
- Détails
- Catégorie : Conseils et techniques
La fermentation opère la transformation du sucre en provenance des céréales, la distillation permet quant à elle, l’extraction de cet alcool à un état pur et concentré.
La bière ou vin renferment, en même temps que les produits de la fermentation, des levures et les matières non transformées par celles-ci. Les produits de la fermentation se composent en majeure partie d’un liquide hydroalcoolique avec une richesse en alcool éthylique variant selon l’état de dilution initiale du moût. Certains produits sont en suspension dans le liquide, d’autres sont en solution.
Les matières volatiles sont les acides organiques, des homologues de l’alcool, les esters, les aldéhydes, les terpènes… On trouve également en dissolution des produits gazeux (CO2 principalement), mais également un peu d’ammoniac et d’hydrogène sulfuré, …
Par distillation simple, nous séparons d’abord les éléments du vin ou de la bière en deux groupes principaux : les matières volatiles et les matières non volatiles. Les premières se composent de l’eau, des différents alcools, esters, aldéhydes et acides volatils. Les secondes constituent les résidus de la distillation et sont appelés vinasses (liquides).
Le but de la distillation n’est pas seulement d’isoler autant que possible le produit principal de la fermentation (l’alcool éthylique) de l’eau, mais surtout de séparer les éléments volatils les uns des autres, éliminant les impuretés dites « mauvais-goûts » et conservant celles qui donnent à l’alcool son odeur et saveur agréables (l’alcool éthylique étant un exhausteur d’arômes).
La façon dont s’effectuera la séparation des volatils influe par conséquent de façon considérable la qualité de l’eau de vie obtenue
Séparation - Conditions Opératoires - Lois - Epuration - Pression de Vapeur - Energie - Colonne de Distillation
Principe de base de la distillation
Quand on évapore un mélange de deux composants, la phase vapeur est toujours plus riche du composé le plus volatil par rapport à la phase liquide
Ainsi, en effectuant une succession d’évaporations puis de condensations de cette vapeur, nous constatons une augmentation de la concentration du composé le plus volatil dans le mélange final condensé, exemple du couple alcool éthylique (C2H5OH) et eau (H2O) :

Autrement dit, à partir du mélange alcool + eau de départ (nous considérons que le mélange n’est que binaire, alors que le vin mis à distiller comporte bien d’autres constituants (plusieurs centaines), comme nous l’avons vu, nous pourrons obtenir un mélange avec la composition désirée (70 %, 86%, 92 % vol d’alcool…) ; ceci à condition de réaliser le nombre suffisant d’évaporations et de condensations nécessaires.
Séparation
La distillation consiste donc à séparer les constituants d’un mélange liquide, en soumettant ce dernier à une vaporisation partielle et en recueillant séparément les vapeurs et le résidu. Les éléments les plus volatils s’accumulent dans le liquide qui provient de la condensation des vapeurs (distillat). Les moins volatils s’accumulent quant à eux dans le liquide résiduaire (vinasse).
La température d’ébullition du mélange est toujours inférieure à celle des divers constituants pris isolément. La température d’ébullition n’est atteinte que lorsque la somme des tensions de vapeur des divers éléments est égale à la pression atmosphérique.
Les tensions de vapeur des mélanges binaires de deux liquides miscibles, eau et alcool par exemple, sont supérieures à la somme des tensions de vapeur de chaque liquide pris isolément. Ce rapport est sensiblement constant pour chaque titre alcoolique, quelle que soit la température.
La composition des vapeurs dégagées dépend uniquement de la volatilité relative de chaque constituant, quelles que soient les proportions de ceux-ci dans le mélange.
L’alcool et l’eau sont deux liquides miscibles entre eux, par contre leurs vapeurs se comportent de façon différente. En fonction de la température et de la pression, la vapeur issue du mélange de ces deux liquides aura une richesse différente en fonction des conditions de départ. Condensant ensuite cette vapeur, le liquide que nous obtenons a une constitution différente de celle de départ.
Soit par exemple un mélange liquide de 2 corps A et B, la pression totale au dessus de la solution est donnée par :
PT = PA + PB
XA est la fraction molaire du corps A, XB est la fraction molaire du corps B.
Y est la fraction de ce corps dans la phase vapeur, la volatilité est :
KA = YA/XA
Et
KB = YB/XB
Le coefficient de volatilité relative entre ces deux corps est : KA/KB
Conditions opératoires
Avec une pression constante et égale à la pression atmosphérique, nous ne pouvons agir que sur la température, seule celle-ci pourra varier. Par contre, il est toujours possible d’envisager une autre pression, généralement sous-vide afin de réduire le niveau de température.
Par contre, lors de l’ébullition du liquide, cette température dépend de la constitution du mélange des deux corps. Plus celui-ci s’appauvrira en alcool, et plus la température d’ébullition du mélange augmentera.
Cela provient du fait que la température d’ébullition (passage de l’état liquide à l’état gazeux) de l’eau et de l’alcool sont différents réciproquement, et que la température du mélange évoluera au fur et à mesure qu’il s’appauvrira en alcool.
Elle passera ainsi de 80 (environ) à 100°C.
Cette température nous indiquera comment se comporte la distillation :
- Mélange à 10 %vol bout à 93°C
- Mélange à 30 %vol bout à 86°C
- Mélange à 97,2 %vol bout à 78,1°C
Lois
Pour chaque équilibre lors de la distillation :
% alcool dans les vapeurs = Coefficient (T, P) x % alcool dans le liquide
La distillation est la somme d’une multitude d’équilibres qui vont se succéder tout au long de la distillation. Cela correspond à une distillation discontinue.
Pour une distillation en continue, chaque plateau ou étape correspondra alors à un équilibre bien particulier. Cet équilibre s’établie à :
- Température donnée
- Pression donnée
- Concentration donnée en alcool dans le liquide
- Concentration donnée dans les vapeurs
Cela vaut pour l’alcool éthylique, mais également pour tous les autres corps chimiques présents dans la bière ; généralement la famille des alcools (dont les alcools supérieurs représentant les huiles de fusel), des esters, des acides gras volatils…
Il est important de connaître la volatilité relative des non-alcools par rapport à l’éthanol. Or cette volatilité varie avec le TAV (richesse en alcool)
Le coefficient de volatilité relative est défini comme le rapport de la concentration du non alcool par rapport à l’éthanol dans la phase vapeur ; par rapport à celle dans le liquide à l’équilibre. Au cours de la distillation, en fonction de leur volatilité, ceux-ci seront classés dans le distillat ou eau de vie.

Source : Distillation techniques in the Fruit Spirits Production, Nermina Spaho
Epuration
Pour tous ces corps, le même raisonnement sera appliqué, sauf que l’ensemble des conditions opératoires (température et pression, concentrations dans la phase liquide et vapeur) seront différentes. Cela permettra en particulier de les sélectionner et de les séparer (alcools supérieurs, esters, aldéhydes …).
En distillation discontinue, nous les trouverons dans les têtes et les queues (premiers et derniers coulages). En distillation continue, ils seront extraits à certains plateaux de la colonne de distillation.
En distillation continue, le système est en équilibre massique et thermique permanent. Le mélange à traiter est introduit sur le plateau d’alimentation de la colonne vers le niveau central de la colonne (dépendant des objectifs du distillateur), avec au-dessus la zone de concentration, et en dessous la zone d’épuisement.
Les composés les plus volatils se vaporisent à partir du liquide contenu dans la colonne et atteignent alors le plateau supérieur. En montant, les vapeurs s’enrichissent en composés les plus volatils. La phase vapeur ainsi enrichie est collectée en haut de la colonne, puis condensée pour fournir le distillat léger.
La phase liquide quant à elle tombe en cascade vers le bas, s’enrichit en produits lourds et perd ses éléments légers. Plus le nombre de plateaux ou la hauteur de la colonne est important, meilleure sera la séparation avec un % vol plus élevé obtenu en tête de colonne. Le but étant de trouver un compromis entre le rendement et le coût de l’opération.
Un apport calorifique, assuré généralement avec un bouilleur situé en bas de colonne, permet d’établir un gradient de température dans la colonne. Dès que la température du liquide mis à chauffer est supérieure à la température d’équilibre, le liquide se transforme en gaz. L’alcool passe alors de la phase liquide à la phase gaz de façon permanente ; entraînant une certaine portion d’eau. Le ou les fluides à distiller sont entraînés vers le haut de la colonne, où une partie du flux est condensée.
Lorsque la température chute au niveau du refroidissement (condenseur), il y aura condensation : l’alcool et ses volatils se condensent pour passer de la phase gaz à la phase liquide ( comme de l’eau apparaît sur une vitre l’hiver). A l’équilibre, le système se fige, il y a autant d’alcool qui s’évapore que d’alcool qui se condense. Un certain pourcentage de liquide condensé doit retourner dans la colonne (appelé reflux).
Ce reflux participe aux équilibres thermodynamiques qui règnent au sein de la colonne. Plus le reflux est important, plus l’alcool est fin mais avec réduction du débit de coulage et donc augmentation de la consommation d’énergie. Ceci dépendra finalement du choix du distillateur. La structure permettant les échanges entre les flux montant et descendant est constituée de plateaux ou d’un garnissage continu formé par un matériau poreux.

De gauche à droite : Plateau à calottes, plateau à clapet, exemple de garnisage
D’éventuelles coupes sont éventuellement prélevées le long de la colonne. La composition de chacune de ces coupes résulte des paramètres de l’équilibre au niveau où la phase liquide est prélevée, en particulier de la richesse en alcool de ce milieu et de la solubilité des corps concernés dans cette fraction d’alcool.
La teneur en substances volatiles (g/hl AP) varie en fonction de l’eau de vie :
Vodka : 30 g/hl AP
Whisky-cognac : 150 – 1 000 g/hl AP
Rhum agricole : 225 g/hl AP
Eau de vie de fruit : 200 g/hl AP
Pression de vapeur
La pression de vapeur au-dessus du liquide que nous faisons bouillir est égale à la pression de vapeur de l’alcool + la pression de vapeur de l’eau. Plus le liquide en ébullition sera riche en alcool, et plus la pression de vapeur d’alcool au-dessus sera riche en alcool.
Comme la pression est constante (= à la pression atmosphérique ou = 0,6 bar (si vide partiel)), elle sera toujours égale à la même valeur. Par conséquent, comme le liquide s’appauvrit en alcool au fur et à mesure de la distillation, la pression de vapeur de l’alcool va chuter au fur et à mesure de la distillation, et celle de la vapeur d’eau va augmenter (P x V = Constante).
Comme la température est constante, la pression totale est égale à la somme des pressions qu’aurait chaque gaz si chacun occupait seul le volume total (d’où l’importance des volumes inter plateaux, en complément de celle d’éviter les sur-moussages).
Il n’est pas tenu compte de l’action des autres gaz dans la phase gazeuse au-dessus du liquide, car ceux-ci vont être expulsés à l’extérieur par l’augmentation de pression qu’ils vont subir du fait de l’élévation de la température. Ils s’échapperont au niveau de la trompette (mise à l’air après condenseur). Les autres gaz dissous dans le liquide en cours d’ébullition suivront le même chemin.
Chaque corps (alcool éthylique, eau, aldéhydes, esters…) s’évapore en fonction de son propre coefficient d’évaporation (Température, Pression), celle-ci dépendant de sa masse volumique et de sa pression partielle. Les gaz (vapeurs de liquide : vapeur d’alcool et vapeur d’eau) ne se séparent pas en fonction de leur ordre de densité. En effet, ils se mélangent intimement et cela en fonction de leur expansibilité réciproque.
La qualité de la distillation dépendra au final :
- De la température de travail
- De la durée de la distillation
- Des caractéristiques du milieu (minéraux, sucres, protéines, éléments solides, etc.)
- Du mélange intime vapeurs et liquides
- Des composants de l’alambic (cuivre …)
…
Energie
Lors de la distillation, le distillateur se mettra en permanence en déséquilibre de façon à rendre gazeux l’alcool. Ceci va nécessiter de l’énergie avec une température de consigne à respecter.
La consommation d’énergie dépend des conditions de ce travail :
- température de travail en fonction de la pression (atmosphérique ou sous vide)
- volume à distiller.
Pour une température constante (qui dépend des conditions de travail), le besoin énergétique va donc dépendre uniquement que du volume d’alcool à distiller (déperditions thermiques en sus).
La température de travail dépendra des objectifs de qualité finaux que nous nous donneront (% vol alcool), et de la qualité de la matière première bière.
Ainsi, le dimensionnement d’une colonne à distiller se calcule en fonction de trois bilans :
Un bilan massique (ce qui rentre = ce qui sort)
A = V + F
A : débit d’alimentation, V : débit de vinasses, F : débit de flegmes
Un bilan alcool
A x XA = V x XV + F x XF
Un bilan énergétique (besoins d’évaporation des différents mélanges)
A x HA1 + QB = V x HV2 + F x HF2 + QC
HA1 : enthalpie de la bière, HV2 : enthalpie de la vinasse après le réchauffeur, HF2 : enthalpie du distillat après le condenseur, QB : énergie apportée au bouilleur, QC : énergie prise au condenseur
La distillation est plus rapide au début, plus lente à la fin, il faut ajouter davantage d’énergie pour extraire les derniers volumes d’alcool.
Il faut également obtenir les bulles de gaz les plus petites possibles au niveau de la colonne à distiller, signe d’une bonne évaporation locale et obtenir un mélange le plus intime entre phase gaz et phase liquide.
Si le débit de vapeur devient trop important, les bulles grossissent trop et engorgent le système (il y a également possibilité de sur-moussage). L’évaporation dépasse alors la capacité évaporatoire de la surface du liquide.
La colonne de distillation
Un alambic à colonne (ou tout simplement colonne de distillation) permet la distillation des bières en continu.
Celle-ci est souvent équipée de deux colonnes positionnées l’une au-dessus de l’autre ou juxtaposées : la colonne de concentration et la colonne d’épuisement. Un jeu de plateaux et de chicanes fractionne la bière et la fait descendre doucement jusqu’au bas de la colonne où elle sera chauffée au niveau du bouilleur à sa température d’ébullition.
Cette émission de vapeur d’eau va entraîner les vapeurs d’alcool, qui remontant ensuite à travers les plateaux, sont conduites au bas de la colonne de concentration. Dans celle-ci, la température, élevée en bas, diminue progressivement au fur et à mesure que la vapeur plus riche en alcool s’élève.
Les plateaux piègent les molécules les plus lourdes. Les vapeurs les plus volatiles s’échappent en haut de colonne. Les vapeurs d’alcool sont recueillies à un niveau plus ou moins élevé, selon que l’on désire un taux d’alcool important ou non, et sont recondensées dans un serpentin. Plus le nombre de plateaux sera élevé, et plus le degré d’alcool en sortie sera élevé. Pour un alcool à 85 %, on comptera ainsi une trentaine de plateau, alors que pour un alcool à 92 % ou 96 %, on comptera 45 à 60 plateaux.
Quand le temps de séjour à haute température est court, comme dans une colonne à distiller, l’alcool ou distillat produit est léger, il est peu chargé en molécules aromatiques.


