous y retrouver de nouveau au plus vite! (nous tenons à jour en permanence, un agenda des évènements bières, n'hésitez pas à nous communiquer vos futurs salons!)
Plusieurs salons organisent des concours pour les brasseries qui mettent en lumière vos dernières productions et vous permettent d'aposer des macarons qui favorisent la curiosité des consommateurs et donc les ventes. Des concours nationaux et internationaux dédiés à la bière, comme celui des Fourquets à Nancy ou le Concours de Lyon en France, permettent également une mise en avant nationale et international de votre Brasserie.

Stratégie de Contenu
Faire bien c’est bien, le faire savoir c’est mieux. Votre communication doit s’appuyer sur plusieurs piliers : les relations publiques et presses, mais aussi le marketing digital. En trouvant des angles d’approches originaux, vous pouvez susciter l’enthousiasme et créer le buzz !
Tout d’abord, ayez un dossier de presse « kit média » pertinent, que vous pouvez facilement transmettre à vos clients et distributeurs : présentation de votre entreprise, votre savoir-faire, vos gammes, vos tarifs, sans oublier des visuels et les contacts !
Que vous lanciez une nouvelle bière, diversifiez votre production, changez de logo, établissez un partenariat... lorsque votre actualité le permet, rédigez des communiqués de presse que vous pouvez envoyer aux journalistes, blogueurs et autres influenceurs sans toutefois les inonder bien évidemment ! Un communiqué de presse n’est pas forcément long, au contraire il vaut mieux être concis et respecter une structure : Titre accrocheur, accroche concise QQOQCP (Qui, Quoi, Quand, Où, Comment, Pourquoi), un contenu que vous pouvez traiter en racontant une histoire « storytelling », enfin toutes les informations pratiques relatives à votre société et à l’annonce faite (disponibilité, prix,…). Les communiqués sur mesure et une approche one-to-one des communiquants ne sont pas à négligés par ailleurs car certains sont très sollicités.
Proposez également du contenu interactif permettant d’interagir avec votre audience comme des quizzes, et du contenu pouvant être partagé : actualité produit, nouveau point de vente ; voir devenir viral sur les réseaux sociaux et dans les médias, par des sujets qui associent d’autres acteurs, valeurs et idées : initiatives locales, utilisation de vos produits par un chef cuisinier, recette, dégustation, jeux concours, artisanat,… Les contenus vidéos et les petites animations sont particulièrement appréciées.
Vente à Emporter, Drive & Livraison
Si la plupart d’entre vous ont déjà des horaires d’ouvertures au public, la crise-covid avec ses mesures sanitaires et l’appréhension même de la population ont parfois empêché les visites in situ.
Encore une fois, beaucoup de vos clients n’ont peut-être pas eu connaissance de vos (nouveaux) horaires d’ouverture (cf site internet). Le click and collect, c’est-à-dire une réservation en ligne ou par téléphone et un retrait en brasserie est l’une des solutions qui prend tout son sens en ce moment, même si cela nécessite une modification de votre organisation.
En s’inspirant des supermarchés : organiser un système de drive, ou de livrer directement à domicile dans un rayon restreint,







enfin reste la possibilité d’expédier ses bouteilles grâce à des emballages conçus spécialement pour l'expédition des bouteilles de bières :


Développer ses gammes, ses formats de conditionnement et ses offres
Le développement ou le choix de se concentrer sur certains types de bières est aussi une question à étudier régulièrement par une analyse de la demande. Fonctions des goûts de vos clients, des tendances, mais aussi de votre région, une gamme longue n'est pas forcément rentable pour tous même si cela permet aussi de maintenir l'attention de vos clients et d'attirer des propsects. En parallèle, il peut-être aussi intéressant de se labelliser ou de développer une offre en bio pour toucher de nouveaux consommateurs et de nouveaux réseaux de distribution. La tendance est à l'eco-responsabilité, il existe d'ailleurs plusieurs certifications bio ou engagées pour les brasseries.
Au niveau des formats, nous avons entendu des histoires de brasseries qui ne vendaient qu’en fût et qui ont vraiment eu des difficultés pendant le premier confinement et la fermeture des bars et restaurants. En parallèle, dans le monde du vin, on a vu le succès qu’on eut les cubis et autres Bag-in-box, dans les grandes surfaces : les consommateurs n’avaient pas envie de se déplacer régulièrement (cf les queues et l’attente aux caisses dans les commerces) et ont privilégié de plus grands formats :
- Pour les brasseries qui ne font que du fût : une offre bouteille est nécessaire !