Partie 2 : Théorie de la distillation des alcools : L'alambic
Franck Jolibert
Ingénieur Brasseur - Consultant

- Détails
- Catégorie : Conseils et techniques
Pour donner du pétillant à vos boissons gazeuses, deux méthodes sont applicables :
- La carbonatation naturelle qui se fait lors de la fermentation des sucres en alcool
- La carbonatation forcée par ajout de CO2
Si vous souhaitez plonger dans le monde de la carbonatation, consultez notre article dédié à ce sujet.
En fonction de vos produits, vos volumes et la cadence souhaitée, un panel de solutions d’enfutage s’offre à vous. Mais comment bien les choisir ?
Soutireuses ou enfuteuses manuelles des boissons gazeuses
Les solutions d’enfutage traditionnelles sont bien adaptées aux boissons présentant une carbonatation naturelle spontanée, telles la bière ou le cidre. Pour les boissons du type limonade, soda, kombucha ou bien hard seltzer, le jus de base est plat et possède peu d’aptitude naturelle à la fermentation, il est ainsi indispensable de recourir à une carbonatation forcée.
Pour les bières, au moment de la mise en fût, le sucre nécessaire à la refermentation est ajouté en fonction du taux de CO2 final que l’on souhaite obtenir. Les fûts sont ensuite stockés plusieurs jours pour laisser la carbonatation se faire naturellement.
Le niveau de carbonatation finale est donc délicat à maîtriser et dépend notamment du type de bière ou de cidre, du temps de refermentation et de la précision du dosage de sucre.
La qualité du produit final sera appréciée au moment de la dégustation dans les restaurants et bars mais cela présente un risque commercial si le produit est trop ou pas assez carbonaté. Les fûts sont alors retournés à la brasserie, la production complète est éventuellement perdue et laisse un mauvais souvenir aux consommateurs.
La mise en fûts de sodas quant à lui peut être réalisée après carbonatation en cuve pressurisée, néanmoins cette méthode présente plusieurs inconvénients. Le premier étant la durée nécessaire à la dissolution du CO2 qui est variable en fonction du produit, de la température, du type de cuve utilisée… Le deuxième inconvénient est le manque d’homogénéité qui subsiste au sein d’un même lot selon la taille et la hauteur de la cuve. Et finalement, on peut dire que cette méthode reste adaptée aux petites productions mais reste délicate à maîtriser à plus large échelle.
La carbonatation en cuve pressurisée s’avère également assez gourmande en temps et coûteuse en énergie pour des volumes plus importants.
Enfutages automatiques ou semi-automatiques des boissons gazeuses
Les équipements sont adaptés pour des volumes de production de boissons plus importants et des cadences plus soutenues. Si l’on veut garantir une qualité optimale et une carbonatation régulière, l’injection de CO2 en ligne entre la cuve de produit fini et l’enfuteuse est la solution la plus adaptée.
Aperçu du process avec carbonatation en ligne :

Dans un certain nombre de cas, le produit carbonaté est envoyé vers la soutireuse isobare qui comporte une cloche (cuve sous pression) qui sert de cuve de régulation. Quand la cloche de la soutireuse offre un volume suffisant, le carbonateur y est connecté directement.
C’est généralement le cas pour les embouteilleuses isobares rotatives ou les encanneuses de grosse capacité qui fonctionnent en continu.
Mais dans certains cas, notamment les encanneuses ou enfuteuses isobares linéaires, soit il n’y a pas de cloche soit son volume est insuffisant pour assurer un fonctionnement en continu du carbonateur.
L’inconvénient majeur de tels systèmes réside dans l’absence de synchronisation des cycles :
- Le remplissage du fût est rapide et se déroule à haut débit. Par exemple, le remplissage d’un fût de 30 litres en 25s équivaut à environ 4300 l/h !
- D’un autre côté, le temps de cycle de l’enfuteuse (lavage, rinçage, mouvement des fûts, etc…) correspond plutôt à une cadence réelle moyenne de l’ordre de 700 à 900 l/h.
Par conséquent, l’objectif du carbonateur –saturateur CO2- est d’atteindre un point de fonctionnement aussi stable que possible afin de garantir la qualité de la carbonatation du liquide. De plus, les redémarrages trop fréquents entraînent une usure prématurée des équipements ainsi qu’une surconsommation d’énergie.
Pour pallier ces problématiques, Actemium a développé un système monobloc qui intègre une micro-boucle de carbonatation et une cuve de régulation.
Le système breveté de carbonatation Actemium est un concentré d’innovation pour les petites productions. C’est un système compact complètement automatisé qui s’intègre facilement dans les installations et garantit une parfaite dissolution du CO2, une qualité de produit optimisée et des gains de temps de production.

Le système actemium composé d'un carbonateur en ligne (micro-boucle) avec cuve de régulation, avec mesure en ligne du CO2 dissous Haffman (AuCoMet-i)

Débitmètre arrière mesurant les fluides et débitmètre massique de CO2
Grâce au couplage avec la cuve de régulation, la carbonatation est continue et le volume de produit fini présent dans la cuve de régulation est toujours suffisant pour répondre aux appels de l’enfûteuse - remplisseuse. Ce dispositif élimine totalement la désynchronisation entre les deux machines et autorise un fonctionnement totalement transparent pour l’opérateur.
Nous profitons du temps ou la soutireuse n’appelle pas de produit pour reconstituer le niveau dans la cuve de régulation et ainsi garantir un fonctionnement du carbonateur en continu, gage de carbonatation maîtrisée.
La courbe ci-dessous illustre ce fonctionnement :
L’installation est optimisée pour stabiliser au maximum les cycles de fonctionnement du carbonateur tout en assurant la disponibilité du produit à chaque « demande » de l’enfûteuse.
Le volume présent dans la cuve de régulation est ajusté de façon à toujours rester entre un minimum et un maximum prédéfinis.

Figure : courbe des cycles
Le choix d’un système d’enfutage dépendra avant tout de la structure de votre installation et de la gamme de votre production. Quel que soit le système mis en œuvre, il faut retenir qu’une carbonatation maîtrisée en amont du soutirage est un gage de qualité pour le consommateur final.
Découvrir la micro-boucle de carbonatation Actemium