- Pour les brasseries qui ne font que de la bouteille 33cl, peut être mettre en place une offre en 50 en 75 cl ou même en mini-fût
Vous pouvez égalment réfléchir à une éventuelle offre en vrac dans des growlers (bouteille en verre, en céramique ou en acier inoxydable utilisée pour transporter de la bière pression).


Cela peut être aussi l’occasion de mettre en place des brassins spéciaux, « collaboratifs » selon les envies de vos clients et/ou collector ! Dans la continuité, des brassins "cobranding" avec d'autres marques/personnalités/évènements d'un autre secteur d'activité, exemple : la bière Hellfest de la brasserie Mélusine, la bière Eternity de Brussels Beer Project en collaboration avec le musicien Vitalic,...
La montée en gamme de certaines de vos bières, par la premiumisation est aussi à envisager.
De plus n'hésitez pas à donner plus d'informations sur vos étiquettes (site web, réseaux sociaux,..) et à les rendres plus ludiques ou interractives!
Par ailleurs, pourquoi ne pas diversifier, compléter son offre avec des produits dérivés : confit de bière, farines, biscuits et pains aux drèches par exemple, mais aussi des goodies : verres, t-shirts, affiches,.. mais aussi kits de brassage...
Au niveau du conditionnement, les coffrets at autres calendriers de l'avent/après/spécial confinement sont plus que bienvenus. Nous avons vu également apparaître cette année des box et des calendriers de l’avent bière collectifs de brasseurs indépendants régionaux, comme celui des brasseurs de Bourgogne, de Gironde, de Montpellier, du 06, du Nord, de l'Est Parisien ou bien de la Manche.


Pourquoi pas faire également du cobranding, et s’associer avec d’autres partenaires et artisans de votre région, pour créer des box régionales (on attend impatiemment une box apéro : bière, fromage, charcuterie, cornichon..), ou s’associer à des traiteurs/restaurateurs pour des menus gastronomiques à emporter, ou trouver des associations originales comme ce duo « bière + livre de poche » mis en place à Tours entre une librairie et un bar.


Fidélisez vos clients!
Proposez des cartes de fidélités, des brassins exlusifs, des packs spéciaux. Mais également ouvrez les portes de vos brasseries pour des évènements, dégustations, des cours de brassage ou des brassins collaboratifs! Sans aller jusqu'au brewpub, un espace bar est toujours bienvenu!
Nous vous souhaitons en tout cas beaucoup de détermination en ces moments difficiles pour l’activité économique. Nous espérons que cette époque permettra aux brasseries artisanales de mettre en place des actions durables et performantes bénéfiques en tout temps.
Vincent - BtoBeer
- Détails
- Catégorie : Conseils et techniques
Les Utilités - Dossier Consommation Energie - Partie 2
Afin d'optimiser sa consommation énergétique, des moyens sont à mettre en œuvre au niveau de la chaufferie, du réseau de chaleur, de la production de froid, de la climatisation et de l'électricité.
Dans la première partie nous avons vu les principaux postes de consommations d'énergie dans une brasserie.
LA CHAUFFERIE
A ce stade, on estime qu’une part importante de la production de chaleur se perd sous trois formes :
- Pertes par les fumées
- Pertes par les parois
- Pertes par les purges
Aujourd’hui, les moyens mis en œuvre pour pallier à ces inconvénients sont :
Au niveau des fumées :
Le taux de CO2 doit être maintenu maximal en limitant au maximum l’excès d’air pour se rapprocher de la combustion stœchiométrique) excès d’air de 10 à 15 % avec le gaz naturel). La température des fumées doit être limitée, avec un maximum de 200°C, et un minimum de 150°C pour le gaz. On estime ainsi que les pertes moyennes sur l’année peuvent être réduites de 9%. Un suivi régulier avec des mesures ponctuelles permet le réglage des excès d’air.
Il peut être également conseillé d’installer des récupérateurs sur les fumées. Ce type d’échangeur, aussi appeler économiseur, permet d’abaisser la température des fumées en préchauffant l’air comburant ou l’eau d’alimentation. Le gain sur le rendement de la chaudière est de 3 à 4%.
Au niveau des parois :
- Calorifugeage des installations
- Le maintien en état et l’éventuelle rénovation de l’isolation thermique sont rapidement amortis
- Maintien sous pression des chaudières durant les arrêts de production inférieurs à 24 heures
Au niveau des purges :
La fréquence d’analyse d’eau de chaudière doit permettre de limiter les purges (appareillage de mesure en continu de la salinité en chaudière, ou détermination par analyses (une fois par poste de 8 heures)
L’énergie des purges peut être récupérée dans certains cas :
- Récupérer les eaux dans un ballon d’éclatement avec production d’eau à presque 100°C avec de la vapeur de revaporisation
- L’eau à 100°C peut servir à préchauffer l’eau d’appoint
- La vapeur de revaporisation peut-être réinjectée dans la bâche alimentaire
LE RESEAU DE CHALEUR
a/ Fuites de vapeur
La plupart des fuites de vapeur observées sont liées à l’usure de robinets, conduites et vannes.
Pour une vanne DN 20 laissant circuler une vapeur à 150°C pour une température extérieure de 20°C, et en l’absence de tout calorifugeage, sa déperdition thermique sera d’environ 0.2 kWh/h.
Pour une durée en maintien de 1 000 heures, cela représentera donc 200 kWh.
Il existe aujourd’hui des matériels isolants aisément démontables, sous forme de boîtes ou de matelas sanglés pour les calorifuger. Il est même possible de profiter de CEE (Certificats d’économie d’énergie) pour les financer.
b/ Détente de vapeur
La chaudière produit en général de la vapeur à une pression supérieure à celle admissible dans les échangeurs : la vapeur est alors détendue par un poste de détente.
L’usure de la détente peut se traduire per des surpressions à l’utilisation, avec détérioration des vannes de régulation, des échangeurs et purgeurs. Les conséquences peuvent être :
- Des fuites de vapeur
- Des pertes de condensats
- Des mauvaises régulations de température avec des incidence sur la qualité des produits
- Une usure prématurée des matériels
- Des situations éventuellement dangereuses pour le personnel
Le bon fonctionnement des postes de détente est donc un point important du maintien en état du réseau de vapeur.
La composition d’un poste de détente type est le suivant :
- Une vanne de détente, ou détenteur régulateur de pression, commandée à partir d’une prise d’impulsion en aval de la vanne
Si la régulation de pression doit être fine (pasteurisation par exemple), il est nécessaire de prévoir une vanne avec régulation pneumatique ; mais en général une vanne autonome est suffisante. Comme la plupart des vannes modulantes, la régulation n’est pas précise dans la plage de 0-20 % : pour ne pas surdimensionner la vanne, une bonne connaissance des besoins en vapeur est nécessaire (établie en général sur la montée en température de 1°C par minute sur le volume total du brassin), ou sur le taux d’évaporation maximum désiré en chaudière de houblonnage)
- Deux manomètres, un en amont, un en aval.
Le bon état du manomètre en aval est primordial puisqu’il permet de connaître lebon état de la vanne de détente, et éventuellement de régler le ressort pour ajuster la pression en sortie.
- Une soupape de sécurité, dont l’utilisation est à déterminer en fonction des surpressions admissibles en aval
- Un filtre et séparateur d’eau qui protège la vanne
- Deux robinets d’isolement permettant d’intervenir sur le détenteur sans vidanger les circuits ni faire tomber la pression
- Un bypass permettant de continuer à fournir de la vapeur en cas d’intervention sur le détenteur ; son usage doit être contrôlé, son inconvénient est qu’on oublie régulièrement de le fermer.
- En complément, un poste de désurchauffe est très souvent indispensable (une vapeur produite à 10 bar et détendue à 3 bar sera surchauffée, il faut donc la désurchauffer pour permettre un bon échange thermique)
RETOUR DES CONDENSATS
La température de condensation de la vapeur dans les échangeurs dépend de la pression de la vapeur, généralement comprise entre 2 et 8 bars. Après condensation de la vapeur (ce qui apporte le maximum d’énergie), une partie de la chaleur sensible contenue dans les condensats peut encore être échangée, en fonction du type d’échangeur, de la température du fluide chauffé, du purgeur, etc.
La température de rejet du condensat est donc très variable et difficile à contrôler.
En supposant que cette température soit en moyenne de 120°C, l’énergie perdue dans les condensats est de : 140 – 93 = 47 kWh par t de vapeur produite.