- Détails
- Catégorie : Conseils et techniques
Bien que la bière soit composée essentiellement de quatre ingrédients (eau, malt, houblon et levure), cette potion magique permet d’obtenir une gamme diverse de saveurs avec plus ou moins de complexités. Les caractéristiques gustatives de la bière et la perception que nous en avons vont varier considérablement un individu à un autre : en fonction de sa capacité à détecter, sa connaissance de cette boisson, son expérience et bien d’autres paramètres propres à chaque consommateur. Cependant, il existe une palette d’arômes qui sont considérés comme « faux-goûts » et lorsque qu’ils atteignent un certain seuil (ou dans certains cas quel que soit le niveau) seront perceptibles dans la bière à la grande déception du consommateur et bien entendu du brasseur.
Comment identifier les faux-goûts dans la bière ?
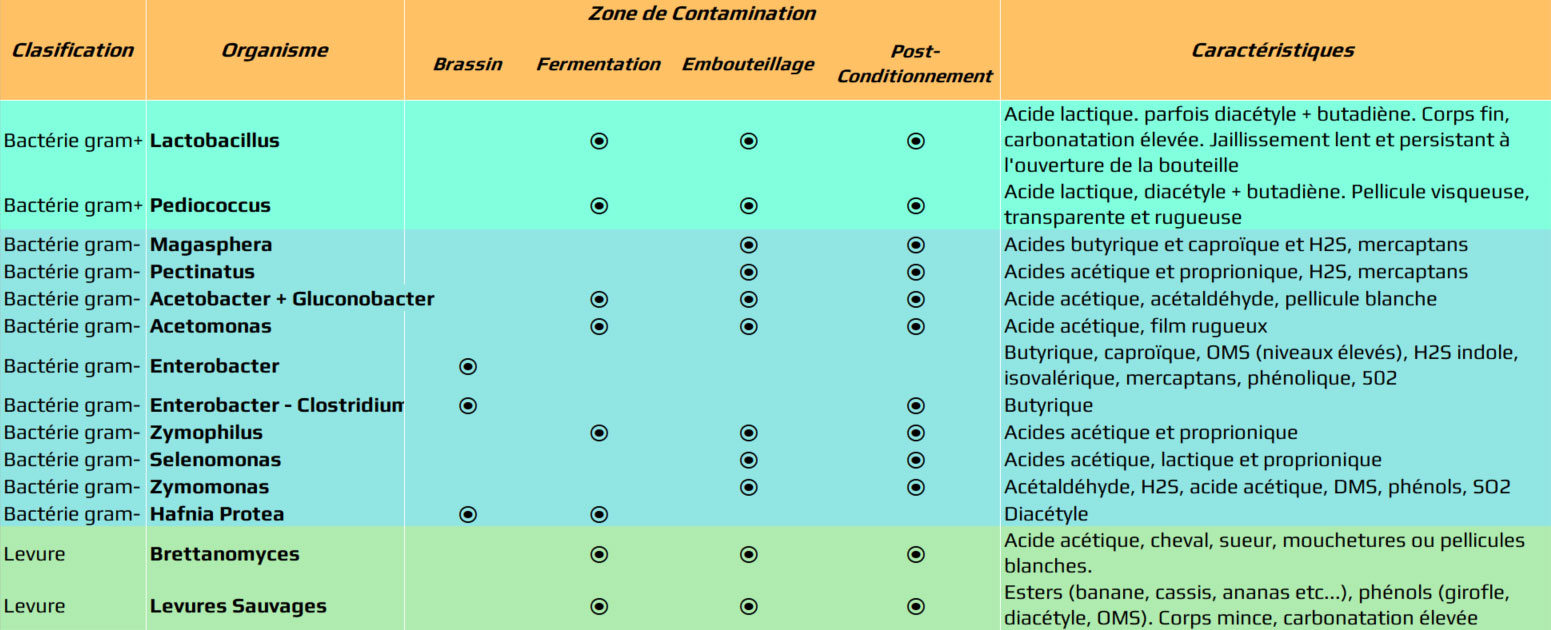
Les faux-goûts peuvent avoir des origines diverses : défaut lié à une des matières premières, défaut lié au matériel, problème au brassage ou en fermentation et bien sûr contamination microbiologique. Ces défauts entraîneront un breuvage considéré dans la plupart des cas comme impropre. Il y a cependant des exceptions, qui sont d’ailleurs assez tendances aujourd’hui, comme, par exemple la contamination volontaire, artificielle ou naturelle de levures sauvages permettant l’obtention de très bonne bières maîtrisées. Cette typologie de bière nécessite un très bon contrôle de son processus de fabrication, difficilement répétable ainsi qu’une grande attention pour éviter les risques de contaminations croisées par exemple. S’il y a présence de faux-goûts, ils sont généralement causés par un mauvais nettoyage, ou des étapes de brassage mal maîtrisées. On parle aussi de métabolites, c’est-à-dire de substances produites par la dégradation de molécules. Ces dégradations sont très souvent dues à des microorganismes.
Voyons maintenant quelques exemples de faux-goûts pouvant altérer le produit :
Acétaldéhyde
Acide butyrique
Acide caprylique
Acide lactique
Banane (acétate d’isoamyle)
Carton mouillé (oxydation)
Diacétyle (2,3-butanedione)
Diméthylsulfure (DMS)
Fromage/Chaussette (acide isovalérique)
Goût de grain
Goût de lumière (3-methyl-2-butene-1-thiol)
Métallique (sulfate ferreux, fer)
Mercaptan (éthanethiol)
Moisi (2,4,6-tricholoroanisole) (TCA)
Phénolique
Pipi de chat / feuille de cassis (p-menthane-8-thiol-3-one)
Sulfure d'hydrogène (H2S, soufre)
Diacétyle
Perçu comme : beurre, laiteux, huileux…
Seuil de perception : 0.04 mg/L
Causé par : Les levures pendant la fermentation mais sont généralement réabsorbées par les cellules de levure elles-mêmes. La non-réabsorption peut être causée par une mauvaise santé cellulaire après la fermentation (garde chaude/diacetyl rest) ou une température trop basse. Le diacétyle peut également être produit par une contamination bactérienne (Pediococcus spp.)
Mercaptan (éthanethiol)
Perçu comme : légumes soufrés ou pourris ou séchés.
Seuil de perception : 1 µg/L
Importance : Il est toujours considéré comme un goût indésirable s’il y a un dépassement du seuil de dégustation et ne disparaîtra probablement pas avec le temps.
Causé par : La cause la plus probable, à des niveaux détectables, est l’infection par des bactéries anaérobies (Pectinatus/Megaspharea). Le mercaptan est également produit lors de la fermentation de certaines souches de levures et peut résulter de l'autolyse des levures.
Sulfure d’hydrogène (H2S, soufre)
Perçu comme : œufs pourris, odeurs soufrées ou d'égout.
Seuil de perception : 4µg/L
Importance : En petite quantité cela peut donner une perception de fraîcheur à la bière, mais cela devient rapidement un goût désagréable.
Causé par : Les levures, dans le cadre de leur métabolisme, produisent de petites quantités de sulfure d'hydrogène pendant la fermentation, ce qui peut toutefois augmenter lorsque la levure est dans des conditions de stress. À noter que dans la plupart des cas, il est éventé grâce au CO2 produit en fermentation. D'autres causes possibles sont l'infection bactérienne (Zymomonas spp.) et l'autolyse des levures.
Acide caprylique (acides gras)
Perçu comme : odeur de bouc, suif, huile végétale, cireux, fromage de chèvre
Seuil de perception : 4-6 mg/L
Importance : Considéré comme un arôme désagréable à des concentrations élevées, mais l'acide caprylique est considéré comme un arôme positif à faible concentration et retrouvé dans certains lagers et lambics longuement maturés. Ces acides gras sont produits par le métabolisme de la levure au cours de la fermentation (dépendant des conditions de pH). Ce métabolite n’est pas associé à une contamination par un microorganisme d’altération.
Acide butyrique
Perçu comme : odeur de rance, vomi de « bébé », fromage, lait ou beurre avarié
Seuil de perception : 2-3mg/L
Importance : Toujours considéré comme un mauvais goût dans la bière
Causé par : Infection bactérienne lors du brassage, en acidification en cuve d’ébullition non maîtrisée (Clostridium spp.). Également possibilité d’infection au niveau du moût, sirop de sucre, purées acides en condition aérobies. Peut aussi se développer après embouteillage. L’arôme devient plus important avec la baisse du pH et peut augmenter une fois embouteillée et évoluer défavorablement au cours du temps.
Goût de grain
Perçu comme : blé frais, granuleux, dur, « vert », goût de noisette.
Seuil de perception : 1-20 µg/L
Importance : généralement considéré comme un goût indésirable.
Causé par : Le plus souvent par l'isobutyraldéhyde dans le malt, mais d'autres aldéhydes peuvent fournir le caractère granuleux. N'est pas considéré comme associé à une contamination par un microorganisme d’altération.
Banane (acétate d’isoamyle)
Perçu comme : fruité, banane, poire.
Seuil de perception : 1.4 mg/L
Importance : Ce métabolite est présent dans toutes les bières et joue un rôle dans la saveur globale (en particulier dans la bière de froment). A tendance à diminuer avec l'âge
Causé par : Tous les esters sont produits par la levure pendant la phase de fermentation. La surproduction d'acétate d'isoamyle est généralement le résultat d'une levure stressée ou de l'utilisation de souche particulières (Hefeweizen).
Métallique (sulfate ferreux)
Perçu comme : goût de sang, fer, amer, rouillé, cuivré
Seuil de perception : 1-1.5 mg/L
Importance : Il est toujours considéré comme un mauvais goût. À un certain point, les ions métalliques peuvent également contribuer à la production d’un trouble. A des valeurs hautes cela peut également jouer sur le mal de tête. Peut-être toxique pour la levure à des niveaux élevés en concentration.
Causé par : La saveur est induite par le contact avec des matériaux métalliques pendant le processus de brassage et/ou par l'oxydation des lipides. Un autre contributeur possible est le brassage avec de l'eau contenant des niveaux élevés d'ions métalliques. N'est pas considéré comme associé à une contamination par un microorganisme d’altération.
Acide lactique
Perçu comme : lacté, acide, agrumes. À des niveaux plus élevés, on peut ressentir presque comme une sensation de brûlure dans la bouche.
Seuil de perception : 170 mg/L
Importance : Par définition, toutes les bières sont acides dans une certaine mesure, mais elles peuvent apporter un goût désagréable si elles sont à un niveau trop élevé ou trop haut pour le style de bière donné. Certains styles de bière expriment par définition de l'acidité, par ex. stouts sèches, Sours, Berliner Weisse, Bières aux fruits, Goses, Witbier ou encore Wild Ales.
Causé par : Cette perception de l'acidité en tant que mauvais goût provient des acides (lactiques) supplémentaires sous forme de matières premières (par exemple certains fruits), de fermentation et/ou de contamination bactérienne (ou d'inoculation non maîtrisée). De même, la levure a la capacité de produire certains acides naturels pendant la fermentation.
Pipi de chat/feuilles de cassis (p-menthane-8-thiol-3-one)
Perçu comme : Urine, feuilles de cassis, plants de tomates
Seuil de perception : 15ng/L
Importance : Généralement considéré comme un goût désagréable (mais peut constituer une partie importante de certaines bières, par exemple les IPA, car le p-menthane-8-thiol-3-one est contenu dans une variété de houblon). Il est également souvent présent aux premiers stades de l'oxydation. S’il est présent à cause de l'oxydation, il est toujours considéré comme un mauvais goût.
Causé par : La contamination des matières premières, ou matières premières (houblon) produisant naturellement les composés qui donnent cette saveur. Il ne s'agit donc pas d'un « microorganisme d’altération » en tant que tel, bien qu'il puisse s’agir d'un indicateur de contamination comme mentionné et ou de mauvaise qualité.
Chaussette (acide isovalérique)
Perçu comme : vieux fromage rance, vieux houblon, chaussettes sales ou même en sueur
Seuil de perception : 0.7 – 1 mg/L
Importance : Peut-être présent de manière régulière dans certains styles de bière très houblonnée, mais en général, elle est considérée comme une mauvaise saveur et se dissipera heureusement avec l'âge.
Causé par : C’est le résultat de l'oxydation des acides alpha dans le houblon et peut être confondu avec l’acide caprylique. S'il est associé à des acides alpha, il est souvent accompagné de notes herbacées, mais il peut également être associé à une infection bactérienne.
Diméthylsulfure (DMS)
Perçu comme : maïs sucré, chou ou même légumes en conserve/cuits
Seuil de perception : 0.025mg/L
Importance : Généralement considéré comme une saveur désagréable dans la plupart des bières, mais peut jouer un rôle dans le profil de saveur de certaines lagers pale, pilsners allemandes et américaines et cream ales.
Causé par : Le DMS provient d'un composé organique à base de soufre (S-méthyl méthionine - SMM) produit lors de la germination du grain pendant le processus de maltage. Les malts pales et pils ont les niveaux les plus élevés de ce composé (tout comme certains grains auxiliaires tels que le maïs). Le SMM se transforme en DMS pendant la phase d'ébullition (DMS est censé se volatiliser pendant cette même phase). Les levures sauvages ou la contamination bactérienne pendant la fermentation peuvent également en être la cause. Également à noter que la conversion de précurseurs non-volatilisables issus du malt par la levure en fermentation en DMS est également possible.
Acétaldéhyde
Perçu comme : pommes abîmées ou vertes, courges, peinture. Il arrive que cette acidité soit confondue avec ce mauvais goût.
Seuil de perception : 5-15 mg/L
Importance : Il est présent dans toutes les bières à un certain niveau. Il fait partie du profil aromatique de certains styles, comme les lagers américaines et les bières de Garde.
Causé par : Il est produit par la levure pendant la fermentation en tant que précurseur de l'éthanol. Si la levure est déficiente en zinc, son enzyme alcool déshydrogénase fonctionnera difficilement et ne pourra transformer l'acétaldéhyde en éthanol.
Oxydation / Carton Mouillé
(L'oxydation pourrait facilement être décomposée en plusieurs saveurs différentes, mais ici nous restons généraux)
Perçu comme : du xérès, du papier ou même du carton, ou encore comme un « vieux livre ».
Seuil de perception : dépendant de la saveur
Importance : Processus de vieillissement généralement associé à ce mauvais goût. Le style de bière ou la température de stockage vont avoir un impact sur le développement de ces mauvais goûts. Certaines saveurs associées à l'oxydation sont des éléments importants et voulus, par exemple bière vieillie, d'autres sont toujours considérées comme des saveurs différentes et présentant un mauvais goût.
Causé par : L'oxydation est directement causée par le vieillissement de la bière. La rapidité et l’importance de ce processus vont dépendre des conditions de la présence de l’oxygène, des températures de stockage et des ingrédients de la bière. N'est pas considéré comme associé à une contamination par un microorganisme d’altération.
Phénolique
(certains experts décomposeraient cette saveur en plusieurs composants différents)
Perçu comme : amer, épicé, plantes, semblable au thé, clou de girofle, fumé, médicinal
Seuil de perception : 0.05 – 0.55 mg/L
Importance : Ceci est généralement considéré comme un mauvais goût, bien qu'il puisse constituer parfois du caractère dans les stouts et autres bières.
Causé par : Généralement causé par les levures sauvages, contamination microorganisme d’altération. Également parfois la présence de chlorophénol dans l'eau du robinet, les désinfectants au chlore ou encore des nettoyages mal réalisés.
Également à noter, que l’utilisation de levures dites POF+ permettra aussi la production de phénols dont le 4-Vinyl Gaïacol, responsable de l'arôme clou de girofle présent dans des styles traditionnels allemands et belges.
Moisi (2,4,6-tricholoroanisole) (TCA)
Perçu comme : vieilli en cave, humide, terreux, moisi, bouchon de vin, champignon.
Seuil de perception : <10-25 ng/L
Importance : Toujours considéré comme un problème qualité. Fait suite à la contamination par des moisissures et à des techniques de désinfection inappropriées.
Causé par : Généralement par la contamination par des moisissures ou des champignons provenant de matières premières (mal stockées) ou équipements de brassage mal désinfectés.
Goût de lumière (3-methyl-2-butene-1-thiol)
Perçu comme : bière restée au soleil, sulfureux. Peut être à peu près la même perception que le mercaptan, mais n'a généralement pas le même caractère offensif.
Seuil de perception : 4ng/L
Importance : Cela ne se produit généralement que dans la bière finie et est toujours considéré comme un mauvais goût et associé à une mauvaise manipulation (expédition, stockage). Elle est causée par une réaction chimique entre la riboflavine, la lumière (du jour) et les acides alpha du houblon. N'est pas considérée comme associé à une contamination par un microorganisme d’altération.
Résumé des goûts indésirables perceptibles dans la bière :
Reference : The Complete Beer Fault Guide V1,4 Thomas Barnes 2013
Découvrez les Kits de formation sensoriels Siebel/Lallemand : siebelinstitute.com/sensory-training-kits
Jordane DEVIN - bioMérieux & Florian ANTOINE - Lallemand

- Détails
- Catégorie : Conseils et techniques
La bière sans alcool a tendance à susciter des avis très partagés. D'un côté, lorsqu'elle est bien faite, elle peut être une alternative rafraîchissante et plus saine que sa cousine plus alcoolisée. Mais d'un autre côté, elle apparaît comme une moquerie de tout ce pour quoi la déesse Ninkasi elle-même était autrefois vénérée. Quel que soit le mode de préparation, les descripteurs sensoriels des bières sans alcool présentent de nombreuses similitudes : "herbeux", "végétal", "métallique", "étain" - pas vraiment attrayant.
Malgré cela, la part de marché semble augmenter chez les consommateurs soucieux de leur santé. À tel point que l'on estime que la bière non alcoolisée représente 5 à 7 % des ventes mondiales de bière. Des analyses récentes révèlent une forte croissance annuelle de 20 % sur cinq ans (2011-2016) et un taux de croissance annuel composé prévu de 8,1 % jusqu'en 2030. Il s'agit d'une croissance plutôt importante pour un secteur apparemment de niche.
Potentiel du marché
En effet, les données semblent soutenir ce potentiel de croissance ; une étude de 2013 a révélé que plus de la moitié des consommateurs de bière européens choisiraient de préférence une bière sans alcool si la sensorialité était comparable à celle d'une bière forte. Une étude similaire menée en 2018 a révélé que le plus grand groupe démographique de consommateurs de bière aux États-Unis (les 25-34 ans) considérait la forte teneur en alcool comme un élément négatif, 54 % de ce groupe démographique cherchant à réduire la consommation d'alcool en général tout en désirant consommer de la bière. Au Moyen-Orient et en Afrique du Nord, la bière non alcoolisée constituait 42 % (1,6 million d'hL) de la part du marché régional de la bière en 2017.
Bien que les bières légèrement alcoolisées soient consommées depuis des siècles, le discours moderne sur la bière non alcoolisée a sans doute commencé au début du XXe siècle, conséquence directe de la promulgation de la prohibition aux États-Unis. Ce que nous considérons comme une "bière non alcoolisée" ou une "bière à faible teneur en alcool" (alias NABLAB) peut varier selon le pays d'origine, mais la définition généralement (et arbitrairement) acceptée sur les marchés européens et américains définit la bière non alcoolisée comme contenant moins de 0,5 ° d'alcool et la bière à très faible teneur en alcool comme ayant 0,5 à 4,0 ° d'alcool. Compte tenu du potentiel de croissance et de la valorisation de ce secteur du marché, la recherche et le développement industriels sont justifiés. Le véritable défi consiste à produire une bière qui contribue à la croissance de ce marché.
Approche technique
La production d'une NABLAB vraiment savoureuse nécessite différentes stratégies de production, dont la plus courante consiste à retirer physiquement l'éthanol après la fermentation. Mais pour de nombreuses petites brasseries, la principale stratégie consiste à réinventer la roue en produisant des versions organoleptiques identiques (ou presque identiques) de la bière alcoolisée. Pour y parvenir, il faut combiner des contrôles physiques (par exemple, rectification, osmose inverse, extraction par fluide supercritique) et des contrôles biologiques (par exemple, organisme fermentaire, contrôle des recettes, arrêt de la fermentation), qui ont tous deux leurs avantages et leurs inconvénients.
Chez Lallemand, nous cherchons à améliorer et à développer les contrôles biologiques nécessaires pour maintenir et développer les profils d'arômes et de saveurs désirés tout en minimisant la production d'éthanol. L'approche biologique représente une intervention physique minimale et ne nécessite pratiquement aucune modification des équipements de la brasserie. infrastructures existantes. Le plus grand avantage de l'approche biologique est qu'elle est rentable à plus petite échelle.
Focus sur les Bonnes pratiques :
Le moût de brasserie contient des sucres fermentescibles de faible et moyen poids moléculaire et des sucres non fermentescibles de poids moléculaire élevé. Si toutes les souches de levure de brasserie sont capables de fermenter les sucres de faible poids moléculaire comme le glucose, la capacité à fermenter les sucres de poids moléculaire moyen comme le maltotriose varie selon la souche de levure. La fermentabilité du moût est réduite en optimisant les conditions d'empâtage pour minimiser le niveau de sucre fermentable et maximiser le niveau de maltotriose et de dextrine non fermentable dans le moût.
La production d'alcool est encore limitée par l'utilisation d'une souche de levure incapable de métaboliser le maltotriose, comme la LalBrew Windsor™ et la LalBrew London™. Cette méthode produit des bières à faible teneur en alcool en créant un moût de faible fermentabilité. Elle utilise une méthode combinée d'empâtage à haute température, de gravité initiale basse et de fermentation à l'aide d'une souche de Saccharomyces cerevisiae qui ne métabolise pas le maltotriose pour limiter la production d'alcool. Dans ce cas les levures LalBrew Windsor™ ou LalBrew London™
Procédure recommandée pour les faibles taux d'alcool
1 - Brassez avec un malt pale à une température initiale comprise entre 82-86°C (180 -187 ° F) (des essais à des températures plus basses peuvent être nécessaires selon les malts).
2 - Visez une faible densité initiale entre 1.020 - 1.027 (5.1-6.8°P).
3 - Procédez à la filtration comme d'habitude, mais assurez-vous que le pH et la gravité restent dans les limites normales de brassage. (5.1-5.4) Des ajouts d'acide peuvent être nécessaires.
4 - Faites bouillir comme d'habitude, en veillant encore une fois à maintenir des niveaux de pH normaux. Il est également possible d'ajouter du lactose à ce stade pour augmenter la sensation en bouche.
5 - Fermentez en utilisant une souche de levure négative au maltotriose comme les levures LalBrew Windsor™ et LalBrew London™ pour diminuer le rendement potentiel en alcool.
Points importants à prendre en compte
- Le pH doit être étroitement contrôlé en raison d'un pouvoir tampon plus faible dans un moût de faible gravité. Cela peut être fait avec des ajouts d'acide ou en utilisant un malt acide dans le moût.
- La sensation en bouche peut être améliorée en utilisant du lactose et de l'eau enrichie en chlorure.
- Le houblonnage en cuve d’ébullition doit être réduit au minimum.
- Ce travail a été effectué avec des malts pale dont une grande part de malts spéciaux.
Voir aussi l'article : Micro-Bières à faible teneur en alcool : les bonnes pratiques de brassage

- Détails
- Catégorie : Zythologie
Le miel apporte à la bière, à la fois, des flaveurs complexes et de la douceur, tout en permettant d’augmenter le taux d’alcool et d’alléger le corps. Si le miel était auparavant réservé à des boissons et à des bières bien spécifiques, on le retrouve aujourd’hui dans des styles de bière variés. Son utilisation lors du brassage doit cependant bien être appréhendée. Nous avons pour cela interrogé 2 brasseries qui ne brassent qu’avec du miel -les brasseurs de L’Opercule, premiers apiculteurs-brasseurs en France depuis 2017, et la Brasserie de Senlis qui est en train de s’installer après avoir brassé à façon- ainsi que la Ferme-Brasserie du Vexin qui gagne régulièrement des prix internationaux pour son ambrée au miel, et la Brasserie Croix de Chavaux qui a ses propres ruches en milieu urbain à Montreuil.
Les Boissons au miel - Les propriétés du miel - Les fonctions du miel dans la bière - Le brassage de bière au miel
Les Boissons au miel
Le miel est l’un des plus vieux ingrédients naturels employés par l’Homme. Des résidus de cire d’abeilles et des peintures rupestre s datant d’environ 40 000 ans ont été découverts en Afrique du Sud et semblent attester d’une connaissance étendue des ruches et de la consommation de ses produits. Avec la sédentarisation et le début des civilisations, de nombreuses traces archéologiques ont été mises à jour, dont des poteries contenant de la cire d’abeille et du miel datant d’il y a 9 000 ans. C’est aussi à partir de cette époque que l’on retrouve les premières traces de boissons fermentées et alcoolisées, notamment avec du miel en Chine (riz, miel et fruits). En Europe, des traces de production d’hydromel datant d’environ 7 000 ans ont été exhumées en Espagne. En 2016, des universitaires de l’Université du Wisconsin ont d’ailleurs tenté de reproduire une bière au miel à partir des analyses de résidus d’une poterie datant de 500 avant notre ère, retrouvée en Allemagne. Ces boissons au miel correspondent très probablement au fameux « Nectar » des dieux grecs -dont Aristote a écrit une recette en 350 avant notre ère- et celles des dieux celtes et scandinaves également.
Plusieurs types de boissons au miel se sont développés depuis ces temps :
L’Hydromel, le vin de miel, issu de la fermentation du miel dans de l’eau grâce à ses levures endogènes présentent dans le pollen. Pour faciliter le contrôle de la fermentation, on peut y introduire des levures exogènes utilisées dans le vin ou la bière. Si peu d’hydromel est produit en France, il est beaucoup plus répandu dans les pays slaves, scandinaves et anglo-saxons (mead en anglais) avec de nombreuses variantes, tant dans les proportions eau/miel, que dans les ajouts d’ingrédients (comme les metheglins anglais).
Le Chouchen, l’hydromel breton auquel on ajoute du moût de pomme (cyser en anglais), et le Chufère (ou chuféré) qui est à base de cidre. Par extension, on pourrait ajouter les Cidres au miel même s’ils ne sont pas spécifiquement bretons.
Le Mulsum, puis l’Hypocras qui supplanta l’hydromel en Europe au Moyen Âge, sont à base de vin, de miel et d’épices comme la cannelle ou le gingembre. À cela s’ajoute deux variantes : l’Oxymel à base de de vinaigre et l’Oenomel à base de moût de raisin (pyment an anglais).
Le Braggot, ou bière de miel, faite avec du miel et du malt (entre 33 et 70%), la recette étant assez libre et pas vraiment définie ; parfois en ajoutant des fruits, des épices et du houblon. Plusieurs brasseries s’essayent régulièrement à sa production. Les Anglais plaisantent souvent sur sa nature : à savoir si « les braggots sont des hydromels faits avec une forte proportion de bière, ou des bières faites avec une forte proportion d'hydromel». Sans oublier les bières auxquelles on ajoute du miel, que nous allons aborder à travers ses différentes propriétés et apports.


Les propriétés du miel
Le miel est composé de 79 à 82% de sucres, 17% d’eau et 1 à 3% d’acides, de minéraux, de vitamines, de levures, de bactéries et d’enzymes.
Le miel est ainsi hautement fermentescible, en moyenne 75% et jusqu’à 95%, quand les ingrédients d’une bière lager ou ale le sont au maximum à 75%. Parmi les 80% des hydrates de carbone qu’on y retrouve : des Monosaccharides comme le fructose (38,5%) et le glucose (31%), des disaccharides comme le maltose (7,2%) et le sucrose (1,5%), enfin des trisaccharides et autres sucres complexes (4,2%). Le miel aurait ainsi un pouvoir sucrant 1,3 fois plus important que le sucre.
Le pH du miel est assez élevé, avec 3,9, lui permettant sa stabilité. Ses acides sont ainsi à prendre en considération comme les acides acétique, butyrique, citrique et lactique qui peuvent surprendre lorsque l’on goûte les moutures, mais aussi l’acide gluconique qui exhausse les flaveurs épicées, herbales et houblonnées.
Le miel contient des enzymes comme les Amylases et le Diastase permettant de convertir l’amidon en sucre à des niveaux proches de ceux du malt. Son pouvoir de dextrinisation a un indice compris entre 9 et 37, quand celui du malt est de 24.
Il est nécessaire d’effectuer des analyses des lots de miels, car leurs propriétés varient selon les provenances (même au sein d’une même région) et des années.



Les fonctions du miel dans la bière
L’utilisation de miel dans la bière permet, comme pour les autres ajouts de sucres, d’augmenter la teneur en alcool et d’alléger le corps. Mais contrairement à d’autres sucres, le miel permet d’atténuer la rugosité (langue râpeuse) lors de la dégustation.
Comme nous l’explique Denis Sargeret de la Ferme Brasserie du Vexin : « au début, nous avons utilisé le miel pour monter alcool. Notre bière au miel ambrée, la Véliocasse, fait 7° ; mais c’est surtout pour apporter rondeur et douceur à notre bière ».
En fonction des nectars et des pollens, le miel apporte certaines flaveurs et arômes floraux et un peu de douceur à la bière. Il semble également permettre d’exalter certaines flaveurs subtiles du houblon tout en atténuant son amertume.
Si les bières contenant du miel sont souvent des bières fortes, brunes, de spécialités ou de fêtes, comme les bières de Noel et les bières à la citrouille, d’autres styles peuvent très bien être mis en valeur par son ajout : des lagers aux ales, en passant par les stouts et les porters, les bières de garde, de ferme et kveik mais aussi des saisons, des weizen, des triples et des sours (grâce aussi à certains acides du miel). Si une catégorie « bière au miel » existait autrefois dans le Guide des styles de bière du BJCP, son utilisation acceptée dans plusieurs styles à contribuer à démocratiser cet ingrédient. L’ancien président américain Barack Obama avait fait créer 2 recettes de bière au miel pour la faire brasser à la Maison Blanche en 2012 : une Honey Brown Ale et une Honey Porter. Il y a d’ailleurs un concours dédié aux bières de miel aux Etats-Unis : la Honey beer Competition.
Pour Damien Froment de L’Opercule, les styles élaborés sont en fonction des préférences des brasseurs et des collaborations. « Nous brassons des bières traditionnelles type belge, une blonde, une ambrée, une triple et des créations l’été et l’hiver. Sur la blonde, les notes florales du miel se ressentent un peu et ressortent plus ou moins bien en fonction des années. Sur les ambrées, les malts torréfiés prennent souvent le pas. En revanche sur nos triples, nous avons un côté vraiment mielleux, renforcé par une sélection de malts et de houblons aux flaveurs proches. L’apiculture nous a amenés à la brasserie. Notre objectif est de produire localement et de créer du tissu avec des producteurs locaux. Nous faisons donc des collaborations avec des artisans, comme une bière au café Canton, une au safran, une aux bonbons avec la confiserie des Hautes Vosges, une au sapin… »
Beaucoup de recherches sont encore à effectuer, mais il semble que plus le miel est fort et foncé, plus la bière le sera également.
La préférence de Henri Delacommune, de la Brasserie de Senlis, va à « un miel toute fleur bio, qui est un peu plus neutre et moins fort en saveurs, que les miels de tilleul ou d’acacia par exemple. En revanche, [il] compte utiliser des miels plus forts pour des brassins éphémères dans le futur ».
Quant à L’Opercule, « en zone de Montagne, Damien Froment produit un miel toutes fleurs de Montagne, très floral, unique et qui donne des notes subtiles. Nous pensons utiliser d’autres miels pour d’autres styles, comme le miel d’acacia ou de châtaigner qui est très puissant et souvent utilisé en brasserie. »
La Ferme-Brasserie du Vexin utilise du miel de Châtaigner, un miel « fort mais qui n’aromatise pas ».
Nous verrons par la suite que cela peut dépendre aussi de la manière de l’introduire dans le brassin.
Il ne faut pas oublier non plus que ces dernières années, le « bon » miel (NDLR : pas celui coupé au sucre) devient une ressource rare et de plus en plus chère. Ce qui devient problématique, comme nous confie Damien Froment de L’Opercule : « nous utilisons au maximum notre miel, mais cette année nous avons eu une année catastrophique et nous n’avons pas pu produire assez de miel bio. Nous avons donc dû en acheter un peu à d’autres producteurs locaux. Le coût du miel n’est pas le même que celui du sucre… »