Ces pertes sont décomposées en :
- Condensats non retournés
- Purges de chaudière supplémentaires
- Pertes du réseau de retour des condensats
- Pertes de revaporisation lors de la mise à l’atmosphère
Ces pertes représentent de 6 à 9 % des besoins thermiques.
Pour être sûr de la qualité des condensats retournées, on peut envisager une installation de tri des condensats ; celle-ci sera constituée d’un capteur de conductivité sur le retour, permettant le déclenchement d’une alarme en cas de pollution accidentelle, voire le tri automatique par asservissement à une vanne 3 voies assurant la décharge à l’égout des condensats pollués.
La bâche de retour est généralement la bâche alimentaire. Afin de ne pas perdre l’énergie de revaporisation, correspondant à la chaleur sensible comprise entre 120 et 100°C, nous pouvons réinjecter les condensats directement dans la bâche alimentaire, non pas par le haut, mais en barbotage dans l’eau. Les limites d’une telle action sont :
- Distance entre les points de purge et la chaufferie, pas toujours compatible avec un retour direct en chaufferie ; si un bac tampon est nécessaire, la revaporisation aura lieu dans ce bac, à moins de le prévoir sous pression, avec des contraintes spécifiques ;
- Pressions très diverses et variables dans les conduites de retour, obligeant, pour éviter les coups de bélier et les contrepressions à mettre en place plusieurs réseaux en parallèle ; cette contrainte est d’autant plus forte que les points de purge sont éloignés de la chaufferie
- Limite de la température admissible en bâche alimentaire en fonction des pompes de la chaudière ; il faut en outre prendre garde à ne pas dépasser 100°C.
La récupération des condensats dans un bac sous pression permet de limiter la revaporisation en fonction de la pression choisie.
MOYENS A METTRE EN ŒUVRE
Utiliser une mallette de mesure du CO2 dans les fumées et leur température pour suivre le rendement de la chaudière
Comptabiliser l’énergie : suivre les compteur gaz et électrique de façon journalière ou chaque semaine
Compter l’eau entrant en chaudière ; aux purges près cette indication donne la production de vapeur
Connaître la température de la bâche d’alimentation et compter les volumes d’eau adoucie, permettant de vérifier le retour des condensats
Analyser fréquemment les eaux de chaudière pour déterminer le taux de purge optimal
Utiliser des eaux osmosées pour la chaudière
PRODUCTION DISTRIBUTION DE FROID
Le choix du fluide frigorigène est une donnée importante, compte tenu des températures demandées et celle des contraintes environnementales et réglementaires.
Le choix de ce fluide dépend avant tout de la température minimale de traitement (le meilleur étant à mon avis l’ammoniac, mais il est malheureusement décrié pour des raisons de sécurité, même si la quantité sur le site est limitée)
La consommation d’énergie électrique est liée à la température d’évaporation du fluide. Plus la température du fluide refroidi est basse, plus la consommation électrique pour une même production frigorifique sera élevée.
Le coefficient de performance d’un groupe froid indique la production frigorifique par unité d’énergie consommée. Ce coefficient est inversement proportionnel à l’écart entre la température de condensation et la température d’évaporation. On a donc intérêt à rechercher la température d’évaporation la plus haute possible (3 à 4 °C en dessous de la température minimale du fluide refroidi), et à l’inverse, la température de condensation la plus basse possible (fonction des conditions climatiques).
Un système de régulation sur un groupe de production de froid permettant d’avoir une basse pression flottante ou une haute pression flottante est à privilégier.
Il est important de vérifier de façon régulière :
- Le dimensionnement de l’évaporateur
- La charge en fluide frigorigène
- L’encrassement de l’évaporateur
- La teneur en glycol dans le circuit (ou autre)
- Le débit d’eau glycolée dans l’évaporateur
- Le dimensionnement du condenseur
- Le positionnement des tours de refroidissement : il est possible d’avoir une condensation à eau ou une condensation à air. La performance est meilleure avec de l’eau, mais cela engendre des contraintes liées au risque légionelle, peut-être pas toujours maîtrisable dans les microbrasseries
- La propreté des surfaces d’échange
- Le coefficient de performance donné par le constructeur
En cas de surdimensionnement de l’installation, le fonctionnement des auxiliaires peut être interrompu.
a/Possibilités de régulation
Compresseur à vis
A partir d’un moteur à vitesse variable, un compresseur à vis peut réguler, soit par paliers (de 25 à 33% en général), soit en continu, dans la plage de 10 à 100%.