Le brassage de bière au miel
Les quantités et les moments d’ajouts ont des effets sur la sucrosité et les flaveurs du miel dans la bière.
Pour les quantités, une étude du National Honey Board aux Etats-Unis recommandait les proportions suivantes (en pourcentage des fermentescibles totaux):
- 2 à 10 % de miel produit une saveur subtile et florale et un arôme délicat
- 11 à 30 % produit une saveur de miel prononcée qui devrait être équilibrée par des saveurs de houblon fortes, des épices ou des malts de spécialité plus foncés
- plus de 30 % produit une bière dominée par la saveur de miel
En général, les brasseurs ajoutent entre 2 à 12% de miel par litre en fonction de leurs modes d'ajout.
« Nous mettons entre 11 et 12 grammes par litre en refermentation bouteille. Mais cela dépend des analyses obligatoires des sucres fermentescibles présents dans chaque lot de miel. Si la littérature indique plus de 80% de sucres fermentescibles, notre miel est le plus souvent proche des 66%. Nous devons donc faire des calculs de resucrage à chaque brassin», nous explique Damien Froment de L’Opercule.
« Aujourd’hui, j’utilise 2 voire moins de 2 grammes par litre à ébullition. J’ai fait des tests à 7 grammes par litre mais l’on ressentait trop fortement le miel. Je voulais garder une certaine finesse et ne pas trop monter en alcool non plus, mes bières ont un taux d’alcool autour de 4,5°. L’idée n’est pas de faire du miel à la bière mais une bière au miel […] Les ajouts de miel peuvent être très compliqués. Le miel apporte de la rondeur à la bière mais l’on ressent énormément le côté sucré. Le miel va énormément atténuer l’amertume, donc faire une IPA au miel est presque impossible. On retrouvera en revanche des flaveurs du houblon», nous confie Henri Delacommune.
La ferme brasserie du Vexin introduit également dans ces mêmes proportions en fin d'ébullition « 20kg pour 1 000 litres ! ».
Le miel peut être introduit lors de l’ébullition, lors de la fermentation ou de l’embouteillage, selon aussi le profil et le style de bière que l'on cherche à brasser.
Pour les moments d’ajouts lors de l’ébullition, les retours sont les suivants :
- au début de l'ébullition, le miel apportera du sucre fermentescible au moût donc plus d’alcool, mais pas de saveur de miel.
- en milieu de l'ébullition, le miel apportera du sucre fermentescible et une légère note de miel.
- en fin d'ébullition, le miel apportera une saveur et un arôme de miel plus forts.
« J’introduis le miel brut à l’ébullition. Le miel perd un peu en saveur mais je trouve qu’il se mélange bien avec la bière. De plus j’ai moins de risque de contamination. Un bon miel est un miel qui se cristallise, lorsqu’il ne se cristallise pas c’est qu’il y a parfois du sucre ajouté*. Afin de refaire fondre les cristaux de miel, je le maintiens à une température supérieure à 30°, et si nécessaire, je le chauffe à 40° avant de l’introduire dans le brassin», explique Henri Delacommune de la Brasserie de Senlis. Il en est de même pour la ferme brasserie du Vexin qui introduit son miel en fin d’ébullition.
* La cristallisation du miel dépend de 2 choses nous précise Julian Larrinaga, Apiculteur :
1- L'origine florale, exemple : Accacia : teneur en fructose +élevée = plus liquide. A l'inverse le Colza est impossible à liquéfier et est un cauchemar pour les abeilles et l'apiculteur s'il n'est pas récolté à temps.
2- Les apiculteurs consciencieux voulant un miel onctueux, crémeux et sans cristaux vont "malaxer" le miel en maturateur, c'est à dire le mélanger plusieurs fois par jours pour casser le processus de cristallisation. On peut ensemence avec 10% d'un miel très finement cristallisé pour augmenter l'efficacité et ainsi obtenir un miel qui est et restera crémeux, voir même liquide selon son origine florale. Un miel qui n'est pas malaxé (ou mal malaxé car les machines des apiculteurs intensifs ne valent pas un malaxage à la main) est plus dur, il cristallise, et il déphase (séparation du fructose et du glucose = liquide en haut et cristallisé en bas), de plus il n'est pas stable et empirera dans le temps.
Frédéric Poulain de la Brasserie Croix de Chavaux, introduit quant à lui le miel en toute fin d'ébullition "à environ 70° en whirlpool pour ne pas altérer les propriétés du miel" pour son American Pale Ale houblonnée à cru avec du houblon Cascade.



Le miel contient des micro-organismes, des levures sauvages, pouvant altérer la bière et des enzymes nécessaires à la décomposition et à la fermentation des sucres. Cela pose un dilemme aux brasseurs cherchant les flaveurs, car il faut stériliser ou mieux, pasteuriser le miel, pour éliminer les bactéries sans faire bouillir les huiles aromatiques et détruire les enzymes. Le miel peut avoir un impact important sur la densité finale et la carbonatation, c’est pourquoi il est plutôt conseiller de le diluer dans de l’eau pour obtenir une densité comparable avant de l’introduire dans le moût.
Certains brasseurs préfèrent ajouter ainsi le miel lors de la fermentation (au début de la respiration ou au pic de la primaire) ou bien lors du conditionnement pour la refermentation en bouteille, afin de mieux faire ressortir le caractère du miel.
Cette dernière technique est celle choisie par l’Opercule : « le sucre du miel est ainsi presque entièrement consommé par les levures, faisant que nos bières ne sont pas si sucrées. Le miel donne plutôt de la rondeur à nos bières et nous semble améliorer la tenue de mousse.[…] Afin d’éviter les problèmes de contamination, nous pasteurisons avant son introduction. »
Il n'est pas nécessaire d'introduire du miel plusieurs fois, après l'avoir déjà introduit en fin d'ébullition "les tests fait sur un réajout en refermentation bouteille n'apportait pas grand chose en plus au niveau des saveurs du miel" nous confie Frédéric de la Croix de Chavaux.
Enfin de la même manière que les hydromels, les bières au miel vieillissant en barriques semblent devenir plus complexes. Les bières au miel se prêtent ainsi très bien au vieillissement.


Au niveau des consommateurs, cela dépend des goûts de chacun. « Il y a de la demande mais cela dépend vraiment des goûts. Certains cavistes la trouvent trop mielleuse quand d’autres trouvent mes bières fines et subtiles. Mes bières plaisent beaucoup aux femmes et aux personnes ne recherchant pas à tout prix l’amertume », confie Henri Delacommune de la Brasserie de Senlis.
« Les consommateurs sont toujours curieux des bières au miel et veulent gouter, même s’ils appréhendent le côté sucré. Nos bières ne sont pas si sucrées que cela. Notre Triple, qui a été récompensée, fait même l’unanimité ! » précise Damien Froment de L’Opercule. Comme nous l’avons vu, avec un taux très important de fermentescibilité, il ne reste souvent que très peu de sucres résiduels.
« Les gens adorent ça, la bière au miel se boit toute seule ! Elle est très agréable et se boit bien en apéritif. Vous n’êtes jamais malade avec cette bière ! » déclare enthousiaste Denis Sargeret de la Ferme Brasserie du Vexin qui en produit 400 Hl par an.
"Il y a quelques temps, un collègue brasseur réticent à l'idée des bières au miel, l'a en fait trouver excellente!" se rappelle amusé Frédéric de la Croix de Chavaux.
Dans un précédent article, nous parlions du rôle des guêpes dans la transmission des levures dans les alcools. Suite à cet article, nous nous demandons si les abeilles n’y auraient pas aussi un peu contribué. Toujours est-il que le miel apporte d’autres perspectives aux boissons, dont la bière. Les « accords miels et bières » seraient ainsi à bien documentés les prochaines années. Le miel pourrait d’ailleurs contribuer à la notion de terroir. En attendant, cela donne envie de protéger bien plus les abeilles et d’aller à la rencontre des apiculteurs de sa région. Mais aussi de découvrir de nouvelles bières et d’en brasser !
Vincent Ferrari
Références :
Early farmers minded their own beeswax : https://www.nature.com/articles/nature.2015.18771
Bees, honey and brood: Southern African hunter-gatherer rock paintings of bees and bees nests, uKhahlamba-Drakensberg, KwaZulu-Natal, South Africa : https://www.researchgate.net/publication/283172175_Bees_honey_and_brood_Southern_African_hunter-gatherer_rock_paintings_of_bees_and_bees_nests_uKhahlamba-Drakensberg_KwaZulu-Natal_South_Africa
Fermented beverages of pre- and proto-historic China : https://www.ncbi.nlm.nih.gov/pmc/articles/PMC539767/
Milwaukee Team Recreates An Ancient Brew Unearthed in Archaeological Dig : https://www.wuwm.com/podcast/lake-effect-segments/2016-10-20/milwaukee-team-recreates-an-ancient-brew-unearthed-in-archaeological-dig
What Is Braggot? : https://www.foodrepublic.com/2016/08/25/what-is-braggot
Brewing with Honey : https://byo.com/article/brewing-with-honey/
Ale to the Chief: White House Beer Recipe : https://obamawhitehouse.archives.gov/blog/2012/09/01/ale-chief-white-house-beer-recipe
Honey Beer Competition : https://honeybeercompetition.com/
Syndicats & Associations apicoles : https://www.aubonmiel.com/syndicats-associations-apicoles
Update + un doc sur une bière traditionnelle au miel de Côte d'Ivoire : Survey on the level of knowledge, production and consumption of honey-based craft beer produced in northern Côte d'Ivoire : https://academicjournals.org/journal/AJFS/article-full-text-pdf/F0BEC5F73929.pdf
Brasseries :
Brasserie l’Opercule : https://lopercule-drive.eproshopping.fr
Brasserie de Senlis : https://brasseriedesenlis.com
Ferme-Brasserie du Vexin : https://www.biere-du-vexin.com/
Brasserie Croix de Chavaux : https://shop.croixdechavaux.com/shop
Bonus :

- Détails
- Catégorie : Commercialisation & Services
Dans le but de développer vos ventes au niveau régional, national et même international, ou bien de vous concentrer sur la production et non la commercialisation, et de vous appuyer sur une expertise, le choix d’un partenariat avec un distributeur peut s’avérer judicieux. Les distributeurs peuvent vous ouvrir les portes de nouveaux réseaux, mais ils jouent également un rôle de conseils et peuvent optimiser le placement des produits.
Si les distributeurs sont très sollicités actuellement, et ne peuvent répondre favorablement à tous, plusieurs points peuvent jouer en votre avantage dans leur décision de vous représenter. Ayant aussi un rôle de conseils essentiels auprès des revendeurs (caves, GMS, CHR,..), ils deviendront vos meilleurs commerciaux si vous établissez des liens de confiance avec eux.
Nous avons interrogé trois distributeurs de bières artisanales indépendantes, deux nationaux, DBI (Paris) et La Compagnie des Boissons Vivantes (Montreuil) et l’autre régional, Dauphi-Bières (Grenoble), afin de recueillir leurs recommandations et conseils quant à leurs attentes et à leurs critères de sélection.
1 - Développer votre réputation et votre distribution au niveau local
La notoriété des brasseries est devenue un prérequis : avant de vous faire distribuer, commencer par développer votre propre réseau local. Faites-vous connaître, aller sur les marchés, foires, salons et évènements locaux, rencontrez les acteurs de la filière. Le fait de passer par un distributeur a un coût et il doit bien être évalué dans votre montée en puissance et en gamme. Cela ne doit pas être votre premier modèle économique. Par ailleurs, les distributeurs ayant tendance à analyser la réputation de la brasserie, une brasserie inconnue et fraichement montée aura moins de chance de se faire distribuer. Cette popularité s'établit également via les applications de notation de bières (Untapped, Biernard, Ratebeer,..), certains cavistes ne choisissent leurs bières que par ce biais. Vous devez donc vous constituer votre communauté qui sera votre premier prescripteur, initiant un cercle vertueux.
2 - Intention de la brasserie
Les distributeurs de bières indépendantes sont particulièrement attentifs à votre vocation et à vos aspirations. Avez-vous choisi d’être brasseur par passion ou pour le business? Êtes-vous dans la recherche de saveurs ou restez-vous très conventionnel? Quelle est la portée de votre projet ? Quelles sont vos perspectives? Votre personnalité et votre « storytelling », le rapport humain et l’adéquation de vos valeurs mutuelles, joueront beaucoup dans la perception des distributeurs.
3 - Identité, Qualité et Régularité de la production de bières
La qualité de votre gamme « permanente » et la capacité de votre brasserie à fournir des bières stables de façon régulière sont très appréciées, et est même un prérequis pour certains réseaux de distribution. Le respect des Styles est l’un des critères de sélections des distributeurs, qui goûtent la plupart des bières sélectionnées : si dans les équipes, chacun à ses préférences de styles, lors de la sélection, tous doivent être amenés à les reconnaître et à estimer leurs bonnes fabrications.
Certaines de vos bières devenant des « classiques », vous devez être en capacité de fournir régulièrement les revendeurs, qui ont besoin d’une sécurité d’approvisionnement, qui sont dans l’attente de « valeurs sures » et sont loin d’apprécier l’aléatoire, et encore moins les bières dont la production est encore mal maîtrisée (explosion, gushing,…)...
Paradoxalement, ce critère n’est pas totalement vrai pour les brasseries dont l’ « ADN » ne leur fait produire que des bières « éphémères ».
L’orientation de votre brasserie, dans sa gamme et les formats proposés (fûts/bouteilles) doivent donc être adaptés au type de distributeurs et à leurs catalogues et marchés.

Entrepôt de La Compagnie des Boissons Vivantes à Montreuil
4 - Nouveautés, Innovations et qualité de ses bières éphémères
La demande pour des bières « geek » étant de plus en plus importante, beaucoup de revendeurs sont dans l’attente de bières innovantes, de séries spéciales, de façon très régulière. Les fans de craft beers adorent les nouveautés - qui ne connaît pas des personnes n’achetant jamais deux fois la même bière ? Ces bières éphémères ont aussi pour avantage de faire parler de votre brasserie et au final de remettre en avant toute votre gamme (et inversement). De plus, certains cavistes se prévalent de leur sélection très originale et moins « mainstream », leurs permettant de se démarquer (notamment de la GMS).
5 - Communication, PLV et animations
Les revendeurs sont friands d’informations, de goodies et d’animations. N’hésitez pas ainsi à proposer dans votre package du matériel « merchandising » mettant en valeur votre brasserie et vos bières : fiche présentation/dégustation pour les cavistes, affichettes pour décorer les points de ventes, poignées de tireuses pour les bars, mais aussi verres et sous-bocks qui sont très demandés par les consommateurs. Dans certaines GMS, les box/présentoirs/display de bières sont aussi bienvenues.
Certains cavistes, bars et autres revendeurs apprécient également les « dégustations avec le brasseur » et autres Tape Take Over (TTO), n’hésitez pas à vous mettre parfois à disposition des revendeurs et même à proposer vos propres animations/dégustations.
Dans la même lignée, au niveau marketing, le packaging de votre bière est l’un des grands facteurs de la perception globale de votre bière. La qualité de vos illustrations, la texture de l’étiquette, la forme et le format des contenants proposés doivent donc être qualitatifs et soignés.
Travailler avec un distributeur constitue un véritable partenariat. Vous devez construire une relation de confiance avec lui, être arrangeant et disponible. Le choix d’un distributeur dépend également de votre philosophie de distribution : locale, nationale, internationale. Les distributeurs essayent de se constituer des portefeuilles représentatifs de brasseries, tant dans leur production que dans leur localisation. Dans la mesure du possible, essayez de comprendre leurs besoins et leurs manques, chaque région ayant ses spécificités. N’oubliez pas également que vous pouvez vous entendre sur le périmètre de distribution avec les distributeurs, que ce soit sur le type de réseaux (cave/GMS), comme sur la zone de distribution. Chaque distributeur fonctionnant de manière différente, vous devez également étudier leurs modalités contractuelles.
A noter également, l’arrivée de nouvelles plateformes de distributions et services, type « place de marché », permettant de mettre en relation les brasseries avec les acheteurs professionnels tout en assurant l’aspect logistique. (« stay stuned ! »).
Les distributeurs vous représentent, mais c’est à vous de faire que l’émulation avec les revendeurs et le public fonctionne. On sait que les artisans ne sont pas forcément des commerçants, mais vous ne pouvez pas éviter de jouer un peu ce rôle, d’analyser le marché et de comprendre et mettre en œuvre des techniques de commercialisation : Produit-Prix-Placement-Promotion.
Vincent Ferrari
Consulter notre Annuaire des Distributeurs de Bières Artisanales

- Détails
- Catégorie : Conseils et techniques
Le métabolisme du soufre revêt une importance particulière pour la qualité de la bière tout au long du processus de brassage. L'homme a évolué pour devenir très sensible aux composés soufrés, qui sont associés aux aliments toxiques ou pourris. De nos jours, nous pouvons déterminer la qualité des aliments par d'autres moyens, mais ces molécules jouent toujours un rôle important dans la saveur et la qualité de la bière.
Il existe un large éventail de composés soufrés dans la bière. Le sulfure d'hydrogène (H2S) présente un intérêt particulier car sa présence est liée à la souche et au métabolisme de la levure. Le H2S est une très petite molécule, connue dans l'industrie brassicole depuis la fin du XIXe siècle. Elle est très volatile et son seuil de perception est très bas, rappelant celui des œufs pourris. Le H2S peut avoir un impact direct sur le profil aromatique de la bière ou peut masquer d'autres composés aromatiques présents dans la bière.
Bien que de petites quantités de ce composé puissent être acceptables voire souhaitables, en excès, il peut entraîner des arômes désagréables, généralement décrits comme des œufs pourris. Pour cette raison, la production de H2S par la levure doit être limitée autant que possible pendant la fermentation, ce qui nécessite une compréhension détaillée du métabolisme et des besoins nutritionnels des souches de levure spécifiques.
Le soufre est un élément important dont tous les organismes vivants ont besoin, notamment en tant que composant des acides aminés cystéine et méthionine, ainsi qu'en tant que composant de cofacteurs vitaux (composés chimiques non protéiques nécessaires à l'activité biologique d'une protéine). Les levures de brasserie, ainsi que de nombreux autres micro-organismes, peuvent métaboliser les composés soufrés par différentes voies. Il est généralement admis que la principale voie de formation de H2S dans la levure est la voie de la séquence de réduction du sulfate (SRS). L'activité des enzymes de la voie SRS dépend de la souche et est influencée par les conditions environnementales, ce qui est décrit en détail dans un livre blanc dédié de Lallemand Brewing (en anglais).

Structure moleculaire du sulfure d'hydrogene h2s
Comment le H2S est-il produit pendant le brassage?
Le H2S est produit à différentes concentrations par les levures de brasserie en fonction de divers facteurs, notamment la composition du moût, les conditions de fermentation et la génétique de la levure. Le H2S peut être produit par la contamination des levures de brassage et des levures sauvages, par une contamination bactérienne, pendant la fermentation ou la maturation. La quantité de H2S produite est déterminée par plusieurs facteurs, notamment la souche de la levure, la température de fermentation, la composition en azote du moût et les pratiques de manipulation de la levure.
Oxygène
L'introduction d'oxygène à la fin de la fermentation pendant le conditionnement ou le transfert de la bière est associée à une augmentation des niveaux de H2S dans la bière finie. L'introduction d'oxygène après la fin de la fermentation peut avoir pour effet de stimuler la levure pour qu'elle réactive son métabolisme dans un environnement appauvri en nutriments, ce qui entraîne la production de H2S.
Réponses au stress
La formation de H2S est également associée à des réactions de stress dans la cellule de levure. Une nutrition inadéquate (faible taux d'azote ou de vitamines), une vitesse d'ensemencement insuffisante et une température de fermentation trop basse ou trop élevée peuvent entraîner une surproduction ou une incapacité à éliminer le H2S de la bière en fermentation. Le stress de la levure et l'autolyse se produiront probablement en parallèle, ce qui entraînera un profil complexe de mauvaises saveurs.
 Formation du Sulfure d'hydrogène dans la levure saccharomyces cerevisiae - copyright Lallemand Inc. 2021
Formation du Sulfure d'hydrogène dans la levure saccharomyces cerevisiae - copyright Lallemand Inc. 2021
Souches de levure
Les différentes souches de levure varient dans leur réponse aux facteurs physiologiques et environnementaux dans la production et la réabsorption du sulfure réduit. Il est important de connaître le potentiel d'une souche de levure spécifique à produire et ensuite à éliminer le H2S lors de la sélection d'une souche pour un style de bière particulier.
Les ions de cuivre
Les ions de cuivre présents dans la bière peuvent réagir avec le H2S pour former du sulfure de cuivre insoluble et non volatil, qui précipite dans la bière. De faibles concentrations de cuivre peuvent entraîner des quantités plus importantes de H2S.
Les équipements en acier inoxydable peuvent augmenter la prévalence de la production de H2S.
Les équipements de brassage traditionnels étaient fabriqués en cuivre, ce qui apportait des ions cuivre à la bière en fermentation. Les équipements de brassage modernes sont le plus souvent fabriqués en acier inoxydable, ce qui réduit les concentrations de cuivre dans la bière et augmente la prévalence du H2S.
Le cuivre est apporté par de multiples ingrédients dans le processus de brassage, notamment l'eau, l'orge maltée, le houblon et/ou la levure. A noter que dans une étude, des échantillons de 19 bières différentes ont tous donné des résultats bien inférieurs aux concentrations maximales autorisées
Le H2S peut se former :
- Pendant la fermentation primaire, lorsque la biomasse des levures est à son maximum.
- Dans les dernières étapes de la consommation de sucre
Le H2S peut être réduit :
- Pendant le bourgeonnement de la levure
- Pendant la fermentation active
- Après avoir atteint l’atténuation limite
- pendant la maturation, lorsque la bière est en contact avec la levure.
Des niveaux élevés de H2S peuvent également résulter de conditions qui stressent la levure ou contribuent à son autolyse prématurée. De plus, le sulfure d'hydrogène est une molécule très réactive qui peut se combiner avec des composés carbonylés pour produire d'autres arômes plus stables, comme les arômes végétaux, caoutchouteux ou d'égout des mercaptans.
Pour éviter les problèmes de H2S dans votre bière, choisissez une souche de levure qui produit moins de H2S comme la nouvelle levure saison LalBrew Farmouse™ et assurez-vous de comprendre ses besoins en nutriments. Assurez une fermentation vigoureuse pour chasser le H2S volatil par chasse au CO2 et veillez à ce qu'une levure saine soit présente dans la bière à la fin de la fermentation pour réabsorber le H2S restant. Le choix de la souche est particulièrement important pour les souches de bière blonde, qui sont moins vigoureuses et n'éliminent donc pas efficacement le H2S par chasse au CO2. Pour obtenir des fermentations vigoureuses, il faut introduire une quantité suffisante de levure saine dans un moût riche en nutriments et fermenter à une température appropriée pour cette souche. La réabsorption du H2S par la levure après la fermentation est favorisée par des temps de maturation plus longs, en particulier pour les souches de bière blonde.
La meilleure défense contre le H2S est de s'assurer qu'il n'est jamais produit en premier lieu. Lallemand Brewing fournit aux brasseurs et brasseuses des outils utiles qui limiteront la production de H2S et aideront les brasseries à y faire face. Lallemand est désormais en mesure de produire de nouvelles souches de levure hybrides ne produisant pas de H2S, éliminant ainsi le risque de ce mauvais goût courant dans la brasserie.
Vous souhaitez en savoir plus sur le H2S ? Téléchargez le livre blanc ici (en anglais).
Eric Abbott - Conseiller technique mondial et Directeur des ventes techniques - Lallemand Brewing Canada
Gianmaria Ricciardi - Directeur des ventes techniques - Lallemand Brewing Italie et Slovénie
Consulter le catalogue des Levures - Contacter Lallemand

- Détails
- Catégorie : Zythologie
Dossier Bières et Fruits – partie 1 : Le raisin
Œno bière, vière, Grape Ale, bière de vendanges, les bières au raisin suscitent étonnement et enthousiasme dans le monde. Conjonction des savoir-faire vinicoles et brassicoles, ces hybrides sont d’ailleurs une porte d’entrée dans les univers respectifs des vignerons et des brasseurs. Si de vieux styles lambics belges utilisaient ce fruit, les hybrides bière-vin ont pris leurs lettres de noblesse depuis une quinzaine d’années grâce aux nombreuses expérimentations des brasseurs, notamment des italiens, qui ont réussi à établir un nouveau style : l’IGA pour « Italian Grape Ale », ou bière ale italienne au raisin. Style qui sera redivisé sans doute dans le futur en sous-styles, tant les techniques peuvent être diverses : de l’utilisation de moût de vin aux assemblages, des fermentations spontanées ou contrôlées, au vieillissement possible en barrique.
A l’heure des vendanges dans nos contrées riches en cépages, partons à la découverte des « oenobières » et de différentes brasseries qui en produisent : La Vaugermaine, Gallia, Hoppy Road, Verdus, Les Acolytes…
Bières au raisin : Style(s) ou Stylée(s) ?
L’utilisation du raisin dans la bière n’est pas totalement récente. Comme vous pouvez vous en douter, c’est en Belgique, pays des lambics aux fruits que l’on retrouve les premières expérimentations avec l’utilisation de muscats pour produire des Druivenlambiks (lambics aux raisins en flamand). Si ce style a failli disparaître au 20ème siècle, contrairement aux Krieks à la cerise, aux Gueuzes à la framboise, à la fraise ou au cassis ou bien aux Pêcheresses à la pêche, la Brasserie Cantillon l’a ressuscitée dans les années 70 et continue à en produire aujourd’hui.
Mais c’est en Italie dans les années 2000, que la fusion des techniques de brassage et de vinification s’est effectuée. En 2006, Birrificio Barley fût la première brasserie à produire une bière avec du moût de raisin, suivie par Montegioco, inspirant de nombreuses autres brasseries jusqu’à la reconnaissance d’un style, l’IGA - Italian Grape Ale, par le BJCP (Beer Judge Certification Program) en 2015 qui le fit (re)connaître et se propager dans le monde entier.
Avec pour objectif de produire une bière qui porte dans le verre les caractéristiques reconnaissables du raisin ou du vin, sans être aussi intense qu’une lambic, et comme seule contrainte l'utilisation de raisins ou de moûts de raisins, les lignes directrices de ce style sont assez larges et conduisent à des bières aux profils très hétéroclites en fonction des techniques utilisées.
« Ingrédients : Pils ou malt de base pâle avec quelques ajouts (si besoin) ou des malts spéciaux. La teneur en raisins peut représenter jusqu'à 40 % de la mouture. Le raisin ou le moût de raisins (parfois largement bouilli avant utilisation) peut être utilisé à différentes étapes : ébullition, fermentation primaire/secondaire, ou vieillissement. La levure de bière ou de vin peut montrer un caractère neutre (plus fréquent) ou un profil fruité (souches anglaises et belges). Une large gamme de variétés de houblon peut être utilisée en faible quantité afin de ne pas trop caractériser la bière.» Italian Grape Ale - BJCP Style Guidelines (2015).
Ainsi, les brasseurs peuvent expérimenter et travailler sur de nombreux aspects, du choix des cépages et de types de moûts aux assemblages, du type de fermentation et des levures, du type de productions aux vieillissements.
C’est pourquoi, le BJCP semble vouloir redéfinir le style IGA et le renommer tout simplement en « Grape Ale » (bière au raisin), ne résolvant pas pour autant la problématique des techniques et des styles sous-jacents qui semble émerger, ou se rapprocher de styles existants, comme celui des lambics fruitées ou des Sours et des American Wilds comme les Bretts, dans le cas des bières fermentées avec des levures sauvages. Contacté à ce sujet, le BJCP confirme qu’une mise à jour des styles est en cours mais se refuse de commenter ce qu’il qualifie de « rumeur ». Edit décembre 2021 : Le style a bien été renommé en "Grape Ale" dans le nouveau Guide des styles BJCP 2021.
Une pétition a été lancée cette année en Italie pour préserver la dénomination IGA et reconnaître le rôle des braseurs italiens dans la création de ce style, à signer ici si vous désirez soutenir vos confrères Italiens : https://www.change.org/p/bjcp-style-guidelines-commettee-grape-ale-is-italian . En parallèle, un concours international dédié à l’Italian Grape Ale vient d’être créé et se déroulera en octobre à Turin : https://www.italiangrapeale.org/ . A noter que cette catégorie existe déjà dans certains concours internationaux comme le Brussel Beer Challenge, et bien entendu, dans le concours national Italien, Birra dell’Anno, avec 3 sous-catégories, Blanc, Rouge et Sour.