Ceci est un avantage pour les moteurs de forte puissance, qui ne peuvent pas être arrêtés et démarrer trop souvent.
Un autre intérêt est le maintien d’une température glycolée constante, ce qui peut constituer un avantage pour la précision des refroidissements
Compresseur à pistons
A l’inverse, un compresseur à piston ne se régule généralement pas. Il est possible d’obtenir un fonctionnement par paliers, en jouant sur le nombre de pistons en marche, mais il est préférable de conserver un fonctionnement en tout ou rien., et de limiter les démarrages et arrêts par un volume tampon d’eau glycolée suffisant.
b/ Stockage de froid
Nous avons vu qu’un minimum de stockage d’eau glycolée était nécessaire pour éviter les démarrages et arrêts trop fréquents.
Par ailleurs, le stockage de froid permet de réduire les appels de puissance ; il limite le surdimensionnement de l’installation, ainsi que la puissance souscrite électrique.
Enfin il « efface »la demande électrique lors de périodes à coût élevé.
Le stockage de froid génère peu d’économies ‘énergie (le stockage de froid entraîne souvent une surconsommation d’énergie, en raison des pertes de stockage, mais aussi parce que souvent le stockage se fait à température plus basse, et nécessite donc une température d’évaporation plus basse, ce qui affecte le COP. Parfois, le fait de fonctionner surtout la nuit permet de rattraper en partie la perte de COP : la nuit, la condensation est plus facile, et on peut obtenir un meilleur COP si on a une pression flottante.).
Par contre, ce stockage permet une économie financière par une puissance souscrite plus faible et par l’utilisation de plages tarifaires avantageuses. Il s’agit donc de mener une étude au cas par cas en fonction de la politique tarifaire.
c/ Récupération de chaleur à la condensation
La chaleur évacuée au condenseur d’une installation frigorifique constitue une source de chaleur importante.
Elle peut être utilisée pour produire de l’eau chaude. Si on se limite à l’énergie de condensation, nous pouvons produire malheureusement que de l’eau peu chaude (environ 35 à 40°C) mais avec des volumes importants.
La récupération de la désurchauffe des vapeurs d’ammoniac permet de chauffer à plus haute température (50°C) un volume d’eau plus faible.
Enfin une pompe à chaleur permet éventuellement d’élever le niveau thermique de l’eau, une température de 60°C peut raisonnablement être atteinte, voire plus.
d/ distribution d’eau glycolée
Lors de la distribution, l’eau glycolée se réchauffe
- Par les échangeurs refroidisseurs
- Par les pompages (d’où la recherche de la limitation du temps de marche des pompes)
- Par les déperditions du réseau (inspection fréquente de l’installation et mise en place d’isolants performants)
MOYENS A METTRE EN ŒUVRE
- Compteur horaire sur chaque compresseur
- Comptage électrique des annexes
- Relevés réguliers des manomètres à l’aspiration et au refoulement
- Enregistrement de la température d’eau glycolée
- Température d’eau de condensation avant et après condenseur
PRODUCTION D’AIR COMPRIME
Nous rappelons simplement quelques règles élémentaires :
- Vérifier la pression nécessaire (1 bar de plus que le besoin exprimé = 20% d’énergie consommée en plus)
- Réduire au maximum les fuites du réseau d’air (circuler la nuit ou le week-end pour les détecter au bruit)
- Prévoir une taille de compresseur adaptée aux besoins
- Eviter les marches à vide qui finissent par consommer au final beaucoup d’électricité :
- La consommation en marche à vide représente de 15 à 40% de la puissance en charge
- Le rendement moteur est réduit à faible charge
- Le facteur de puissance est mauvais à vide, ce qui peut entraîner des pénalisations.
L’emploi d’horloges arrêtant complètement le moteur permet de réaliser des économies : ceci nécessite une réserve d’air importante afin de limiter les arrêts et les démarrages trop fréquents. Ceci est d’autant plus vrai que le moteur est de forte puissance (système de gestion avec des temporisations).
Si possible, arrêter complètement les compresseurs durant la nuit et le week-end ; ceci peut passer par une réserve d’air comprimé permettant le fonctionnement de la centrale froid, qui est souvent le seul poste exigeant de l’air comprimé lors de ces périodes.