Vière, Oeno bière, Grape Ale, Bière de Vendange..
Le débat sur la ou les dénomination(s) stylistique(s) des oenobières commence donc à peine. La diversité des techniques rend le spectre des Grape Ales plus large qu’il n’y parait notamment parce qu’il n’y a pas que des ales mais aussi des lagers... De plus, ces bières reflétant quelque part une partie du terroir – ses cépages et ses levures- dans lequel il est produit ou auquel il se réfère. Chaque pays viticole pourrait revendiquer un sous-style… French Grape Ales ? En France, les brasseries qui en produisent ont du mal à nommer le style de leurs bières :
« Il est difficile pour moi de classer notre bière, tant cela pourrait la réduire » nous confie Odile Van Dermoere de La Vaugermaine qui avant d’être brasseuse, fut maître de chais dans un domaine du Chablis.
« Le terme « vière » vient d’une dégustation avec un ami, il est resté comme un clin d’œil. Pour le moment, je trouve difficile de classifier ces bières sous un style tant les procédés peuvent être différents. Nous produisons à partir de différents styles Ale, Lager, Stout, IPA,.. » Rémy Maurin – maître brasseur de Gallia.
Pour Julien Pecheur de la Brasserie Hoppy Road, qui a produit 2 hybrides cette année, si l’une la Liquid Love est une Grape Ale, sa Schmoutz élevée sur lie dans un foudre pendant 15 mois serait plutôt « une Sour Ale de fermentation mixte, car la proportion de matière venant de la vigne est très faible ».
Certaines brasseries associent le raisin à des styles déjà connus (Pale Ale, IPA, Lager,…), comme Thomas Le Grix De La Salle, qui est l’un des premiers à avoir réalisé des bières au raisin en France, travaillant dans la propriété familiale Château Le Grand Verdus à Bordeaux, qui a commencé à produire à façon chez des brasseurs dès 2013. « L’idée est de faire des paires, c’est-à-dire d’associer des bières en fonction des profils des cépages et de trouver un équilibre gustatif. Du Merlot sur une Pale Ale, du Sauvignon pour une blanche et du Cabernet Sauvignon avec une IPA »
Du côté des consommateurs, le style suscite l’enthousiasme. « Le retour du public est très bon, il y a le goût du vin avec la buvabilité de la bière. On essaye d’apporter une identité française brassicole notamment à l’étranger, et cette gamme-là reflète quelque part le terroir français grâce aux cépages qui y sont présents » nous explique Rémy Maurin –Gallia, qui produit sa gamme Sauvage depuis 2019. « Les gens du monde du vin sont agréablement surpris, les gens qui aiment la bière sont plus dubitatifs à la première gorgée. Les avis sont beaucoup plus tranchés par rapport à des styles plus consensuels » Antoine Portier – Les Acolytes
« Nous avons de très bons retours, tant des hommes que des femmes, qui la trouvent fine et élégante », nous précise Karine de La Vaugermaine qui s’occupe de la commercialisation et dont la bière se retrouve beaucoup sur les tables des restaurants.