Les points d’attention sont les suivants
a/ refroidissement des compresseurs
La récupération de la chaleur lors du refroidissement des compresseurs d’air peut être envisagée (nécessite déjà une certaine taille)
b/ qualité de l’air
Choisir de bons filtres (pertes de charge importantes
c/ Autres possibilités
Celles-ci sont indiquées avec une estimation des économies envisageables sur ce seul poste, réduction exprimée en % de la consommation totale
- Optimiser les compresseurs à un compresseur monoétage (15 à 25 % de gains)
- Entretenir de façon soignée les clapets et pistons (voir la notice des constructeurs) (5%)
- Aspirer de l’air froid est plus efficace : chercher de l’air extérieur plutôt que l’air déjà souvent chaud de la salle des compresseurs
- Adapter le type de régulation au fonctionnement (4%)
- Réduire de 0,5 bar la fourchette de régulation par l’utilisation de capteurs sensibles 10 – 15 mbar (3%)
- Choisir un compresseur performant (la consommation normalisée varie de 0.08 à 0.12 kW/m3/mn (30%))
CLIMATISATION ET CHAUFFAGE DES LOCAUX
L’isolation des bâtiments doit être correcte.
Une fois les investissements réalisés, la réduction des consommations est surtout une affaire de sensibilisation et de discipline du personnel :
- Arrêts et démarrages en fonction de l’occupation des locaux (mise en place d’horloges, avec arrêts automatiques)
- Le redémarrage peut s’effectuer en manuel
Le gain de telles mesures est fortement lié au degré de discipline du personnel (10 à 20 % sur ce poste)
- Temps d’ouverture des portes à limiter (portes à tambour)
- Températures de consigne non exagérées
ECLAIRAGE
Lors de la conception, les besoins d’éclairage peuvent être fortement réduits par la présence de fenêtres permettant un bon éclairage naturel.
La mise en place d’horloges peut ici aussi entraîner des économies ; on pourra utilement moduler les puissances appelées en fonction de l’importance de l’éclairage naturel.
La recherche de sources lumineuses à faible consommation est à favoriser.
EAU
La plupart des sources de surconsommation d’eau découle de l’absence de régulation de débit ou de marche -arrêt (voir un simple pistolet si manuel) et de comptage.
D’autre part nous avons pu remarquer qu’une forte consommation d’eau implique généralement une plus forte consommation d’énergie, d’où l’étude de des consommations d’eau systématiquement en même temps que le bilan énergétique de l’entreprise.
Les régulations et les arrêts-démarrages sont souvent manuels ; un minimum d’automatisation ou de moyens pour éviter les dérives peuvent permettre des économies très importantes.
Avec ceci, un certain nombre de mesures à prendre :
MOYENS A METTRE EN ŒUVRE
- Mettre en place de pistolets pour le lavage des sols, des carters des machines et des cuves
- Définir les procédures de lavage et de stérilisation
- Régler les débits
- Mettre en place des automatismes commandant l’admission d’eau
- Mettre en place des compteurs
- Mettre en place des recyclages si possible
- Réutiliser l’eau vers des usages moins nobles après un premier usage
(Voir la gestion des eaux chaudes au brassage)
ELECTRICITE
La réduction des consommations électriques peut prendre trois formes :
- Réduire les besoins : en particulier,
- Réduire les besoins frigorifiques (voir le paragraphe correspondant),
- Réduire les besoins en air comprimé (essentiellement réduction des fuites)
- Réduire les puissances appelées : si l’on excepte l’éclairage, la plupart des consommations électriques proviennent de moteurs ; contrairement à un débit d’eau ou de vapeur, que l’on peut diminuer si on les juge trop élevés, la puissance électrique appelée par un moteur est difficilement réductible même si le moteur est surdimensionné.
Un moteur de pompe surdimensionné se traduira souvent par une surconsommation d’électricité, avec soit un débit trop important, soit une perte de charge créée artificiellement par une vanne pour obtenir un débit voulu.
- Réduire le temps de fonctionnement des moteurs : le moteur est analogue à celui des ouvertures et fermetures des robinets d’eau ; la commande de démarrage et d’arrêt est souvent manuelle, et dans ce cas, les moteurs sont appelés à fonctionner inutilement.
Ici encore, quelques automatismes permettent d’éviter des surconsommations.
Nous avons vu l’exemple des pompes de circulation d’eau des laveuses de bouteilles qui peuvent être arrêtées pendant les arrêts prolongés de la machine.
En effet, il est nécessaire que l’entreprise se pose la question du dimensionnement et de l’utilité de chaque moteur
- Utiliser des moteurs à haut rendement, pour ceux qui ont une durée d’utilisation conséquente.
- Utiliser des variateurs de vitesse, d’autant plus que la baisse de leur coût autorise aujourd’hui un usage très large de ceux-ci.
COMPTABILITE DE L’ENERGIE
a/Objectifs
Les objectifs liés à la mise en place d’une comptabilité de l’énergie sont multiples :
- Etablir des ratios et des consommations spécifiques
- Rendement de machines ; par exemple le rendement de la chaudière, le coefficient de performance du groupe froid
- Coûts spécifiques : par exemple coût de la tonne de vapeur, du m3 d’eau traitée, de la frigorie produite
- Consommations spécifiques d’une opération élémentaire : par exemple consommation de vapeur pour la cuisson du moût, consommation de froid lors du refroidissement du moût…
- Détecter les dérives de fonctionnement des appareils permettant une intervention immédiate pour remédier aux défaillances
Par ailleurs une dérive par rapport aux consignes données peut avoir d’autres conséquences qu’une simple surconsommation énergétique, ainsi par exemple :
- Une mauvaise régulation de la température en laveuse de bouteille peut entraîner des surconsommations de soude ou des casses de bouteilles plus importantes
- Une surconsommation de vapeur au brassage peut traduire une mauvaise régulation de température ou une évaporation trop poussée, avec des incidences sur la qualité du produit
- Un mauvais coefficient de performance des groupes froid peut indiquer un encrassement d’échangeur, précédent souvent une corrosion, ou un problème sur le compresseur ; la détection rapide de tels incidents permet d’allonger la durée de vie des équipements
En fait les consommations d’énergie et certaines valeurs qui leur sont liées (température, pression, débits) sont des paramètres de fonctionnement constituant des indicateurs de bon fonctionnement, leur suivi doit être ainsi intégré dans une « comptabilité analytique », dont l’enjeu va bien au-delà des simples économies d’énergie
Sensibiliser le personnel : ceci est clairement démontré par l’expérience, il suffit de compter pour que les consommations diminuent (souvent vers les 10%) ; la comptabilité démontre et rappelle à tout moment que des économies peuvent être réalisées avec simplement un peu de discipline, et les comportements se modifient en conséquence.
On peut motiver le personnel par la définition d’objectifs, ou tout au moins le rappel périodique de consommations de « référence ».
Il faut cependant prendre garde à ne pas inverser les priorités ; il ne faut pas par exemple que la diminution d’eau lors des lavages se fasse au détriment de la qualité du nettoyage.
b/ Mise en place
La mise en place d’une comptabilité doit être étudiée au cas par cas en fonction des critères suivants :
- Les priorités et d’une façon générale, la « culture » de l’entreprise. Il faut en particulier procéder par étapes et ne pas imposer d’un seul coup une comptabilité détaillée ; d’une part l’investissement serait considéré comme trop élevé, et d’autre part la prise de conscience des enjeux ne peut se faire que petit à petit, à partir des points les plus sensibles
- L’existence de capteurs déjà existants et leur fiabilité. De nombreux capteurs en place sont en effet défaillants ; selon le cas l’information est utilisable ou non ; démarrer par eux limite les investissements
- Les coûts de l’énergie et le ratio coût de l’énergie/prix de revient
- Les compétences du personnel et leur disponibilité
- Par ailleurs, le suivi des informations et la détermination des actions à réaliser doivent être confiés à une personne possédant la responsabilité et les moyens nécessaires ; sans quoi la comptabilité risque de se traduire par une accumulation passive de données, sans réel impact.
MOYENS A METTRE EN ŒUVRE
- Compteurs horaires de fonctionnement des postes les plus importants
- Compteurs électriques
- Les compteurs de vapeur sont actuellement d’un coût prohibitif pour les microbrasseries, mais le bilan peut être réalisé avec un comptage de l’eau d’alimentation de la chaudière
- Compteurs d’eau par atelier
- Voir en complément le guide « Plan de comptage dans les industries agro-alimentaires » , édité par le CETIAT, auquel a participé l‘auteur de cet article : https://www.cetiat.fr/fr/deploiement-de-plans-de-comptage-energetique-dans-les-industries-agroalimentaires
- Etablir un bilan de la consommation d’énergie de la salle à brasser et le comparer au théorique des besoins
- Mesurer ponctuellement la consommation d’eau des lavages, des laveuses et pasteurisateurs, du refroidissement des machines, etc.