Techniques et Utilisations des ingrédients
Utilisations du Raisin : moûts et marcs
Si l’idéal pour une hybride vin-bière est d’utiliser du moût (jus) de raisins frais récoltés dans les heures précédant le brassage, il est également possible d’utiliser du moût cuit, réduit, si il n’est pas possible de brasser tout de suite. C’est d’ailleurs de cette façon que la première IGA de la brasserie Barley a été réalisée, grâce à du Sapa, un sirop de raisin très proche du Raisiné bourguignon. Il est également possible d’utiliser le marc de raisin (le résidu du pressage) comme lit filtrant qui ajoutera au passage quelques composants et sucres du raisin. « Je mélange du jus non fermenté à hauteur de 10% sur une bière légère afin de respecter le cahier des charges de la dénomination « bière à». Je l’ai imaginé non pas pour mettre en avant le chardonnay mais pour donner un style de bière qui correspondrait plus à un vin de chablis sur sa précision et son élégance, qui soit une bière de dégustation. » Odile Van Dermoere – La Vaugermaine.
Le choix des modalités d’ajouts varie selon la typologie de fermentation désirée, contrôlée ou spontanée. Même si cette dernière exige de nombreux tests et contrôles, tant le risque de contamination par les levures et bactéries présentes dans les moûts des vins est important. « Nous envoyons le moût non fermenté à la brasserie, après filtration tangentielle pour éviter les pollutions microbiologiques, dans des poches maintenues à – 20°C » nous explique Thomas Le Grix De La Salle – Brasserie Verdus. Il faut d’ailleurs considérer que le grain de raisin commence à fermenter très rapidement du moment qu’il est fendu et que la température dépasse 12°C.
Ainsi, le moût peut être ajouté en fermentation primaire ou en refermentation, ce qui peut se faire également directement en barrique pour profiter de surcroit des levures qui y seraient présentes. Il faut bien prendre en compte l'acidité du moût de raisin et son influence sur le pH.
Quant à la couleur, si la plus grande partie des bières hybrides est réalisée avec des cépages blancs, les cépages rouges sont aussi appréciés pour les teintes données (anthocyanes). Cela dépend généralement des variétés cultivées proches de la brasserie et de la qualité organoleptique de ces cépages.
« Les cépages utilisés proviennent de région différentes : Sylvanner, Gerwutz et Pinot Noir d’Alsace, Gamay de Loire, mais aussi Syrah, Merlot, Carignan, Cabernet Franc, Pinot Gris, Loin de l’œil (un cépage rare du Sud-Ouest)... Nous utilisons entre 15 et 35% de raisin par brassin, en fonction du cépage et de l’état de la récolte […] J’utilise les cépages que j’aime mais cela dépend aussi des disponibilités : cette année, la viticulture a connu pas mal de problèmes météorologiques et donc des maladies, il faut être très attentif. » Rémy Maurin – Gallia.
Les cépages de raisin à vins sont préférés à ceux des raisins de table, car ceux-ci sont plus acides et sucrés, leur ratio peau/pulpe est plus équilibré, et ils contiennent plus de levures du fait d’une utilisation moindre de pesticides. Il faut donc se préparer et anticiper les vendanges, pour réceptionner, préparer le raisin et le plus souvent, brasser dans les heures suivantes. Cela représente pour les brasseries une très grosse organisation. « Nous recevons le raisin dans les heures suivants la récolte grâce à un transport frigo. Nous égrappons et foulons les raisins à la brasserie. Nous avons 2 mois assez intenses car il ne faut pas se manquer sur la production de l’année. » Rémy Maurin – Gallia.
Levures de vin ou de bière et Fermentation
Les hybrides vin-bières ont généralement un profil légèrement acide et sec. Mais elles peuvent aussi être très proches des bières Sour lorsque la fermentation s’effectue avec des levures sauvages en barrique, dont les brettanomyces et les bactéries lactiques. A noter que les raisins matures ont peu de saccharose ou d’amidon, mais contiennent jusqu’à 25 % de fructose et glucose. Les brasseries utilisent ainsi plusieurs méthodes :
- Fermentation spontanée du moût en utilisant les levures et bactéries naturellement présentent sur les raisins. « Il y a une macération de quelques jours pour démarrer la fermentation, puis une fermentation de 1 mois et demi avec les levures indigènes dans des cuves inox, puis un élevage de 4 mois et demie dans ces mêmes cuves. Pour certaines bières, nous procédons à une fermentation malolactique après la fermentation alcoolique. […] Sur certaines bières de la série, nous devons ajouter du sucre, pour aider les levures sauvages à consommer les sucres de l’orge : maltose, maltoriose… mais la technique consiste à envoyer les moûts progressivement dans la cuve de brassage afin de favoriser leurs multiplications dans le moût de raisin grâce à l’aération. L’idée est de favoriser les saccharomyces et d’éviter les volatiles qui peuvent nuire aux arômes ou acidifier le jus. » Rémy Maurin - Gallia.
- Variante : Fermentation à partir des lies du vin (le résidu des levures qui tombent au fond de la cuve lors des fermentations alcooliques ou malolactiques), comme la Schmoutz de Hoppy Road. « Nous utilisons uniquement les lies et non le moût, majoritairement Riesling avec un peu de Verdejo. Après 15 mois d'affinage dans un foudre ancien ayant contenu du Pinot Noir d'Alsace, elle révèle toute sa complexité entre acidité légèrement vineuse, gourmandise céréalière et tanins boisés. » Julien Pecheur, Hoppy Road.
- Utilisation de levures de bières, généralement des levures de fermentation haute, principalement des souches neutres et belges afin de ne pas altérer le bouquet d’arômes des vins.
« Je suis partie sur une levure classique, de fermentation haute, qui sédimente assez vite, mais je me concentre plus sur la garde afin d’obtenir une bulle assez fine, proche d’un champagne » Odile Van Dermoere – La Vaugermaine.
- Utilisation de levures de vin types saccharomyces cerevisiae, capables de libérer et de convertir plus de thiols et de produire des composés aromatiques fruités. A noter que la fermentation est généralement plus longue du fait que ces levures consomment moins vite les sucres tel le maltose.
- Cofermentation - Levures de bière pour la première fermentation et de vin (indigènes ou exogènes) pour la secondaire en bouteille, dans le cas par exemple de l’utilisation de la méthode champenoise.
D’une manière générale, un temps de garde et de maturation/élevage est nécessaire pour aider les levures à consommer les sucres et affiner le breuvage. Cela peut être fait soit dans les cuves, soit en barrique, et parfois même en amphore.
« Pour notre première bière au raisin, j’ai mis du marc à fermenter dans des amphores sur une base de bière simple plusieurs mois, puis un vieillissement en fût de chêne de 3ème vin afin de ne pas avoir un goût de bois trop prononcé » nous explique Antoine Portier de la brasserie Les Acolytes qui a été fondée par deux cousins dans un vignoble à Cahors et qui expérimentent chaque année de nouveaux procédés sur différents cépages.
Le type de fermentation orientera également le style de bière, allant généralement soit vers les Grape Ales ou les Sours.
Houblons & Malts
Le raisin rendant les oenobières légèrement acides et sèches, et le style se voulant porté les arômes du raisin, l’amertume et les arômes des houblons ajoutés doivent être modérés. En général, l’IBU se situe entre 15 et 30. Les arômes du houblon complémentaires ont des notes herbacées, poivrées ou agrumes.
« Il y a un peu de houblons dans les « vières ». Il permet de contrôler la fermentation spontanée grâce à son côté aseptisant, afin de réguler la prolifération de certaines bactéries comme les lactiques et favoriser les saccharomyces» Rémy Maurin – Gallia. « Le houblon m’apporte un côté végétal et permet d’accentuer le côté citronné. » Odile Van Dermoere – La Vaugermaine
Quant aux malts, si les brasseries préfèrent un malt pils ordinaire ou éventuellement un malt pale, les malts spéciaux sont à utiliser avec parcimonie car ils peuvent nuire à l’expression du cépage.
« Pour notre bière des vendanges, nous utilisons une levure et un malt assez neutres, afin de retrouver le côté vineux dans la bière » Antoine Portier – Les Acolytes
La coloration peut d’ailleurs se faire en partie grâce à la barrique « la couleur est principalement due à la base maltée qui fait intervenir certains malts caramels assez foncés. Le foudre a pu tuiler légèrement la teinte de la bière. » Julien Pecheur, Hoppy Road.
Pas uniquement une boisson curieuse, les hybrides vins-bières sont plutôt complexes : il ne suffit pas d’ajouter du vin à la bière, ni du houblon au vin, même si cette dernière expérimentation donne un résultat assez original… La dénomination actuelle ne couvre pas pour le moment sa diversité, le style Grape Ale tend certainement à évoluer vers des sous-styles. Les bières au raisin, dans la lignée des vins naturels, ouvrent de nouveaux champs de possibilités organoleptiques, de recherches et de productions. L’équilibre des différents ingrédients et les aspects physico-chimiques nécessitent une démarche scientifique mais aussi une réelle curiosité et des connaissances des deux univers du vin et de la bière. Qui sait si la brasserie ne sauvera pas la viticulture?...
Merci grandement aux brasseurs qui nous ont transmis avec gentillesse et passion, une partie de leurs expériences dans ce domaine :
Odile Van Dermoere - La Vaugermaine
Antoine Portier – Les Acolytes
Rémy Maurin – Gallia
Julien Pecheur - Hoppy Road
Thomas Le Grix De La Salle – Brasserie Verdus
MAJ Source 2023 :
Novelty of Italian Grape Ale (IGA) beer: Influence of the addition of Gamay macerated grape must or dehydrated Aleatico grape pomace on the aromatic profile : doi.org/10.1016/j.heliyon.2023.e20422
Vincent Ferrari
- Détails
- Catégorie : Conseils et techniques
Si d'anciennes brasseries conservent des cultures de bière multi-souches, peu de nouvelles expérimentent les possibilités des mélanges de levures. Pourtant les mélanges pourraient procurer plusieurs avantages en termes de saveur et de performance de fermentation. Mais cela pourrait conduire aussi à la création de nouveaux styles de bières, grâce par exemple à des mélanges de souches de levures de bières et de vins.
Le rôle de la levure dans le brassage, un regard sur l'histoire.
Sans levure, pas de bière. Pas de bière, pas de civilisation. La bière est brassée depuis des millénaires (environ 13 000 ans, selon certaines preuves archéologiques). Toutefois, ce n'est que relativement récemment que nous avons commencé à comprendre le rôle que joue la levure dans la production de la bière et dans la fermentation alcoolique. Les brasseurs et brasseuses de l'Antiquité s'appuyaient sur des sources naturelles, « l'inoculum », pour démarrer la fermentation, sans savoir ce qu'était la levure.
Pendant longtemps, le brassage a été un mélange de mystère, de magie et de tradition, et les cultures de levures utilisées pour la production de bière étaient principalement des cultures multi-souches (c'est-à-dire des cultures de levure contenant 2 ou plusieurs souches distinctes) qui reposaient sur des interactions donnant du caractère et de la diversité aux styles de bière. Sans le vouloir, la levure a été ainsi domestiquée et les cultures qui fermentaient le mieux ont été sélectionnées. On en a déduit que la levure était importante et on recueillait le sédiment crémeux d'un brassin pour l'inoculer aux brassins suivants.
Ce n'est qu'au milieu du 19e siècle que Louis Pasteur a identifié la levure comme étant responsable de la fermentation alcoolique.
Ces progrès, associés à de nouvelles techniques microbiologiques stériles, ont conduit Christian Hansen à développer la technique de culture pure en 1883, isolant ainsi pour la première fois des cultures de levures à souche unique.
Cette technique, associée à des progrès techniques tels que la réfrigération, a entraîné l'industrialisation généralisée de la production de bière blonde, et l'utilisation de cultures de levure pure à souche unique est devenue la norme.
On pourrait bien affirmer que ces progrès ont abouti à une homogénéité des styles et des saveurs de bière, au détriment de la diversité. Cette influence est largement restée dominante, la grande majorité des bières fabriquées dans le monde étant produites avec des cultures à souche unique.
Bien sûr, il existe des traditions brassicoles régionales qui n'ont pas succombé à l'homogénéité des techniques et des styles. Les cultures de levures utilisées dans les styles de brassage belges traditionnels par exemple, peuvent être très complexes, avec plusieurs Saccharomyces, non-Saccharomyces et parfois des bactéries présentes, ce qui donne un caractère sensoriel audacieux et distinct.
De même, au Royaume-Uni, un certain nombre d'anciennes brasseries régionales conservent des cultures de bière multi-souches qui donnent souvent à leurs bières un caractère unique et une "saveur maison". Une tradition brassicole notable qui suscite actuellement beaucoup d'intérêt est la bière de ferme norvégienne et l'utilisation de cultures Kveik.
Ces différentes cultures gagnent en intérêt et en popularité à la fois en termes de contribution unique à la saveur et à l'arôme, mais aussi pour des caractéristiques fonctionnelles telles que la tolérance à des températures de fermentation élevées (>35°C) et des temps de fermentation très rapides (<48 heures). Le tableau ci-dessous détaille les travaux récents caractérisant la composition de certaines de ces cultures Kveik, qui contiennent un mélange de levures (et parfois de bactéries) avec des niveaux de complexité variables.
Pourquoi mélanger des levures ?
Les gammes et la diversité des souches et des cultures de levures disponibles dans le commerce ne cessent de croître, la grande majorité d'entre elles étant des cultures mono-souche bien caractérisées. Avec un tel potentiel et un tel choix, le mélange de souches représente une opportunité encore plus grande pour les brasseries d'augmenter la diversité des saveurs et des fonctions.
Plusieurs approches peuvent être adoptées pour mélanger les souches, dont certains avantages potentiels :
- Mélange pour la saveur ; être capable d'affiner et peut-être même de créer de nouveaux profils sensoriels avec différentes combinaisons de souches de levure.
- Performance de la fermentation : sélectionner des souches avec des caractéristiques fonctionnelles spécifiques pour atteindre un objectif souhaité qui pourrait inclure la tolérance à la température, l'utilisation des sucres, la floculation et la prévention ou le sauvetage d'une fermentation bloquée.
- Gestion des coûts
- La satisfaction d'une demande continue du marché pour quelque chose de "différent", comme par exemple les hybrides vin-bière.
Bien sûr, il ne s'agit pas simplement de mélanger différentes souches et d'espérer le meilleur, il est impératif de prendre en considération et de comprendre les caractéristiques des différentes souches et de considérer des traits tels que :
- La phase de latence ; les différences entre les souches
- Utilisation du substrat : quels sucres les levures peuvent-elles fermenter ?
- Floculation : comment les souches interagissent-elles ?
- La saveur : les souches seront-elles complémentaires et bien adaptées les unes aux autres ?
- Facteur de destruction ; un facteur très important à prendre en compte lors de l'utilisation de levures de vin en cofermentation (voir ci-dessous). Une levure « killer positive » peut-elle inhiber les autres levures présentes ?
- Quand ajouter les levures : ensemble (cofermentation), inoculation séquentielle, fermentation secondaire ?
Une question évidente et un inconvénient potentiel du mélange de souches est de savoir comment on peut récolter et réensemencer une culture multi-souches ? Cela peut s'avérer difficile en fonction des souches utilisées, et le prélèvement d'un échantillon représentatif pour un réensemencement ultérieur devient très difficile à réaliser du point de vue de la cohérence.
La concentration cellulaire et la dominance d'une souche par rapport à l'autre rendent problématique la cohérence d’un réensemencement, ce qui peut limiter le mélange à un seul usage. De plus, le résultat du mélange des souches de levure est incroyablement difficile à prévoir.
Bien que de nombreuses souches de levure soient très bien caractérisées, il existe actuellement peu de recherches et d'informations sur la façon dont elles interagissent avec d'autres souches. Il y aura toujours un certain degré d'essais et d'erreurs jusqu'à ce que davantage d'informations soient disponibles.
Exemples :
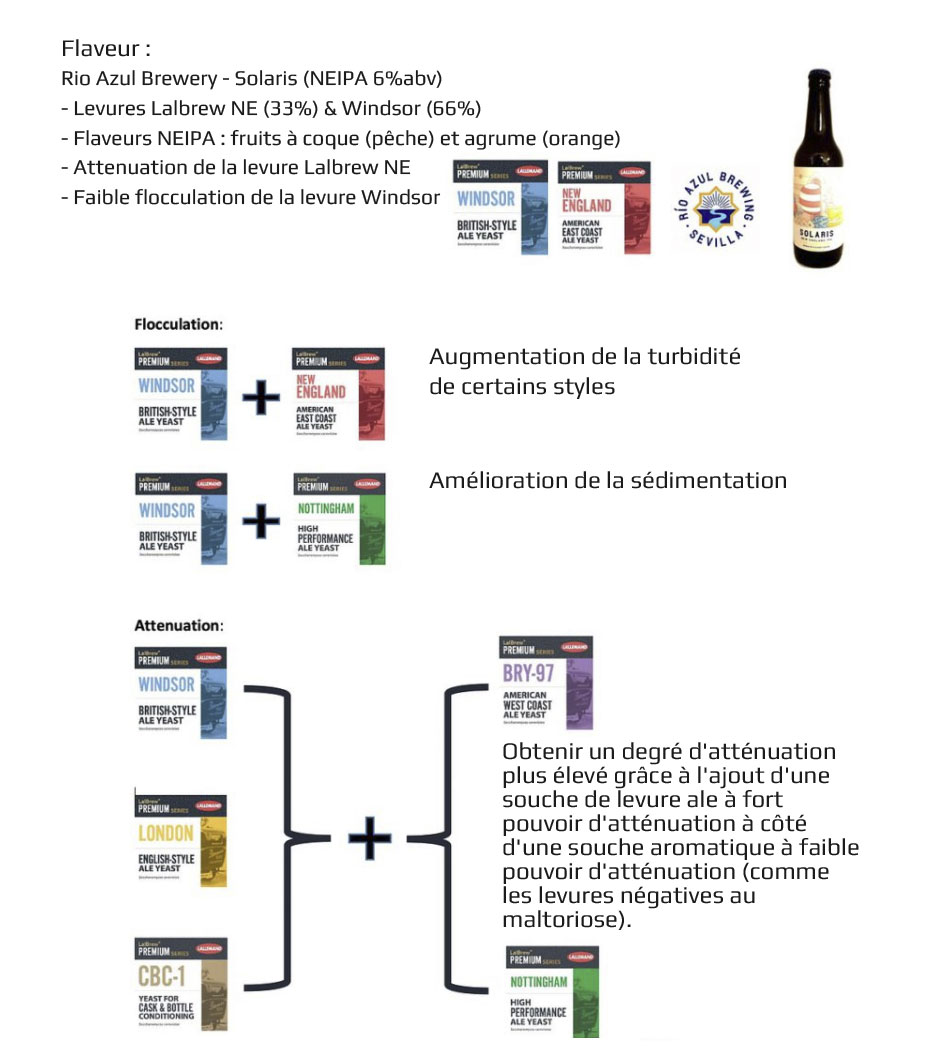
Potentiel avec les levures de vin
Il existe plusieurs cultures de levures belges notables dont on soupçonne qu'elles trouvent leur origine dans le vin. Au cours des dernières années, on a fait des incursions dans l'utilisation des levures de vin pour des applications brassicoles, mais cette pratique n'a pas été largement adoptée pour la recherche de nouvelles saveurs.
Au Royaume-Uni, un certain nombre de brasseries ont utilisé des levures de vin en cofermentation avec des levures de brassage pour obtenir un profil et un caractère de saveur qui n'auraient pas pu être obtenus en utilisant une levure de brassage seule. Par exemple, Runaway Brewery (Manchester) a produit plusieurs bières en utilisant la souche de levure Lalvin 71B (Beaujolais) en cofermentation avec une levure de saison (Belle Saison) dans des bières telles que Farmhouse Pale, Black Grape (avec ajout de jus de raisin) et Dandelion Ale.
Dans ces exemples (et dans les exemples similaires ci-dessous pour la "Graft" de Donzoko), la levure de vin (71B) est ensemencée en premier, puis la levure de saison (Belle Saison) est ajoutée pour compléter l'atténuation. Il s'agit d'un exemple d'inoculation séquentielle dans lequel les levures ne sont pas ensemencées en même temps ; le principe étant que la levure de vin est utilisée pour la fermentation primaire afin de donner un caractère et une saveur distincts, mais comme elle ne consomme pas le maltotriose, un sucre tri-saccharide, la levure de saison (avec une activité diastasique et donc une atténuation très élevée) est introduite pour compléter la fermentation et réduire toute douceur résiduelle, tout en complétant le caractère de la souche de vin.
Il existe un potentiel à explorer dans ce domaine. Les principales considérations à prendre en compte sont la consommation du sucre par la ou les souches de vin et le fait que la souche soit ou non « Killer Positive ». La 71B a été sélectionnée pour les bières ci-dessus en partie parce qu'il s'agit d'une souche « Killer Negative ».
Profil - Donzoko "Graft" :
- Levure Beaujolais (71B) & Belle Saison
- Inoculation séquentielle
- Fermentation primaire : levure de vin
- Atténuation complète : Saison
- Style fermier
- Caractéristiques sensorielles complexes et complémentaires
Au-delà des levures de brasserie
En plus d'explorer la gamme variée de levures de vin à la recherche d'arômes potentiels, les brasseries commencent à regarder au-delà des levures de brasserie typiques S.cerevisiae et S.pastorianus, et à envisager d'autres sous-espèces de Saccharomyces, ou des souches non-saccharomyces, ou des bactéries et des souches sauvages pour d'autres sources de microflores qui pourraient contribuer au style et à l'arôme de la bière.
Des souches comme S. kudriavzevii et Torulaspora delbrueckii ont un certain potentiel pour la production de nouveaux arômes, tandis que les espèces productrices d'acide comme Lachancea thermotolerans pourraient représenter un potentiel intéressant pour la production de bières acides/sour. De même, il y a beaucoup plus à rechercher et à tester en termes de bactéries (au-delà des lactobacilles) et, bien sûr, les levures sauvages comme Brettanomyces sont utilisées en brasserie depuis des siècles. Cela pourrait représenter une nouvelle approche de la fermentation brassicole et de la microflore utilisée.
Il ne fait aucun doute qu'il existe un grand potentiel en termes de contributions sensorielles et fonctionnelles de ces levures et bactéries étranges et merveilleuses, mais la problématique de la contamination croisée est toujours à prendre en compte, et les brasseurs comme les fournisseurs ont la responsabilité fondamentale de comprendre avec quoi ils travaillent et de gérer les risques en conséquence.
La Palette de l'Artiste
Les options et la diversité disponibles dans les levures et les bactéries peuvent être comparées au concept de la palette d'un artiste, qui consiste à mélanger les souches pour obtenir des résultats sur mesure. Les brasseurs et les brasseuses peuvent utiliser le large spectre de différentes souches pour exprimer des caractères dans une bière finie qui ne pourraient pas être atteints par une seule souche et pour créer de nouvelles bières vives et audacieuses.
Les combinaisons possibles sont pratiquement illimitées.
Conclusion
Les cultures multi-souches ont historiquement joué un rôle important dans le brassage, en particulier pour définir le caractère régional et la complexité des styles de bière. On commence maintenant à revisiter et à redécouvrir une partie de cette complexité, qui a sans doute été perdue dans le brassage industriel moderne.
L'intérêt croissant pour les cultures mixtes, comme les souches Kveik, témoigne de cet appétit croissant pour la recherche de nouvelles bières avec "quelque chose de différent". Il ne fait aucun doute que le mélange et la cofermentation présentent un grand potentiel, tant en termes de création de nouvelles caractéristiques sensorielles souhaitables que d'avantages fonctionnels et pratiques.
Cependant, avec toutes les options potentielles et l'enthousiasme suscité par le mélange des souches de levure, nous devons toujours comprendre avec quoi nous travaillons, comment les souches interagiront, quelles caractéristiques elles présenteront et, en fin de compte, si leur manipulation est sûre dans la brasserie et pour le consommateur.
Repousser les limites comporte certainement des risques, mais aussi des avantages, et il ne fait aucun doute qu'il y a encore beaucoup de travail et de recherche à faire dans ce domaine.
Consulter le catalogue des levures Lallemand
Racontez-nous vos expérimentations dans les commentaires!





2015-2026 - BtoBeer