- Mesures ponctuelles de diverses consommations électriques par watt-métrie (air comprimé, gros moteurs, …)
- Faire un bilan de la consommation de CO2
FINANCEMENT DES OPERATIONS D’ECONOMIE D’ENERGIE
Certificats d'économies d'énergie (CEE)
Les certificats d’économies d’énergie ont pour but d’inciter les fournisseurs d’énergie à promouvoir les économies auprès de leurs clients. Ces fournisseurs ont l’obligation de réaliser des économies d’énergie et plusieurs moyens sont à leur disposition : faire des économies sur leurs propres installations, inciter leurs clients par de la sensibilisation ou des aides financières ou encore en achetant des certificats d’énergies revendus sur le marché.
Le microbrasseur qui réalisera des économies d’énergie se verra délivrer un certain nombre de certificats en fonction des kWh économisés et pourra les revendre à ces fournisseurs.
Les CEE sont comptabilisés en kWh CUMAC d’énergie finale économisée. L’abréviation CUMAC provient de la contraction de « cumulé » et « actualisés » car le kWh est ramené à la durée de vie du produit et actualisé au marché. L'actualisation consiste à accorder moins d'importance au kWh économisé dans le futur (et ce d'autant plus que le taux d'actualisation est élevé). Cela permet de comparer des mesures qui font économiser beaucoup tout de suite et des mesures qui font économiser peu mais sur une longue durée.
Dans la pratique cela revient à imaginer ce qui aurait été consommé si les actions n’avaient pas été entreprises.
Concrètement il faut multiplier par 8 les économies annuelles pour obtenir l'économie CUMAC sur 10 ans.
Ces informations sont disponibles également sur le site ATEE/rubrique industrie, avec les explications des modes de calcul des kWhcumac (différents pour chaque fiche) : https://atee.fr/efficacite-energetique/club-c2e/fiches-doperations-standardisees/industrie
Le prix du KWhcumac dont dépend le montant de la subvention varie suivant le nombre d'opération effectuées (suit l'offre et la demande entre les obligés qui cotisent et les industriels qui mènent des opérations de sobriété énergétique subventionnées) : https://www.emmy.fr/public/donnees-mensuelles?selectedYearCee=2020&precarite=false&selectedYearCotation=2020#graphic-cotation
Actuellement nous sommes aux alentours de 8€/ MWhcumac, ce qui est très élevé, donc des subventions potentielles importantes pour les microbrasseurs
En ce qui concerne le secteur particulier de la brasserie, je citerai les fiches suivantes comme les plus pertinentes :
Fiche IND-UT-117 - Récupération de chaleur sur groupe froid
Fiches IND-UT-115 et 116 - Régulation HP et BP flottante groupe froid
Fiche IND-UT-104 - Economiseur sur chaudière vapeur
Fiche IND-UT-105 - Brûleur micro modulant sur chaudière industrielle
Fiche IND-UT-125 - Traitement d’eau performant sur chaudière vapeur
Fiche IND-UT-135 - Free-cooling en remplacement de groupe froid
Fiche IND-UT-121 et 131 - Isolation des réseaux vapeur (points singuliers et isolations parois cylindriques)
Fiche IND-UT-114 - Variateur de vitesse sur moteurs asynchrones
L’ensemble des fiches peut se trouver à l’adresse suivante : https://atee.fr/efficacite-energetique/club-c2e/fiches-doperations-standardisees/industrie
Le fonds chaleur
Il est également pertinent de citer le fond chaleur pour les opérations de récupération d'énergie thermique. Attention, ce fond permet une subvention entre 30% et 50% du prix des équipements avec main d'œuvre suivant la taille de l'entreprise. Chaque dossier est étudié par l'ADEME et soumis à un certain nombre de critères (par exemple, la récupération de chaleur d'un procédé sur elle-même ne peut pas être éligible, l'ADEME considère que c'est du bon sens).
Mise à Jour :
Décret n° 2020-1361 du 7 novembre 2020 instaurant une aide en faveur des investissements de décarbonation des outils de production industrielle :legifrance.gouv.fr/loda/id/LEGIARTI000042507596/
Franck Jolibert - Ingénieur Brassicole
N'hésitez pas à contacter l'auteur pour tout conseil relatif -





2015-2026 - BtoBeer